一种石膏板封边带高精度自动切断方法与流程
本发明涉及石膏板生产制造,具体涉及一种石膏板封边带高精度自动切断方法。
背景技术:
1、石膏板封边通常是将多个石膏板依次定距输送至封边机处,封边机统一将封边带压贴在石膏板的侧壁上,从而使相邻两块石膏板之间被封边带连接。因此,需要将相邻两块石膏板之间的封边带切断以分离两块石膏板。
2、目前,常用自动切断封边带的方法主要采用寻缝切断的方式,即可沿石膏板输送方向移动的切刀机构上具备光电传感器,当切刀机构移动寻找两块石膏板缝隙的过程中,光电传感器检测到缝隙时停止切刀机构移动以及石膏板输送带输送,切刀机构动作将此处的封边带切断。
3、这种寻缝切断的方式在工作过程中,由于光电传感器是从缝隙的一侧移动至缝隙处获得透光信号,则此时切刀机构的停止处偏向缝隙的一侧,导致切刀机构偏向一侧切断封边带而导致两块石膏板的封边带断尾长短不一致。
4、尤其石膏板在停止输送惯性下可能会出现轻微滑动,而相邻石膏板之间的缝隙一般较小(5mm以内),并且每个石膏板可能存在不同的滑动距离,导致切刀机构难以精准对齐缝隙的中间位置,从而导致各个石膏板的封边带断尾出现长短不一致的情况。
5、因此,目前采用寻缝自动切断封边带的方法,难以使切刀机构精准停留在相邻两块石膏板之间的缝隙中间切断,从而难以保证每块石膏板的封边带的断尾长短一致。
技术实现思路
1、本发明的目的在于提供一种石膏板封边带高精度自动切断方法,以解决现有技术中因切刀机构难以精准停留在相邻两块石膏板之间的缝隙中间切断,导致每块石膏板的封边带的断尾长短不一致的技术问题。
2、为解决上述技术问题,本发明具体提供下述技术方案:
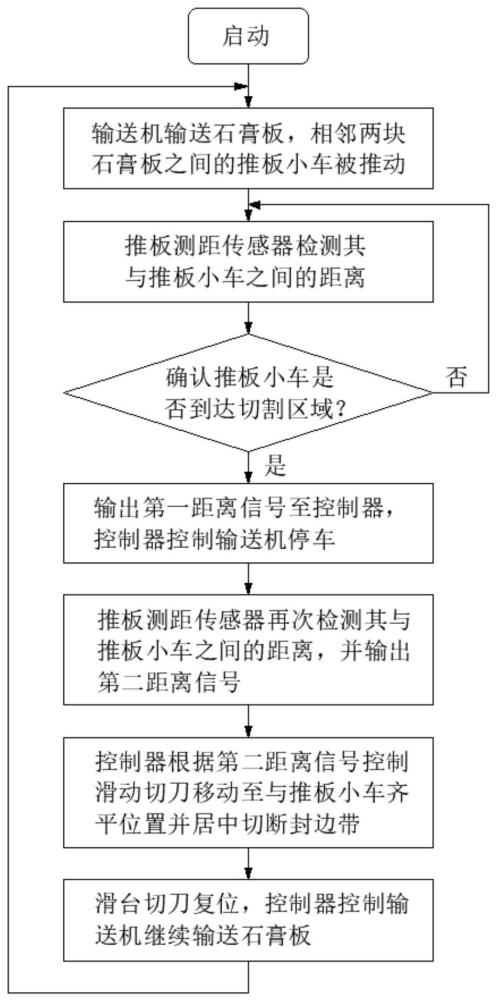
3、一种石膏板封边带高精度自动切断方法,在每个切割周期内,包括:
4、推板测距传感器检测到相邻两块石膏板之间的推板小车到达切割区域时,输出第一距离信号;
5、控制器根据所述推板距离信号控制石膏板输送机停车,在石膏板输送机停车后,推板测距传感器检测其与推板小车之间的距离,并输出第二距离信号;
6、控制器根据所述第二距离信号控制滑台切刀在石膏板输送机两侧,以平行于石膏板输送的方向水平滑动;
7、在滑台切刀根据所述第二距离信号滑动至与推板小车对齐时,滑台切刀动作并切断两块石膏板之间的封边带;
8、在滑台切刀切断动作复位后,控制器控制石膏板输送机继续输送石膏板;
9、推板小车用于保持相邻两块石膏板间距值固定,并随石膏板输送而移动。
10、作为本发明的一种优选方案,所述滑台切刀通过电机、丝杆副、轨道部、滑台部和切割部实现,所述轨道部安装在所述石膏板输送机的侧架上,所述丝杆副转动设置在所述轨道部的端壁上,所述滑台部设置在所述丝杆副上并滑动在所述轨道部上,且所述切割部设置在所述滑台部上;
11、所述电机由所述控制器控制,以转动所述丝杆副并驱动所述滑台部和所述切割部,以平行于石膏板输送的方向水平滑动。
12、作为本发明的一种优选方案,所述轨道部的端部与所述推板测距传感器之间的距离固定,当所述滑台部在所述轨道部上移动时,所述切割部与所述推板测距传感器之间的距离改变;
13、其中,在所述切割部移动致使其与所述推板测距传感器之间的距离等于所述第二距离信号反馈的距离值时,所述滑台部停止,且所述切割部动作。
14、作为本发明的一种优选方案,实时检测所述切割部与所述推板测距传感器之间的距离并输出第三距离信号,所述第三距离信号实时反馈至所述控制器;
15、所述控制器根据所述第三距离信号的反馈距离值与所述第二距离信号的反馈距离值的差值,控制所述滑台部微调。
16、作为本发明的一种优选方案,所述切割部与所述推板测距传感器之间的距离通过切刀测距传感器实现,所述切刀测距传感器设置在所述切割部上;
17、其中,所述切刀测距传感器的感知端面与所述切割部靠近所述推板测距传感器的侧壁齐平,且所述切割部的厚度等于所述推板小车的厚度。
18、作为本发明的一种优选方案,所述推板测距传感器通过支架设置在所述石膏板输送机的下游机架上,所述切刀测距传感器测量其与所述推板测距传感器之间的距离通过基准面板实现;
19、其中,所述基准面板设置在所述推板测距传感器的支架上,且所述基准面板与所述推板测距传感器的感知端面齐平。
20、作为本发明的一种优选方案,所述切割区域通过所述推板测距传感器与所述推板小车之间的距离的距离实现,具体包括:
21、在每个切断周期开始时,若推板测距传感器检测到其与所述推板小车之间的距离大于所述推板测距传感器到所述轨道部远离所述推板测距传感器的端部距离时,不输出信号;
22、若推板测距传感器检测到其与所述推板小车之间的距离小于所述推板测距传感器到所述轨道部远离所述推板测距传感器的端部距离时,输出一次第一距离信号;
23、其中,在每次切断周期内,当所述切割部动作后,此次周期结束,直至所述推板测距传感器的检测值突增时,进入下一周期。
24、作为本发明的一种优选方案,所述控制器控制切割部动作通过切刀和气缸实现,所述气缸的固定端部设置在所述滑台部上,所述切刀设置在所述气缸的活动端部上,且所述切刀的宽度大于石膏板封边带的宽度;
25、所述控制器控制切割部动作的步骤包括:
26、在所述切刀与所述推板小车齐平时,所述控制器控制所述气缸工作;
27、在所述气缸推动切刀达到预设位置并切断封边带时,所述控制器控制所述气缸复位。
28、作为本发明的一种优选方案,所述气缸达到预设位置通过限位传感器实现,所述限位传感器设置在所述气缸的移动端部,所述切刀突出所述限位传感器,且所述切刀的上端突出所述气缸的移动端部,且所述限位传感器位于石膏板的下方区域;
29、所述控制器控制所述气缸切割复位的步骤包括:
30、所述控制器控制所述气缸推动所述切刀向封边带移动,所述切刀突出所述气缸的移动端部的上方刀刃切断封边带;
31、在封边带被所述切刀切断后,所述限位传感器被所述气缸推动至石膏板下方;
32、所述限位传感器感知到石膏板并输出复位信号至所述控制器;
33、所述控制器控制所述气缸复位。
34、作为本发明的一种优选方案,所述气缸复位检测通过复位传感器实现,所述复位传感器设置在所述气缸的移动端部侧壁上,且所述复位传感器朝向所述气缸的固定端部突出,所述复位传感器的感知面朝向内侧;
35、所述控制器控制所述气缸复位的步骤包括:
36、在所述控制器接收到所述限位传感器输出的复位信号后,所述控制器控制所述气缸复位;
37、所述复位传感器随所述气缸的移动端部返回移动,在所述复位传感器感知到所述气缸的固定端部时,输出复位完成信号至所述控制器;
38、所述控制器根据所述复位完成信号控制所述石膏板输送机启动。
39、本发明与现有技术相比较具有如下有益效果:
40、本发明利用测距定位的方式,通过测量推板小车停止时的位置,以确定相邻两块石膏板之间的缝隙位置,从而根据测量推板小车停止时的位置控制滑台切刀移动至相应位置,以使滑台切刀每次均在相邻两块石膏板之间的缝隙中间切断封边带,确保每块石膏板的封边带断尾长短一致。
- 还没有人留言评论。精彩留言会获得点赞!