PE/PET复合超短无卷曲纤维原丝生产方法及装置与流程
pe/pet复合超短无卷曲纤维原丝生产方法及装置
技术领域
1.本发明涉及无纺用复合纤维技术领域,具体是涉及一种pe/pet复合超短无卷曲纤维原丝生产方法及装置。
背景技术:
2.随着经济的发展,人民生活品质逐年提高。同时,消费需求也在发生变化,对卫生巾、纸尿裤等产品的多功能、高品质诉求逐年增加,如产品的干爽、透气性、柔软不刺激等,这对产品原材料性能和质量也提出了更高要求。功能性、适应性更强的pe/pet纤维是制造高端卫生巾、纸尿裤的理想材料,符合消费高端化的发展趋势,具有很好的发展前景。
3.从目前的市场情况看,国内80%的pe/pet纤维产品都属于中、低档产品。高附加值的高档产品基本都被国外厂商垄断。主要的原因是国内pe/pet纤维行业人才聚集度不够,做pe/pet纤维基础研究的很少。同时,国内生产线装备水平普遍不高,纤维品质不能满足高端市场需求。pe/pet复合超短无卷曲纤维正是适应国内高端市场需要,而进行研究开发的新的品种。
技术实现要素:
4.有鉴于此,本发明目的是针对上述问题,提供一种pe/pet复合超短无卷曲纤维原丝生产方法及装置,提升pe/pet纤维生产品质,使产品能满足高端市场需求。
5.本发明是通过以下技术方案实现的:pe/pet复合超短无卷曲纤维原丝生产方法,其特征在于,包括如下步骤:步骤s1、原料准备,原材料由a和b两种组份构成:按质量份数计,a组份包括:分子量调节剂5~10%,hdpe 90~95%。
6.按质量份数计,b组份包括:pet 100%。
7.步骤s2、制备a组份:步骤s2.1、将分子量调节剂与第一部分hdpe用失重计量秤混合均匀。
8.步骤s2.2、将步骤s2.1中得到的混合物,通过双螺杆混炼机,在240℃的条件下,进行混炼造粒,在造粒过程中,按0.5%的比例添加抗氧剂进行保护。
9.步骤s2.3、将步骤2.2中生成的塑料颗粒,用失重计量秤精确计量,与剩余部分hdpe进行混合,并搅拌均匀,得到a组份。
10.步骤s3、制备b组份:步骤3.1、将pet湿切片,通过在160℃热空气中,停留时间2min,进行预结晶,脱除表面含水。
11.步骤3.2、将步骤3.1得到的预结晶pet切片,通过140℃的热空气,停留时间6h,进行干燥,脱除切片结晶含水,确保含水率30ppm以下。
12.步骤s4、混合a、b两种组份,通过熔融纺丝,制得成品。
13.按照质量份数计,a组份:b组份=7:3的比例,分别进入a、b单螺杆挤出机,分别以
240℃和290℃的温度加热熔融后,经过熔体过滤器杂质过滤,送入纺丝箱体。在复合纺丝组件内,a、b两种熔体进行汇合后,从同一个喷丝孔内喷出纺丝,制得皮芯型结构的pe/pet复合超短无卷曲纤维原丝。
14.进一步地,所述第一部分hdpe与剩余部分hdpe的质量比为1:1~1:5。
15.进一步地,所述分子量调节剂选自2,5
‑
二甲基
‑
2,5
‑
双(叔丁基过氧)己烷或者3,6,9
‑
三乙基
‑
3,6,9
‑
三甲基
‑
1,4,7三过氧壬烷其中的一种。
16.pe/pet复合超短无卷曲纤维原丝生产装置,包括工作台和工作台上固定安装的纺丝箱;其特征在于:所述的纺丝箱为熔融纺丝箱,纺丝箱上部两侧分别设置进料口,纺丝箱的两个进料口分别与第一单螺杆挤出机、第二单螺杆挤出机的出料口对接;所述第一单螺杆挤出机上方自上而下依次设置第一失重计量秤、双螺杆混炼机和第二失重计量秤;所述第二单螺杆挤出机上方自上而下依次设置第一pet切片机、第一干燥脱水机、第二pet切片机、第二干燥脱水机;所述第一失重计量秤的出料管延伸至双螺杆混炼机的进料斗内;所述双螺杆混炼机的出料管延伸至第二失重计量秤的进料斗内;所述第二失重计量秤的出料管延伸至第一单螺杆挤出机的进料口内;所述第一pet切片机的出料口延伸入第一干燥脱水机的进料斗内,第一干燥脱水机的出料口延伸入第二pet切片机的进料斗内,第二pet切片机的出料口延伸入第二干燥脱水机的进料斗内,第二干燥脱水机的出料口延伸至第二单螺杆挤出机的进料口内。
17.进一步地,所述的纺丝箱将第一单螺杆挤出机、第二单螺杆挤出机的送入熔体材料进行复合纺丝,并从同一个喷丝孔喷出纺丝。
18.进一步地,所述的第一单螺杆挤出机、第二单螺杆挤出机具有加热熔融功能,且内设熔体杂质过滤器。
19.进一步地,所述的双螺杆混炼机为具有造粒功能的混炼机。
20.本发明的有益效果是,本发明添加分子量调节剂后的pe/pet复合超短无卷曲纤维的皮层熔点会有所降低,增加了无纺布的粘接强度,减少了纤维的掺入比例,降低了下游生产成本。
附图说明
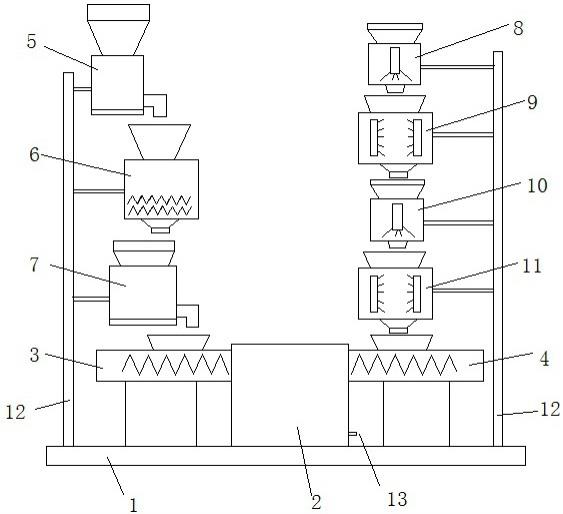
21.图1为本发明pe/pet复合超短无卷曲纤维原丝生产装置的结构示意图。
22.在图中,1、工作台,2、纺丝箱,3、第一单螺杆挤出机,4、第二单螺杆挤出机,5、第一失重计量秤,6、双螺杆混炼机,7、第二失重计量秤,8、第一pet切片机,9、第一干燥脱水机,10、第二pet切片机,11、第二干燥脱水机,12、安装架,13、喷丝孔。
具体实施方式
23.下面结合具体实例及附图来进一步阐述本发明。
24.实施例1:pe/pet复合超短无卷曲纤维原丝生产方法,包括如下步骤:步骤s1、原料准备,原材料由a和b两种组份构成:按质量份数计,a组份包括:分子量调节剂5%,hdpe 95%。选择2,5
‑
二甲基
‑
2,5
‑
双(叔丁基过氧)己烷作为分子量调节剂。
25.按质量份数计,b组份包括:pet 100%。
26.步骤s2、制备a组份:步骤s2.1、将分子量调节剂与原料中hdpe的二分之一(质量比)用失重计量秤混合均匀。
27.步骤s2.2、将步骤s2.1中得到的混合物,通过双螺杆混炼机,在240℃的条件下,进行混炼造粒,在造粒过程中,按0.5%的比例添加抗氧剂进行保护。
28.步骤s2.3、将步骤2.2中生成的塑料颗粒,用失重计量秤精确计量,与剩余的hdpe进行混合,并搅拌均匀,得到a组份。
29.步骤s3、制备b组份:步骤3.1、将pet湿切片,通过在160℃热空气中,停留时间2min,进行预结晶,脱除表面含水。
30.步骤3.2、将步骤3.1得到的预结晶pet切片,通过140℃的热空气,停留时间6h,进行干燥,脱除切片结晶含水,确保含水率30ppm以下。
31.步骤s4、混合a、b两种组份,通过熔融纺丝,制得成品。
32.按照质量份数计,a组份:b组份=7:3的比例,分别进入a、b单螺杆挤出机,分别以240℃和290℃的温度加热熔融后,经过熔体过滤器杂质过滤,送入纺丝箱体。在复合纺丝组件内,a、b两种熔体进行汇合后,从同一个喷丝孔内喷出纺丝,制得皮芯型结构的pe/pet复合超短无卷曲纤维原丝。
33.如图1所示,用于上述pe/pet复合超短无卷曲纤维原丝生产的装置,包括工作台1和工作台1上固定安装的纺丝箱2,纺丝箱2两侧的工作台1上立有安装架10;所述的纺丝箱2为熔融纺丝箱2,纺丝箱2上部两侧分别设置进料口,纺丝箱2的两个进料口分别与第一单螺杆挤出机3、第二单螺杆挤出机4的出料口对接;所述第一单螺杆挤出机3上方自上而下依次设置第一失重计量秤5、双螺杆混炼机6和第二失重计量秤7,第一失重计量秤5、双螺杆混炼机6和第二失重计量秤7分别装于安装架12上;所述第二单螺杆挤出机4上方自上而下依次设置第一pet切片机8、第一干燥脱水机9、第二pet切片机10、第二干燥脱水机11,第一pet切片机8、第一干燥脱水机9、第二pet切片机10、第二干燥脱水机11分别装于安装架12上;所述第一失重计量秤5的出料管延伸至双螺杆混炼机6的进料斗内;所述双螺杆混炼机6的出料管延伸至第二失重计量秤7的进料斗内;所述第二失重计量秤7的出料管延伸至第一单螺杆挤出机3的进料口内;所述第一pet切片机8的出料口延伸入第一干燥脱水机9的进料斗内,第一干燥脱水机9的出料口延伸入第二pet切片机10的进料斗内,第二pet切片机10的出料口延伸入第二干燥脱水机11的进料斗内,第二干燥脱水机11的出料口延伸至第二单螺杆挤出机4的进料口内。
34.所述的纺丝箱2将第一单螺杆挤出机3、第二单螺杆挤出机4的送入熔体材料进行复合纺丝,并从同一个喷丝孔13喷出纺丝。
35.所述的第一单螺杆挤出机3、第二单螺杆挤出机4具有加热熔融功能,且内设熔体杂质过滤器。
36.实施例2:另一种pe/pet复合超短无卷曲纤维原丝生产方法,包括如下步骤:步骤s1、原料准备,原材料由a和b两种组份构成:
按质量份数计,a组份包括:分子量调节剂5~10%,hdpe 90~95%。选择3,6,9
‑
三乙基
‑
3,6,9
‑
三甲基
‑
1,4,7三过氧壬烷作为分子量调节剂。
37.按质量份数计,b组份包括:pet 100%。
38.步骤s2、制备a组份:步骤s2.1、将分子量调节剂与原料中hdpe的六分之一的用失重计量秤混合均匀。
39.其它步骤与实施例1相同。
40.以上实施例仅为本发明较优的实施方式,仅用于解释本发明,而非限制本发明,本领域技术人员在未脱离本发明精神实质与原理下所作的任何改变、替换、组合、简化、修饰等,均应为等效的置换方式,均应包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1