一种PP厚板生产用辅助切割设备的制作方法
本发明涉及pp板切割,具体为一种pp厚板生产用辅助切割设备。
背景技术:
1、pp板,又称聚丙烯板,是一种半结晶性材料。它比pe更坚硬并且有更高的熔点。由于均聚物型的pp温度高于0℃以上时非常脆,因此许多商业的pp材料是加入1~4%乙烯的无规则共聚物或更高比率乙烯含量的钳段式共聚物。
2、pp厚板相对于pp薄板来说具有较高的强度、刚度与密度,能够承受较大的载荷和压力,能够在较高的温度下保持结构稳定性和机械性能,为了提高pp厚板的切割效率与切割的平整度,可以采用子母锯的方式对pp厚板进行切割,由于pp厚板具有较大的尺寸与厚度,在对pp厚板进行切割时需要锯片在同一位置进行相对较长时间的高功率做工,这样就会导致pp厚板的切割位置与锯片产生高温,从而容易会导致pp厚板的切割位置发生熔融,从而会降低pp厚板的切割效果,针对上述问题,现有技术提供了一种解决方案,例如专利申请号202122805996.1提供了一种pp板加工用切割装置,该方案通过在pp板切割的时候利用水流对切割面进行降温,防止切割面温度过高导致板材热熔变形,达到了提高pp板生产质量的效果,但是现有技术在使用时是通过滑动对物体进行切割,然后跟随切割路径喷洒液体来实现对切割位置与切割设备的冷却降温,从而避免pp厚板在切割时受热发生熔融,但是切割设备与降温设备之间存在一定的间隙,容易导致只有少量的冷却液体能够与切割位置接触,同时容易造成切割位置与液体的接触时间较短的情况,这样就无法对pp厚板的切割位置进行有效的降温,这样就容易造成与冷却液接触时间较短的切割面发生熔融,从而降低pp厚板的切割效果。
3、为此,提出一种pp厚板生产用辅助切割设备,以解决现有技术中切割位置与切割设备无法得到有效冷却,从而导致pp厚板在切割过程中发生熔融而降低切割效果的问题。
技术实现思路
1、本发明的目的在于提供一种pp厚板生产用辅助切割设备,解决现有技术中pp厚板在被切割的过程中其中一面无法得到有效冷却,从而导致其中一面因发生熔融而降低切割效果的问题。
2、为实现上述目的,本发明提供如下技术方案:
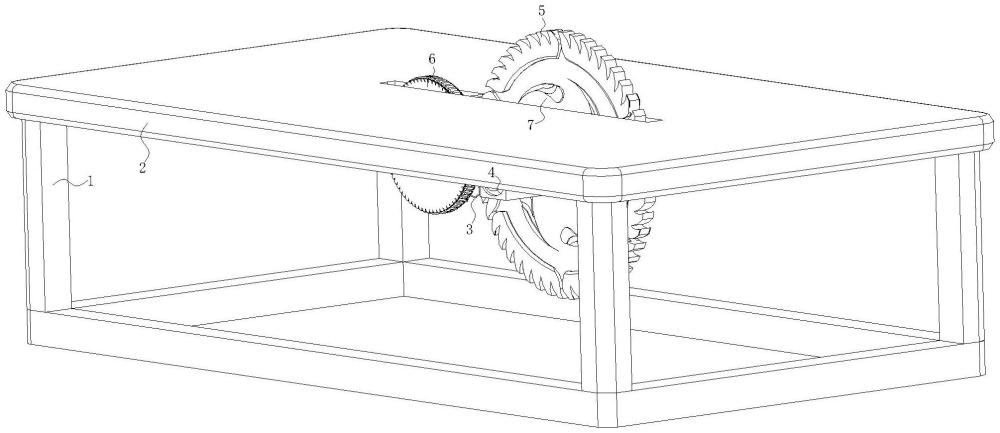
3、一种pp厚板生产用辅助切割设备,包括支撑架、工作台与喷头,还包括传动机构、母锯、子锯与延时机构,所述传动机构安装于工作台底端,所述母锯与子锯均安装于传动机构一端,所述延时机构安装于母锯内部,所述母锯上开设有集水槽,所述子锯上开设有蓄水槽,所述集水槽与蓄水槽均包括多个凸起和沟槽,所述集水槽的凸起和沟槽分别与蓄水槽的沟槽和凸起匹配设置,所述传动机构带动母锯与子锯同步转动,母锯在转动时驱动延时机构转动,同时带动子锯往复运动对pp厚板进行预切割,并将蓄水槽内的冷却液粘附在沟槽内。
4、可选的,想要让母锯对冷却液进行一定量的储存,可以直接通过锯齿的内弧对水滴进行储存,或者采用在锯齿的内弧和外弧进行卡槽储存,但是在实际应用中,由于母锯需要进行高速旋转对pp厚板进行切割,如果采用通过锯齿的内弧对水滴储存,水滴的就会失去稳定性,从而容易会从母锯的两侧流走,从而导致母锯锯齿的内弧无法对冷却液进行储存,这样就无法实现母锯带着冷却液对pp厚板进行切割,这样就会在一定程度上降低pp厚板切割时的冷却效果,而在母锯上开设集水槽,在子锯上开设蓄水槽,能够能够冷却液进行储存,能够在母锯与子锯转动时提高冷却液的稳定性,能够在一定程度上防止冷却液的流失,故不采用通过锯齿直接对冷却水储存输送的方式。
5、在上述方案中,通过传动机构能够带动母锯、子锯与延时机构进行转动,子锯在转动过程中,能够对pp厚板底端进行卡槽,开槽后的pp厚板继续前进,当子锯切割的槽与母锯接触后,母锯会沿着子锯开的槽进行切割,在切割过程中,喷头会向上喷水,向上喷出的冷却液会与母锯和子锯接触,然后残留在集水槽与蓄水槽内,能够对母锯与子锯进行冷却降温,部分冷却液会在子锯对pp厚板进行切割时残留在子锯开的槽内,然后通过母锯进行切割,母锯的切割锯齿能够将槽内的冷却液吸附,能够对母锯的锯齿进行降温。
6、优选的,所述传动机构包括安装板、伺服电机、主转轴、主外齿环、齿条带、次外齿环与次转轴,所述安装板安装于工作台顶端,所述伺服电机安装于安装板一端,所述主转轴安装于伺服电机一端,所述母锯安装于主转轴一端,所述主外齿环偏心安装于主转轴外壁,所述齿条带啮合于主外齿环外壁,所述次外齿环啮合于齿条带内壁,所述安装板一侧开设有弧形槽,所述次转轴一端安装于弧形槽内壁,所述子锯安装于次转轴一端,所述母锯与子锯由一个伺服电机驱动,所述主外齿环的直径大于次外齿环的直径,所述主外齿环靠近主转轴轴心一端为近端,所述主外齿环远离主转轴轴心一端为远端,所述主外齿环在近端与远端之间转换时通过次转轴带动子锯往复运动。
7、可选的,控制母锯与子锯转动可以分别采用一个伺服电机进行驱动,也可以采用一个伺服电机同时驱动母锯与子锯,在使用过程中,虽然分别采用一个伺服电机对母锯与子锯进行驱动能够提高pp厚板切割的效率,同时能够提高切割的灵活性与适应性,但是母锯与子锯在同步运动的应用中,分别采用一个伺服电机进行驱动,如果想要保证母锯与子锯保持同步运行,需要更复杂的同步控制系统,同时会增加装置的制造成本,而采用一个伺服电机同时驱动母锯与子锯,可以更容易实现它们的协同运动,这有助于确保母锯与子锯之间的同步性,避免母锯与子锯之间的不同步导致切割质量问题,故不采用母锯与子锯分别由一个驱动电机进行驱动的方式。
8、在上述方案中,伺服电机带动主转轴转动,通过主转轴的转动能够带动母锯转动,同时能够带动主外齿环转动,从而能够带动齿条带转动,齿条带在转动的过程中,能够带动次外齿环转动,次外齿环在转动的过程中,能够带动次转轴转动,次转轴在转动的过程中能够带动子锯转动,转动的子锯能够对pp厚板进行预切割,实现对pp厚板底端的开槽,然后通过转动的母锯对pp厚板进行切割,主外齿环在转动时,由于主外齿环为偏心设置,主外齿环在转动的过程中,通过齿条带能够对次转轴进行拉动,从而能够对子锯的高度进行调节,从而能够实现的pp厚板底端的波浪形切割开槽。
9、优选的,所述延时机构包括切割锯齿、圆槽、凸台、流道、排水槽、面槽与背槽,所述切割锯齿周向安装于母锯外壁,所述圆槽开设于母锯两侧,所述凸台安装于圆槽内壁,所述流道开设于凸台内部,所述排水槽开设于母锯内部,所述面槽开设于切割锯齿的正面,所述背槽开设于切割锯齿的背面,所述圆槽开口端设置有弧形部,所述凸台设置为水滴状,所述凸台的尖端位于顺时针方向相邻凸台尾端的上方,所述面槽与背槽相向且错位设置。
10、优选的,每个所述排水槽均与圆槽连通设置,所述排水槽的开口端延伸至开设有集水槽的切割锯齿背面,所述凸台、排水槽与集水槽均以主转轴为中心周向设置有六个且对应设置,所述排水槽的厚度与集水槽的宽度保持一致。
11、优选的,所述面槽靠近切割锯齿齿根,所述背槽靠近切割锯齿齿尖,相邻两个所述集水槽以开设面槽与背槽的两个切割锯齿为中心对称设置。
12、可选的,想要延长冷却液与母锯的接触时间,可以采用持续对母锯喷水的方式,也可以采用对母锯表面开槽,延长冷却液在母锯上的流通时间的方式,如果持续对母锯进行喷水,实现对母锯的冷却降温,不仅会造成水资源的浪费,即使可以将冷却液进行回收利用,但是冷却液内会残留有各种杂质,这些杂质容易会对母锯与子锯造成损伤,同时也会造成水资源的浪费,而采用对母锯进行特殊设置,从而延长冷却液在母锯上的流通时间的方式能够避免冷却水持续的喷射,能够节省水资源,故不采用持续对母锯进行喷水冷却的方式。
13、在上述方案中,母锯转动会带动切割锯齿转动,切割锯齿在转动时,会带动设置在圆槽内的凸台与排水槽转动,同时能够带动开设在切割锯齿上的面槽与背槽转动,向上喷射的冷却水会进入背槽,在母锯旋转的过程中,储存有冷却水的背槽会向下转移,当背槽旋转到一定位置后,背槽内的冷却水会向下滴落,然后由于背槽与面槽错位设置,滴落的冷却水会进入背槽,旋转的母锯会带动背槽内的冷却水旋转,母锯在继续转动的过程,储存有冷却水的面槽会向上转移,当面槽旋转到一定位置后,面槽内的冷却水会向下滴落在背槽内,然后带有冷却水的切割锯齿对pp厚板进行切割,能够提高切割效率,同时能够提高切割锯齿的冷却效率。
14、优选的,所述子锯外壁分别安装有副锯齿与主锯齿,所述副锯齿以主锯齿为中心对称设置有两个,所述副锯齿的宽度是主锯齿宽度的四分之一,所述副锯齿的高度是主锯齿高度的二分之一。
15、优选的,所述主锯齿与两个副锯齿之间设置有间隔槽,所述间隔槽底端与副锯齿、主锯齿的齿根平齐设置。
16、优选的,所述蓄水槽均匀开设有多个,每个所述蓄水槽的宽度为0.1mm,所述集水槽的宽度与两个蓄水槽之间的最小间距保持一致,所述蓄水槽的宽度与两个集水槽之间的最小间距保持一致。
17、优选的,所述母锯的厚度大于子锯厚度1-1.5mm,所述母锯的纵向中轴线与子锯的纵向中轴线处于同一平面。
18、可选的,想要对pp厚板进行预切割,可以直接用子锯对pp厚板底端进行单次切割,也可以对pp厚板底端进行多重预切割,虽然通过子锯对pp厚板底端进行单次切割,产生的切割槽也能对母锯的切割起到一定的积极作用,但是此时pp厚板的切割槽是干燥的,如果直接用母锯沿着切割槽进行切割,容易导致切割效果不佳,也会加剧母锯与子锯的升温,就会对母锯与子锯产生一定的影响,而对pp厚板底端进行多重切割的话,就会将蓄水槽内的冷却水输送到切割槽内,母锯在切割时,就会将切割槽内的冷却水吸附,能够对母锯进行降温,而带动冷却水输送的子锯也会在一定程度上降温冷却,故不采用子锯对pp厚板底端单次切割开槽。
19、在上述方案中,子锯在对pp厚板底端进行切割时,主锯齿会对pp厚板底端进行预切割开槽,从而方便母锯的切割锯齿对pp厚板进行切割,而副锯齿则会对主锯齿两端区域进行开槽,方便将蓄水槽内的冷却水转移到pp厚板底端,当母锯的切割锯齿对副锯齿开的槽进行切割时,能够将槽内的冷却水吸附走。
20、优选的,所述工作台内部开设有用于安装母锯与子锯的安装槽,所述安装槽内壁安装有隔板,所述隔板的横截面为倒三角设置,所述隔板两端分别设置为e面与f面,所述e面顶端设置为向上倾斜的斜面,所述f面顶端设置为向下开口的弧面。
21、可选的,想要将喷头喷出的冷却水喷洒向切割锯齿、主锯齿与副锯齿上,可以采用直接向母锯和子锯喷洒的方式,也可以采用一个隔板将水流分割,将冷却液引导向切割锯齿、主锯齿与副锯齿,如果直接对母锯与子锯进行喷洒,容易会导致冷却液的浪费,同时容易导致冷却液溅射到任意位置,存在一定的风险性,而采用隔板将冷却液进行分割,然后加以引导喷洒,能够准确的将冷却液喷向切割锯齿、主锯齿与副锯齿,能够避免冷却液的浪费,同时也能避免冷却液的溅射,故不采用喷头直接对母锯与子锯喷洒冷却液的方式。
22、在上述方案中,喷头向上喷水,向上喷射的冷却液也隔板接触后,隔板会将冷却液分割,一侧的冷却液顺着e面上升,然后到顶端的斜面,冷却液顺着斜面向上喷洒,能够输送到两个相邻的切割锯齿之间,而另一侧的冷却液顺着f面上升到顶端后,会沿着弧面向下洒落,然后落在主锯齿与副锯齿上,同时还会落在蓄水槽内。
23、与现有技术相比,本发明的有益效果为:
24、1、子锯在对pp厚板底端进行切割时,副锯齿会将pp厚板底端切割出垛口状的沟槽,在切割时,沟槽将蓄水槽的冷却液储存,然后通过切割锯齿对沟槽进行切割,能够将冷却液吸附在切割锯齿上,不仅能够提高pp厚板的湿度,能够在一定程度上降低pp厚板在切割时的静电,同时能够对母锯与子锯切割时产生的高温进行冷却,能够对母锯、子锯与pp厚板的切割位置进行降温,能够防止pp厚板在切割时发生熔融,避免了熔融后pp厚板粘附在母锯与子锯上,能够在一定程度上提高pp厚板的切割效果。
25、2、通过隔板将向上喷洒的冷却液进行分割,然后通过斜面与弧面将上升的冷却液喷洒向母锯与子锯,母锯的集水槽、面槽与背槽能够对冷却液进行储存,子锯的蓄水槽、主锯齿与副锯齿的弧面也会对冷却液进行储存,然后在旋转过程中,储存的冷却液能够对母锯与子锯进行冷却降温,能够在一定程度上保证母锯与子锯始终以相对交底的温度对pp厚板进行切割,能够在一定程度上提高pp厚板的切割效果。
26、3、冷却液在跟随母锯旋转时,冷却液会通过排水槽进入圆槽内,圆槽内的冷却液会通过凸台进行螺旋转动,同时能够产生螺旋的气流,冷却与气流相互配合,能够延长圆槽内冷却水与母锯的接触时间,同时能够将圆槽内的冷却液与空气吹向pp厚板的切割面,能够降低pp厚板切割面的温度,能够避免pp厚板的切割面发生熔融,能够提高pp厚板的切割效果。
- 还没有人留言评论。精彩留言会获得点赞!