一种垫圈装配夹具的制作方法
本技术涉及机械制造零部件装配,具体是一种用于垫圈的装配夹具。
背景技术:
1、目前,垫圈装配通常采用人工装配与自动化装配两种方式。人工装配即依靠操作人员采用套筒,进行手工操作,存在效率低下,装配操作繁琐,劳动强度大等缺陷;采用自动化设备来装配垫圈,且大多数是专用设备,虽然自动化程度高,但设备投入成本高,多品种零件装配时无法通用,兼容性差。
技术实现思路
1、为克服现有技术的不足,本实用新型的发明目的在于提供一种垫圈装配夹具,以提高垫圈的装配效率。
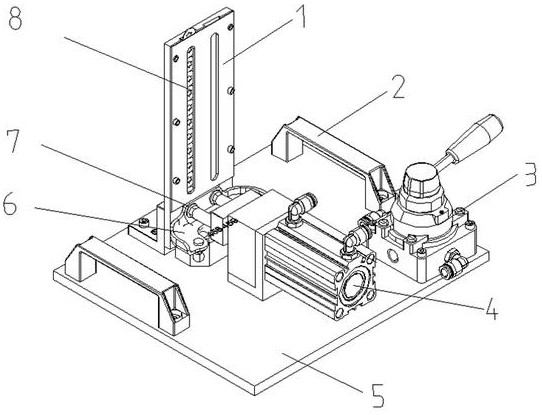
2、为实现上述发明目的,本实用新型的垫圈装配夹具包括垫圈装配夹具机械部分、开关、气缸动作单元及型面定位块;所述垫圈装配夹具机械部分的限位板内设有限位槽,气缸动作单元的推杆对向限位槽内最下面的垫圈的中心。
3、进一步地,所述限位板由本体和盖板组成,盖板用螺钉与本体连接固定在一起;限位板通过支撑块安装在平台上;限位槽为多列,竖向排列于本体内,限位槽的形状结构与垫圈相适配,在竖直方向上对垫圈进行限位,限位槽内最下面的垫圈全部露出于本体,其余上面的垫圈通过盖板挡住垫圈的两侧,限位板对垫圈的前后进行限位。
4、进一步地,所述型面定位块连接固定在平台上,置于限位板与气缸动作单元之间,型面定位块上的型面、限位块与零件主体件相适配。
5、进一步地,所述限位槽的底部、两列限位槽之间设有用于定位零件主体件的磁铁。
6、进一步地,所述气缸动作单元的气缸经支撑板连接固定在平台上,推杆通过连接板与连接杆连接,支撑板上装有用于保护推杆、连接板及连接杆的保护罩。
7、进一步地,所述平台的两侧装有把手。
8、进一步地,所述开关的气动阀与气缸动作单元的进、排气口管路连接。
9、使用时,将垫圈依次放置到限位槽内,依靠限位槽和限位板使其整齐排列并输送到装配固定位置;人工将零件主体件放入到型面定位块上的固定位置,再拿起螺栓放入零件主体件的装配位置孔内,按压启动开关,气缸动作,通过连接杆向前推动推杆,作用于两个螺栓上,使零件主体件、螺栓、垫圈完全装配在一起。
10、本实用新型与现有技术相比,能同时通用于左右两种零件的垫圈压装,可大幅度提高设备利用率及自动化程度,减轻操作人员的劳动强度,设备投入成本低,操作方便省力,平稳可靠,兼容性极强。
技术特征:
1.一种垫圈装配夹具,其特征在于:该垫圈装配夹具包括垫圈装配夹具机械部分(1)、开关(3)、气缸动作单元(4)及型面定位块(13);所述垫圈装配夹具机械部分(1)的限位板(10)内设有限位槽(9),气缸动作单元(4)的推杆(15)对向限位槽(9)内最下面的垫圈(8)的中心。
2.根据权利要求1所述的一种垫圈装配夹具,其特征在于:所述限位板(10)由本体(10-1)和盖板(10-2)组成,盖板(10-2)用螺钉与本体(10-1)连接固定在一起;限位板(10)通过支撑块(14)安装在平台(5)上;限位槽(9)为多列,竖向排列于本体(10-1)内,限位槽(9)的形状结构与垫圈(8)相适配,在竖直方向上对垫圈(8)进行限位,限位槽(9)内最下面的垫圈(8)全部露出于本体(10-1),其余上面的垫圈(8)通过盖板(10-2)挡住垫圈(8)的两侧,限位板(10)对垫圈(8)的前后进行限位。
3.根据权利要求1所述的一种垫圈装配夹具,其特征在于:所述型面定位块(13)连接固定在平台(5)上,置于限位板(10)与气缸动作单元(4)之间,型面定位块(13)上的型面、限位块(12)与零件主体件(6)相适配。
4.根据权利要求1所述的一种垫圈装配夹具,其特征在于:所述限位槽(9)的底部、两列限位槽(9)之间设有用于定位零件主体件(6)的磁铁(11)。
5.根据权利要求1所述的一种垫圈装配夹具,其特征在于:所述气缸动作单元(4)的气缸(19)经支撑板(20)连接固定在平台(5)上,推杆(15)通过连接板(16)与连接杆(17)连接,支撑板(20)上装有用于保护推杆(15)、连接板(16)及连接杆(17)的保护罩(18)。
6.根据权利要求2所述的一种垫圈装配夹具,其特征在于:所述平台(5)的两侧装有把手(2)。
7.根据权利要求1所述的一种垫圈装配夹具,其特征在于:所述开关(3)的气动阀与气缸动作单元(4)的进、排气口管路连接。
技术总结
一种垫圈装配夹具,用于机械制造零部件装配领域。限位板内设有限位槽,推杆对向限位槽内最下面的垫圈的中心;限位板通过支撑块安装在平台上,限位槽为多列,竖向排列于限位板内,限位槽形状结构与垫圈相适配,在竖直方向上对垫圈进行限位,限位槽内最下面的垫圈全部露出于限位板,其余上面的垫圈通过限位板挡住垫圈的两侧,限位板对垫圈的前后进行限位;型面定位块固定在平台上,置于限位板与气缸动作单元之间,其型面、限位块与零件主体件相适配;限位槽底部、两列限位槽之间设有磁铁。本技术能同时通用于左右两种零件的垫圈压装,可提高设备利用率及自动化程度,减轻操作人员的劳动强度,设备投入成本低,操作方便省力,平稳可靠,兼容性极强。
技术研发人员:陈谦,周迎
受保护的技术使用者:襄阳东昇机械有限公司
技术研发日:20230923
技术公布日:2024/5/9
- 还没有人留言评论。精彩留言会获得点赞!