PE/PET复合超短无卷曲纤维后处理生产方法及装置与流程
pe/pet复合超短无卷曲纤维后处理生产方法及装置
技术领域
1.本发明涉及无纺用复合纤维技术领域,具体是涉及一种pe/pet复合超短无卷曲纤维后处理生产方法及装置。
背景技术:
2.pe/pet复合纤维市场前景广阔。pe/pet纤维属于我国纺织工业重点发展品种,pe/pet纤维突出的优点和品质已逐步被人们所认识,其应用领域和市场发展前景是不可估量的。2017年pe/pet纤维全球产量188万吨,2018、2019产量分别为208万吨、230万吨,预计2020、2021年产量要达到255万吨和281万吨。从pe/pet产量增长来看,pe/pet纤维作为一个差别化纤维品种,每年的市场增长率均在10%以上,pe/pet纤维行业方兴未艾,发展前景广阔。
3.随着经济的发展,人民生活品质逐年提高。同时,消费需求也在发生变化,对卫生巾、纸尿裤等产品的多功能、高品质诉求逐年增加,如产品的干爽、透气性、柔软不刺激等,这对产品原材料性能和质量也提出了更高要求。功能性、适应性更强的pe/pet纤维是制造高端卫生巾、纸尿裤的理想材料,符合消费高端化的发展趋势,具有很好的发展前景。
4.从目前的市场情况看,国内80%的pe/pet纤维产品都属于中、低档产品。高附加值的高档产品基本都被国外厂商垄断。主要的原因是国内pe/pet纤维行业人才聚集度不够,做pe/pet纤维基础研究的很少。同时,国内生产线装备水平普遍不高,纤维品质不能满足高端市场需求。pe/pet复合超短无卷曲纤维正是适应国内高端市场需要,而进行研究开发的新的品种。
技术实现要素:
5.有鉴于此,本发明目的是针对上述问题,提供一种pe/pet复合超短无卷曲纤维后处理生产方法及装置,提升pe/pet纤维生产品质,使产品能满足高端市场需求。
6.本发明是通过以下技术方案实现的:pe/pet复合超短无卷曲纤维后处理生产方法,其特征在于,其处理包括如下步骤:步骤s1、前纺原丝集束、浸浴。
7.步骤s1.1、将前纺原丝按照一定的集束总旦数进行集束,控制好每条丝束的张力基本一致。
8.步骤s1.2、将步骤s1.1集束后的总丝束分成均匀的三片,通过75℃的热水的浸浴槽浸渍,促使原丝分子链松弛,消除原丝生产过程中产生的内应力。
9.步骤s2、丝束初步拉伸。
10.步骤s2.1、将步骤s1.2浸浴后的丝束在80℃的热水的水浴槽中进行初步热拉伸,拉伸倍数3.2。
11.步骤s3、丝束二次拉伸。
12.步骤3.1、将步骤s2.1初步热拉伸后的丝束,通过110℃的喷射蒸汽,在牵伸箱中进
行二次拉伸,拉伸倍数1.05。
13.步骤s4、丝束卷曲。
14.步骤s4.1、将步骤s3.1二次拉伸后的丝束,经过初次上油、叠丝等工序后,送入卷曲机,卷曲机主压0.1mpa,背压0mpa,卷曲箱高度20cm。
15.步骤s5、丝束铺丝。
16.步骤s5.1、将步骤s4.1制得的无卷曲丝束均匀地输送到定型机入口,确保铺丝均匀,铺丝速度140m/min。
17.步骤s6、丝束松弛定型。
18.步骤s6.1将步骤s5.1送到定型机入口的丝束,在丝束松弛状态下,通过干燥、定型等工序,对丝束进行热处理。消除丝束内应力,使丝束热收缩率控制在1%以内。定型速度2m/min,定型温度90℃。
19.步骤s7、丝束切断、打包。
20.步骤s7.1、将步骤s6.1干燥定型后的丝束送入切断机进行切断,通过切断丝束张力调整和抱合力调整装置的控制,保证丝束的切断长度,制得3
‑
6mm长度的复合超短无卷曲纤维。
21.步骤s7.2、将步骤s7.1切断后的纤维送入打包机,进行精确计量、称重后打包。
22.进一步地,所述步骤s1.2中浸浴槽的长度为6m。
23.进一步地,所述步骤s2.1中水浴槽的长度为4m。
24.进一步地,所述步骤3.1中牵伸箱的长度为4m。
25.进一步地,所述步骤s7.1中需保证倍长纤维为0。
26.一种pe/pet复合超短无卷曲纤维后处理装置,包括工作台,所述工作台从左到右依次设置集束架、浸浴槽、水浴槽、蒸气牵伸箱、上油机、叠丝机、卷曲机、干燥定型机、切断机和打包机;所述水浴槽内设置有水浴牵伸机;所述蒸气牵伸箱内左侧丝束入口处上方设置有蒸气喷射器,右侧设置有蒸气拉伸机;丝束在集束架完成集束后从浸浴槽左侧的入口进入浸浴槽,浸浴槽右侧的出口与水浴槽左侧的丝束入口相对,水浴槽右侧的丝束出口与蒸气牵伸箱左侧的入口相对;丝束从蒸气牵伸箱的出口输出至上油机,再依次通过叠丝机、卷曲机、干燥定型机,最后经过切断机后到达打包机。
27.进一步地,所述浸浴槽内设置恒温装置,并使热水温度稳定在75℃;所述水浴槽内也设置恒温装置,并使热水温度稳定在80℃。
28.进一步地,所述蒸气喷射器为喷射蒸气温度稳定在110℃的蒸气喷射器。
29.进一步地,所述干燥定型机的定型温度可控制在90℃。
30.进一步地,所述切断机的切断精度达到3
‑
6mm。
31.本发明的有益效果是,本发明通过特定的浸浴、牵伸、卷曲、定型、切断等后处理方法,制得的pe/pet复合超短无卷曲纤维的皮层熔点会有所降低,增加了无纺布的粘接强度,减少了纤维的掺入比例,降低了下游生产成本。
附图说明
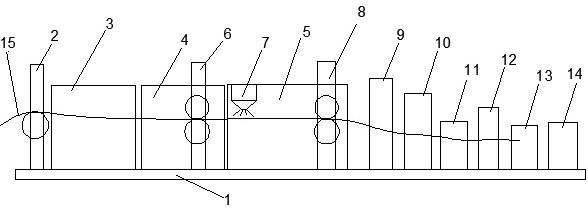
32.图1为本发明pe/pet复合超短无卷曲纤维后处理装置的结构示意图。
33.在图中,1、工作台,2、集束架,3、浸浴槽,4、水浴槽,5、蒸气牵伸箱,6、水浴牵伸机,
7、蒸气喷射器,8、蒸气拉伸机,9、上油机,10、叠丝机,11、卷曲机,12、干燥定型机,13、切断机,14、打包机,15、丝束。
具体实施方式
34.下面结合具体实例及附图来进一步阐述本发明。
35.一种pe/pet复合超短无卷曲纤维后处理生产方法,其后处理方法的步骤如下:步骤s1、前纺原丝集束、浸浴。
36.步骤s1.1、将前纺原丝按照一定的集束总旦数进行集束,控制好每条丝束的张力基本一致。
37.步骤s1.2、将步骤s1.1集束后的总丝束分成均匀的三片,通过75℃的热水,长度6m的浸浴槽浸渍,促使原丝分子链松弛,消除原丝生产过程中产生的内应力。
38.步骤s2、丝束初步拉伸。
39.步骤s2.1、将步骤s1.2浸浴后的丝束在80℃的热水中,长度4m的水浴槽中进行初步热拉伸,拉伸倍数3.2。
40.步骤s3、丝束二次拉伸。
41.步骤3.1、将步骤s2.1初步热拉伸后的丝束,通过110℃的喷射蒸汽,长度4m的牵伸箱中进行二次拉伸,拉伸倍数1.05。
42.步骤s4、丝束卷曲。
43.步骤s4.1、将步骤s3.1二次拉伸后的丝束,经过初次上油、叠丝等工序后,送入卷曲机。卷曲机主压0.1mpa,背压0mpa,卷曲箱高度20cm。
44.步骤s5、丝束铺丝。
45.步骤s5.1、将步骤s4.1制得的无卷曲丝束均匀地输送到定型机入口,确保铺丝均匀。铺丝速度140m/min。
46.步骤s6、丝束松弛定型。
47.步骤s6.1将步骤s5.1送到定型机入口的丝束,在丝束松弛状态下,通过干燥、定型等工序,对丝束进行热处理。消除丝束内应力,使丝束热收缩率控制在1%以内。定型速度2m/min,定型温度90℃。
48.步骤s7、丝束切断、打包。
49.步骤s7.1、将步骤s6.1干燥定型后的丝束送入切断机进行切断,通过切断丝束张力调整和抱合力调整装置的控制,保证丝束的切断长度,同时保证倍长纤维为0。比如设置切断长度是3mm,可制得3mm长度的复合超短无卷曲纤维。
50.步骤s7.2、将步骤s7.1切断后的纤维送入打包机,进行精确计量、称重后打包。
51.如图1所示,一种pe/pet复合超短无卷曲纤维后处理装置,包括工作台1,所述工作台1从左到右依次设置集束架2、浸浴槽3、水浴槽4、蒸气牵伸箱5、上油机9、叠丝机10、卷曲机11、干燥定型机12、切断机13和打包机14;所述水浴槽4内设置有水浴牵伸机6;所述蒸气牵伸箱5内左侧丝束15入口处上方设置有蒸气喷射器7,右侧设置有蒸气拉伸机8;丝束15在集束架2完成集束后从浸浴槽3左侧的入口进入浸浴槽3,浸浴槽3右侧的出口与水浴槽4左侧的丝束15入口相对,水浴槽4右侧的丝束15出口与蒸气牵伸箱5左侧的入口相对;丝束15从蒸气牵伸箱5的出口输出至上油机9,再依次通过叠丝机10、卷曲机11、干燥定型机12,最
后经过切断机13后到达打包机14。所述浸浴槽3内设置恒温装置,并使热水温度稳定在75℃;所述水浴槽4内也设置恒温装置,并使热水温度稳定在80℃;所述蒸气喷射器7为喷射蒸气温度稳定在110℃的蒸气喷射器;所述干燥定型机12的定型稳定可控制在90℃;所述切断机13的切断精度达到3
‑
6mm。
52.以上实施例仅为本发明较优的实施方式,仅用于解释本发明,而非限制本发明,本领域技术人员在未脱离本发明精神实质与原理下所作的任何改变、替换、组合、简化、修饰等,均应为等效的置换方式,均应包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1