一种纸盒的成型工艺的制作方法
1.本发明涉及纸盒成型领域,尤其涉及一种能够精准定位的纸盒的成型工艺。
背景技术:
2.纸盒成型,在包装机械行业中,成型机系列产品主要有:纸箱成型机和纸盒的成型工艺,其中纸盒的成型工艺是制作纸盒时不可或缺的设备,目前市场上主要有含热熔胶机纸盒的成型工艺,和无热熔胶机纸盒的成型工艺两种。含热熔胶机纸盒的成型工艺是制作高档精品天地盖纸盒的最佳设备。采用plc可编程序控制器、光电跟踪系统、液压气动系统、触摸屏人机界面,实施自动送面纸、面纸上胶、纸板自动输送、纸板成型贴四角、定位贴合、纸盒成型动作一次性完成,整机生产全自动联机动作,生产效率与传统工艺制作相比提高了三十多倍。
3.现有的纸盒成型的自动化程度低,而且需要很多个动力源带动,或者是说每一个工序都需要很多动力源,成本高。
技术实现要素:
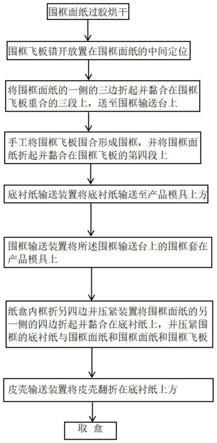
4.基于现有技术的不足,本发明创造的目的在于提供一种纸盒的成型工艺,其包括以下步骤:第一步:围框面纸上料过胶装置将围框面纸过胶,过胶之后经过烘干装置烘干再传送至围框灰板上料定位装置;第二步:围框灰板上料定位装置将围框飞板错开放置在围框面纸的中间,围框飞板上设有折痕,折痕将围框飞板分为四段,围框飞板只有三段放置围框面纸上,放置好后然后进行定位;第三步:围框面纸和围框飞板来到纸盒内框折三边装置,完成将围框面纸的一侧的三边折起并黏合在围框飞板重合的三段上,送至围框输送台上;第四步:在所述围框输送台上,手工将围框飞板围合形成围框,并将围框面纸折起并黏合在围框飞板的第四段上;第五步:底衬纸输送装置将底衬纸输送至产品模具上方;第六步:围框输送装置将所述围框输送台上的围框套在产品模具上;第七步:纸盒内框折另四边并压紧装置将围框面纸的另一侧的四边折起并黏合在底衬纸上,并压紧围框的底衬纸与围框面纸和围框面纸和围框飞板;第八步:皮壳印胶装置将皮壳一面印胶烘干后并通过皮壳输送装置将皮壳翻折在底衬纸上方;第九步:取盒装置将成型好的纸盒从模具上取下来,完成一个皮壳的生产过程。
5.作为本发明纸盒的成型工艺的改进,本发明纸盒的成型工艺的所述纸盒内框折三边装置包括折边机构、三轴机械手和输送机构,所述三轴机械手位于所述折边机构和所述输送机构的上方,所述折边机构位于所述输送机构的一侧,所述三轴机械手包括前后移动
导轨、前后传动马达、前后归零电眼、前后移动电眼、左右移动马达、左右移动电眼、左右移动微调平台、左右归零电眼、左右移动感应片、左右移动导轨、旋转微调平台、旋转归零电眼、旋转感应片、旋转马达、旋转移动电眼、旋转导向块、旋转固定连接件、吸嘴、吸嘴固定架、一个或一个以上连接块、气缸,所述前后归零电眼位于所述前后移动导轨的两端,所述吸嘴位于所述吸嘴固定架上,所述连接块连接所述吸嘴固定架和所述气缸,所述前后移动电眼位于所述吸嘴固定架上,所述左右移动马达通过连接块与所述气缸连接,所述左右移动微调平台、所述左右归零电眼、所述左右移动感应片位于所述左右移动导轨上,所述左右移动马达通过所述连接块与所述旋转固定连接件连接,所述左右移动电眼位于所述旋转移动电眼的一侧,所述折边机构包括折边刀、连接块、折边气缸、折边导轨、限位结构、折边吸风皮带、吸风风箱、定位挡条、上下导轨和定位气缸,所述折边刀通过所述连接块与所述折边气缸连接沿所述折边导轨滑动,所述折边气缸带动所述折边刀移动,所述限位结构与所述折边导轨连接,所述折边刀的边缘为倾斜状,所述定位挡条的一侧靠近所述折边吸风皮带的一侧,所述上下导轨位于所述折边吸风皮带和所述定位挡条之间,所述定位气缸带动所述定位挡条沿所述上下导轨上下移动,所述折边刀位于所述定位挡条的另一侧,所述吸风风箱位于所述折边吸风皮带下方,所述输送机构包括输送吸风皮带、传动马达、风箱,所述输送吸风皮带靠近所述折边吸风皮带的另一侧。
6.作为本发明纸盒的成型工艺的改进,本发明纸盒的成型工艺的所述底衬纸输送装置包括上料结构和定位结构和传送结构,所述传送结构位于所述上料结构和所述定位结构的上方,所述上料结构和所述定位结构连接,所述上料结构包括升降马达、导杆和上料工位,所述升降马达带动所述上料工位沿所述导杆上下升降,所述上料工位包括托板、固定板、上限感应器、下限感应器、毛刷风嘴和分纸片,所述固定板位于所述托板上,所述下限感应器位于所述固定板的下端,所述上限感应器和所述毛刷风嘴位于所述固定板的上端,所述分纸片位于所述毛刷风嘴旁,所述定位结构包括定位固定挡条、定位底板、左右定位板、左右定位气缸、前后定位板和前后定位气缸,所述固定挡条、所述左右定位板、所述前后定位板和定位底板组成可活动的定位结构,所述传送结构包括左右移动气缸、左右移动导轨、限位器、连接板、固定板、上下气缸、吸板和吸嘴,所述吸嘴和所述吸板位于所述固定板上,所述固定板与所述上下气缸连接,所述上下气缸通过所述连接板与所述左右移动气缸连接,所述上下气缸带动所述吸板和所述吸嘴上下移动,所述左右移动气缸带动所述吸板和所述吸嘴左右移动,所述限位器位于所述左右移动导轨的两端。
7.作为本发明纸盒的成型工艺的改进,本发明纸盒的成型工艺的所述围框输送装置包括左右移动导轨、缓冲器、左右移动气缸、连接板、上下气缸、夹盒气缸、伸缩顶轴、夹持工位和夹持工位连接板,所述缓冲器位于所述左右移动导轨的两端,所述上下气缸通过所述连接板与左右移动气缸连接,所述夹持工位通过所述夹持工位连接板与所述上下气缸连接,所述夹持工位为四个,所述上下气缸带动四个所述夹持工位上下移动,所述左右移动气缸带动四个所述夹持工位左右移动,四个所述夹持工位分别位于围框的四边,所述伸缩顶轴位于四个所述夹持工位的中心处,所述夹盒气缸带动所述伸缩顶轴上下运动,所述伸缩顶轴从下至上是由细变粗,所述夹持工位包括拉簧、拉簧固定轴、限位块、滑块、导轨、夹块和滑轮,所述夹块呈“7”字型,所述拉簧固定轴位于所述夹块上,所述拉簧的一端与所述拉簧固定轴连接,所述拉簧的另一端与所述夹持工位连接板连接,所述导轨位于所述夹持工
位连接板的下方并连接,所述夹块通过所述滑块与所述导轨连接,所述限位块位于所述导轨的一端,所述滑轮位于所述夹块的一端并与所述伸缩顶轴相接触,所述夹块的另一端与围框相接触。
8.作为本发明纸盒的成型工艺的改进,本发明纸盒的成型工艺的所述纸盒内框折另四边并压紧装置包括上压结构、左右两侧压紧折边结构、前侧压紧折边结构、后侧压紧折边结构、连接板、气缸和上下导轨,所述上压结构、所述左右两侧压紧折边结构和所述后侧压紧折边结构通过所述连接板连接,所述气缸带动所述上压结构、所述左右两侧压紧折边结构和所述后侧压紧折边结构沿所述上下导轨上下移动,所述上压结构包括上下气缸、上压导轨、压板,所述压板与所述上下气缸连接位于所述上下导轨上,所述左右两侧压紧折边结构侧边压紧气缸、上下导轨、伸缩杆、侧边折刀、侧边压板和缓冲器,所述侧边压紧气缸位于所述上下导轨上,所述侧边折刀与所述侧边压板连接,所述侧边压板沿所述上下导轨上下移动,所述压紧气缸通过伸缩杆带动所述侧边压板左右移动,所述前侧压紧折边结构包括前压气缸、前侧压板、前侧折刀,所述前侧折刀与所述前侧压板连接,所述前压气缸带动所述前侧压板移动,所述后侧压紧折边结构包括后压气缸、后侧压板、后侧折刀,所述后侧折刀与所述后侧压板连接,所述后压气缸带动所述后侧压板移动。
9.作为本发明纸盒的成型工艺的改进,本发明纸盒的成型工艺的所述皮壳印胶装置包括上料工位、凸轮机械手、传动结构、输送结构和印胶结构,所述传动结构带动所述凸轮机械手、输送装置和印胶装置,所述上料工位包括上料托板、上料导轨、上料感应器、挡条、马达和调节挡条结构,所述挡条与所述上料托板垂直,所述马达带动所述上料托板沿所述上料导轨上下移动,所述凸轮机械手包括凸轮传动轴、上下轨迹凸轮、上下凸轮轴承、上下固定轴、上下连接块、上下连接连杆、上下导轨、上下连接板、前后轨迹凸轮、前后固定轴、前后凸轮轴承、前后连接板、前后导轨、前后连接板、拉簧、吸嘴、吸嘴固定杆、吸嘴连杆和固定板,所述凸轮传动轴传动带动所述上下轨迹凸轮和所述前后轨迹凸轮,所述上下轨迹凸轮、所述上下凸轮轴承、所述上下连接块、所述上下连接杆和所述上下连接板依次连接带动所述上下连接板在所述上下导轨上上下滑动,所述前后轨迹凸轮、所述前后凸轮轴承、所述前后连接板和所述前后导轨依次连接,所述上下连接板与所述前后导轨连接,所述前后导轨为可活动导轨,所述吸嘴连杆与所述前后导轨连接,所述吸嘴位于所述吸嘴固定杆上,所述吸嘴固定杆与所述吸嘴连杆连接,所述拉簧一端固定在所述固定板上,所述拉簧另一端固定在所述吸嘴连杆上,所述输送结构包括进纸挡块、进纸压轮、吸风输送带、风箱、压轮固定轴,所述进纸挡块和所述进纸压轮位于所述压轮固定轴上并位于所述吸风输送带的上方,所述压轮固定轴为可转动压轮固定轴,所述印胶结构包括印胶滚筒、粘胶滚筒、挡胶块、挡胶板、喷胶结构、胶量感应器、粘胶辊同步带、马达、印胶辊传动齿轮和粘胶辊传动齿轮,所述粘胶滚筒、所述挡胶块和所述挡胶板构成盛胶容器,所述喷胶结构和所述胶量感应器位于所述盛胶容器上方,所述粘胶辊同步带带动所述粘胶滚筒,所述印胶滚筒上设有海绵,所述传动结构包括分割器、分割器马达、转换链轮(5)、传动链轮(5)、转换链轮(4)、转换链轮(3)、转换链轮(1)、凸轮轨迹轮(1)、凸轮轴承(1)、传动链轮(7)、传动齿轮(7)、传动链轮(6)、飞达传动链轮、风阀传动链轮、风阀链轮、转换链轮(4)、传动齿轮(3)、转换齿轮(5)、传动齿轮(5)、传动齿轮(6)、旋转风阀,所述分割器马达带动所述分割器转动,所述分割器带动所述传动链轮(6)、转换链轮(5)和转换链轮(4),所述传动链轮(6)通过皮带与飞达传动
链轮连接带动所述凸轮机械手,所述风阀传动链轮与所述飞达传动链轮同轴,所述风阀传动链轮与所述风阀链轮通过链条连接带动所述旋转风阀,所述转换链轮(5)与所述传动链轮(7)通过链条连接,所述传动链轮(7)、所述传动齿轮(6)和传动链轮(5)同轴,所述传动齿轮(6)与所述印胶辊传动齿轮齿合,所述传动齿轮(6)和所述传动链轮(5)同轴,所述传动链轮(6)与粘胶辊传动齿轮通过链条连接,所述传动齿轮(3)与转换齿轮(5)齿合,所述传动齿轮(5)与转换齿轮(5)同轴,所述传动齿轮(5)与所述传动齿轮(7)连接,所述转换链轮(4)与所述转换链轮(3)通过链条连接,所述转换链轮(3)与所述转换链轮(1)同轴,所述转换链轮(1)与所述链轮2通过链条连接,所述凸轮轨迹轮(1)与所述链轮(2)同轴,所述凸轮轴承(1)与所述凸轮轨迹轮(1)相接触,所述凸轮轴承(1)带动所述压轮固定轴转动。
10.作为本发明纸盒的成型工艺的改进,本发明纸盒的成型工艺的所述皮壳输送装置包括取皮壳机械手和皮壳翻折结构,所述取皮壳机械手包括取料旋转马达、主同步轮、从同步轮、同步带、连接杆、连接块、吸嘴连接板和吸嘴,所述同步带连接所述主同步轮和从同步轮,所述主同步轮与所述取料旋转马达连接,所述连接杆的两端分别位于所述所述主同步轮和所述从同步轮上,所述连接块与所述连接杆连接,所述吸嘴连接板与所述连接块连接,所述吸嘴位于所述吸嘴连接板上,所述皮壳翻折结构包括翻折马达、翻折板、定位条、定位气缸、定位弹片和连接轴,所述连接轴的一端与所述翻折马达连接,所述翻折板的一边与所述连接轴连接,所述定位条位于所述翻折板的边缘,所述定位气缸带动所述定位条,所述定位弹片与所述定位条连接。
11.作为本发明纸盒的成型工艺的改进,本发明纸盒的成型工艺的所述取盒装置包括左右移动气缸、限位器、导轨、连接块、上下移动气缸、吸嘴、吸嘴连接板和托板,所述限位器位于所述导轨的两端,所述连接块连接所述左右移动气缸和所述上下移动气缸,所述吸嘴位于所述吸嘴连接板上,所述吸嘴连接板与所述上下移动气缸连接,所述托板位于所述吸嘴下方。
12.与现有技术相比较,本发明纸盒的成型工艺具有以下有益效果:由于包括所述纸盒内框折三边装置,能够实现围框飞板和围框面纸错开黏合;由于包括所述底衬纸输送装置,能够将底衬纸精准的放置在产品模具上;由于包括所述围框输送装置,将之前围合好的围框套在产品模具上;由于包括所述纸盒内框折另四边并压紧装置,能够将围框面纸的另一侧的四边黏合在底衬纸上并压紧围框以及底衬纸和围框面纸;由于包括所述皮壳印胶装置,实现一个动力源完成多个动作,所述分割器马达所述分割器带动了所述凸轮机械手取皮壳、带动了所述进纸挡块挡纸和所述进纸压轮压纸挡纸和压纸、带动所述印胶滚筒和所述粘胶滚筒转动、带动了所述输送带运动,一个动力源完成多个动作节省动力;由于包括皮壳输送装置,将定位好的皮壳精准翻折盖在产品模具上方,完成一个纸盒的成型过程,整个纸盒的成型工艺自动化程度高,精准度高,生产效率高。
附图说明
13.图1为本发明纸盒的成型工艺优选实施例的所述纸盒的成型工艺的纸盒成型机的结构示意图。
14.图2为本发明纸盒的成型工艺优选实施例的所述纸盒内框折三边装置的结构示意图。
15.图3为本发明纸盒的成型工艺优选实施例的所述折边机构的结构示意图(一)。
16.图4为本发明纸盒的成型工艺优选实施例的所述折边机构的结构示意图(二)。
17.图5为本发明纸盒的成型工艺优选实施例的所述三轴机械手的结构示意图。
18.图6为本发明纸盒的成型工艺优选实施例的所述纸盒内框折三边装置的所述输送机构的结构示意图。
19.图7为本发明纸盒的成型工艺优选实施例的所述底衬纸输送装置的结构示意图。
20.图8为本发明纸盒的成型工艺优选实施例的所述围框输送装置的结构示意图。
21.图9为本发明纸盒的成型工艺优选实施例的所述纸盒内框折另四边并压紧装置的结构示意图。
22.图10为本发明纸盒的成型工艺优选实施例的所述皮壳印胶装置的结构示意图(一)。
23.图11为本发明纸盒的成型工艺优选实施例的所述皮壳印胶装置的结构示意图(二)。
24.图12为本发明纸盒的成型工艺优选实施例的所述凸轮机械手的结构示意图。
25.图13为本发明纸盒的成型工艺优选实施例的所述皮壳输送装置的结构示意图。
26.图14为本发明纸盒的成型工艺优选实施例的所述取盒装置的结构示意图。
27.图15为本发明纸盒的成型工艺优选实施例的所述六工位旋转工作台的结构示意图。
28.图16为本发明纸盒的成型工艺优选实施例的工艺流程图。
具体实施方式
29.本发明纸盒的成型工艺适用于各类盒体的成型。
30.参考图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15和图16,详细描述本发明纸盒的成型工艺的优选实施例及其他实施例。
31.参考图1,在在本实施例中,本发明的纸盒的成型工艺,其包括围框面纸上料过胶装置1、围框灰板上料定位装置2、纸盒内框折三边装置3、围框输送台4、底衬纸输送装置5、围框输送装置6、纸盒内框折另四边并压紧装置7、皮壳印胶装置8、皮壳输送装置9、皮壳压紧装置10、取盒装置11、控制装置11和机座13,所述围框面纸上料过胶装置1、所述围框灰板上料定位装置2、所述纸盒内框折三边装置3、所述围框输送台4、所述底衬纸输送装置5、所述围框输送装置6、所述纸盒内框折另四边并压紧装置7、所述皮壳印胶装置8、所述皮壳输送装置9、所述皮壳压紧装置10、所述取盒装置11与所述控制装置11连接并位于所述机座13上,所述底衬纸输送装置5、所述围框输送装置6、所述纸盒内框折另四边并压紧装置7、所述皮壳输送装置9、所述皮壳压紧装置10和所述取盒装置11依次连接构成六工位旋转工作台14,如图15所示,所述围框面纸上料过胶装置1、所述围框灰板上料定位装置2、所述纸盒内框折三边装置3、所述围框输送台4和所述围框输送装置6依次连接,所述皮壳印胶装置8、所述皮壳输送装置9和所述皮壳压紧装置10依次连接,围框飞板上有三条折痕将围框飞板分为四段,所述围框灰板上料定位装置2将围框飞板错开放置在围框面纸中间并完成定位,围框面纸与围框飞板的三段重合,所述纸盒内框折三边装置3将围框面纸一侧折起黏合在围框飞板重合的三段上,在所述围框输送台4上手工将围框飞板围合形成围框再将围框面纸
一侧的第四边折起黏合在围框飞板上,完成围框面纸的一侧的四边都黏合在围框飞板上,所述底衬纸输送装置5将底衬纸输送至模具上方,所述围框输送装置6经成型好的围框套在模具上,所述纸盒内框折另四边并压紧装置7将围框面纸的另一侧的四边折合并黏合在底衬纸上再压紧围框以及底衬纸和围框面纸,使得底衬纸和围框面纸的另一侧的四边更好的黏合,同时也压紧了围框飞板和围框面纸,所述皮壳印胶装置8完成上料和印胶,并实现一个动力源完成多个动作,所述分割器通过所述分割器马达带动了所述凸轮机械手取皮壳、带动了所述进纸挡块挡纸和所述进纸压轮压纸、带动所述印胶滚筒和粘胶滚筒转动、带动了所述输送带运动,实现了一个动力源完成多个动作节省动力;所述皮壳输送装置9将定位好的皮壳精准翻折盖在产品模具上方,完成一个纸盒的成型过程,所述取盒装置10将产品从产品模具上取下来。
32.在其他实施例中,本发明的纸盒的成型工艺还包括烘干装置15,所述烘干装置15位于所述围框面纸上料过胶装置1和所述围框灰板上料定位装置2之间、所述皮壳印胶装置8和所述皮壳输送装置9之间。
33.在本实施例中,本发明的纸盒的成型工艺的所述纸盒内框折三边装置3包括折边机构3.1、三轴机械手3.2和输送机构3.3,如图2所示,所述三轴机械手3.2位于所述折边机构3.1和所述输送机构3.3的上方,所述折边机构3.1位于所述输送机构3.3的一侧,所述折边机构3.1包括折边刀3.1.1、连接块3.1.2、折边气缸3.1.3、折边导轨3.1.4、限位结构3.1.5、折边吸风皮带3.1.6、吸风风箱3.1.7、定位挡条3.1.8和上下导轨3.1.9,所述折边刀3.1.1通过所述连接块3.1.2与所述折边气缸3.1.3连接沿所述折边导轨3.1.4滑动,所述限位结构3.1.5与所述折边导轨3.1.4连接,防止脱轨,所述折边刀3.1.1位于所述折边吸风皮带3.1.6的上方,所述吸风风箱3.1.7位于所述折边吸风皮带3.1.6下方,所述折边刀3.1.1的边缘为倾斜状,方便折起围框面纸,所述定位挡条3.1.8位于所述折边吸风皮带3.1.6的一侧,所述三轴机械手3.2取来黏住的围框飞板和围框面纸,此时围框面纸在所述折边吸风皮带3.1.6上,围框飞板在所述输送机构3.3上,由于围框飞板和围框面纸是错开放置,围框面纸只与围框飞板的三段重合,所述上下导轨3.1.9位于所述折边吸风皮带3.1.6和所述定位挡条3.1.8之间,所述定位挡条3.1.8沿所述上下导轨3.1.9上下移动,所述定位挡条3.1.8完成给围框面纸定位,所述上下导轨3.1.9向上移动将围框面纸抬起,但是没有将围框飞板抬起,使得所述折边刀3.1.1在围框面纸的下方方便所述折边刀3.1.1折起围框面纸,此时所述折边气缸3.1.3带动所述折边刀3.1.1移动将围框面纸折合在所述围框飞板上,所述折边机构3.1完成将围框面纸折起并黏合在围框飞板重合的三段上,目前围框飞板的第四段还没有和围框面纸黏合,如图3和图4所示,所述输送机构3.3包括输送吸风皮带3.3.1、传动马达3.3.2、风箱3.3.3,所述输送吸风皮带3.3.1靠近所述折边吸风皮带3.1.6的另一侧,所述传动马达3.3.2传动所述吸风皮带3.3.1将折合完三边的围框面纸和围框飞板输送至所述围框输送台上,所述风箱3.3.3将围框面纸和围框飞板吸住,防止围框面纸和围框飞板的位置变化,将如图6所示。
34.参考图5,在在本实施例中,本发明的纸盒的成型工艺的所述三轴机械手3.2包括前后移动导轨3.2.1、前后传动马达3.2.2、前后归零电眼3.2.3、前后移动电眼3.2.4、左右移动马达3.2.5、左右移动电眼3.2.6、左右移动微调平台3.2.7、左右归零电眼3.2.8、左右移动感应片3.2.9、左右移动导轨3.2.10、旋转微调平台3.2.11、旋转归零电眼3.2.12、旋转
感应片3.2.13、旋转马达3.2.14、旋转移动电眼3.2.15、旋转导向块3.2.16、旋转固定连接件3.2.17、吸嘴3.2.18、吸嘴固定架3.2.19、一个或一个以上连接块3.2.20和气缸3.2.21,所述前后归零电眼3.2.3位于所述前后移动导轨3.2.1的两端,所述吸嘴3.2.18位于所述吸嘴固定架上3.2.19,所述连接块3.2.20连接所述吸嘴固定架3.2.19和所述气缸3.2.21,所述前后移动电眼3.2.4位于所述吸嘴固定架3.2.19上,所述左右移动马达3.2.5通过连接块3.2.20与所述气缸3.2.21连接,所述左右移动微调平台3.2.7、所述左右归零电眼3.2.8、所述左右移动感应片3.2.9位于所述左右移动导轨3.2.10上,所述左右移动马达3.2.5通过所述连接块3.2.20与所述旋转固定连接件3.2.17连接,所述左右移动电眼3.2.6位于所述旋转移动电眼3.2.15的一侧,所述三轴机械手3.2前后移动将围框面纸放置在所述折边吸风皮带3.1.6上,所述三轴机械手3.2横向移动将围框面纸正对所述折边刀3.1.1,所述三轴机械手3.2旋转移动将围框面纸的边缘靠近所述定位挡条3.1.8,方便所述折边机构3.1折边。
35.参考图7,在在本实施例中,本发明的纸盒的成型工艺的所述底衬纸输送装置5包括上料结构5.1、定位结构5.2和传送结构5.3,所述传送结构5.3位于所述上料结构5.1和所述定位结构5.2的上方,所述上料结构5.1和所述定位结构5.2连接,所述上料结构5.1包括升降马达5.1.1、导杆5.1.2和上料工位5.1.3,所述升降马达5.1.1带动所述上料工位5.1.3沿所述导杆5.1.2上下升降,所述上料工位5.1.3包括托板5.1.3.1、固定板5.1.3.2、上限感应器5.1.3.3、下限感应器5.1.3.4、毛刷风嘴5.1.3.5和分纸片5.1.3.6,所述固定板5.1.3.2位于所述托板5.1.3.1的四周,所述固定板5.1.3.2可以给底衬纸定位,所述下限感应器5.1.3.4位于所述固定板的下端,感应所述托板5.1.3.1上是否还有底衬纸,所述上限感应器5.1.3.3和所述毛刷风嘴5.1.3.5位于所述固定板的上端,所述上限感应器5.1.3.3用于感应底衬纸是否到达被取走的位置,所述分纸片5.1.3.6位于所述毛刷风嘴5.1.3.5旁,所述分纸片5.1.3.6和所述毛刷风嘴5.1.3.5用于分离底衬纸,所述定位结构5.2包括定位固定挡条5.2.1、定位底板5.2.2、左右定位板5.2.3、左右定位气缸5.2.4、前后定位板5.2.5和前后定位气缸5.2.6,所述固定挡条5.2.1、所述左右定位板5.2.3、所述前后定位板5.2.5和定位底板5.2.2组成可活动的定位结构,所述左右定位气缸5.2.4带动所述左右定位板5.2.3移动给底衬纸的左右两边定位,所述前后定位气缸5.2.6带动所述前后定位板5.2.5移动给底衬纸的前后两边定位,确保底衬纸在所述定位底板5.2.2上的位置,所述传送结构5.3包括左右移动气缸5.3.1、左右移动导轨5.3.2、限位器5.3.3、连接板5.3.4、固定板5.3.5、上下气缸5.3.6、吸板5.3.7和吸嘴5.3.8,所述吸嘴5.3.8和所述吸板5.3.7位于所述固定板5.3.5上,所述吸板5.3.7上也设有吸嘴5.3.7.1,所述固定板5.3.5与所述上下气缸5.3.6连接,所述上下气缸5.3.6通过所述连接板5.3.4与所述左右移动气缸5.3.1连接,所述上下气缸5.3.6带动所述吸板5.3.7和所述吸嘴5.3.8上下移动,所述左右移动气缸5.3.1带动所述吸板5.3.7和所述吸嘴5.3.8左右移动,所述限位器5.3.3位于所述左右移动导轨5.3.2的两端,所述传送结构5.3的所述吸嘴5.3.8从所述上料结构5.1上吸取底衬纸放置在所述定位底板5.2.2上进行定位,所述吸板5.3.7将定位完成底衬纸吸取放置在产品模具上,所述吸板5.3.7和所述吸嘴5.3.8同步动作,完成底衬纸的输送。
36.参考图8,在在本实施例中,本发明的纸盒的成型工艺的所述围框输送装置6包括左右移动导轨6.1、缓冲器6.2、左右移动气缸6.3、连接板6.4、上下气缸6.5、夹盒气缸6.6、伸缩顶轴6.7、夹持工位6.8和夹持工位连接板6.9,所述缓冲器6.2位于所述左右移动导轨
6.1的两端,所述上下气缸6.5通过所述连接板与左右移动气缸6.3连接,所述夹持工位6.8通过所述夹持工位6.8连接板与所述上下气缸6.5连接,所述夹持工位6.8为四个,所述上下气缸6.5带动四个所述夹持工位6.8上下移动,所述左右移动气缸6.3带动四个所述夹持工位6.8左右移动,四个所述夹持工位6.8分别位于围框的四边用于夹起围框,所述伸缩顶轴6.7位于四个所述夹持工位6.8的中心处,所述夹盒气缸6.6带动所述伸缩顶轴6.7上下运动,所述伸缩顶轴6.7从下至上是由细变粗,所述夹持工位6.8包括拉簧6.8.1、拉簧固定轴6.8.2、限位块6.8.3、滑块6.8.4、导轨6.8.5、夹块6.8.6和滑轮6.8.7,所述夹块6.8.6呈“7”字型,所述拉簧固定轴6.8.2位于所述夹块6.8.6上,所述拉簧6.8.1的一端与所述拉簧固定轴6.8.2连接,所述拉簧6.8.1的另一端与所述夹持工位连接板6.9连接,所述导轨6.8.5位于所述夹持工位6.8的下方并连接,所述夹块6.8.6与所述滑块6.8.4连接,所述夹块6.8.6通过所述滑块6.8.4在所述导轨6.8.5滑动,所述限位块6.8.3位于所述导轨6.8.5的一端,所述滑轮6.8.7位于所述夹块6.8.6的一端并与所述伸缩顶轴6.7相接触,所述夹块的6.8.6另一端与围框相接触,所述夹盒气缸6.6带动所述伸缩顶轴6.7向下运动,由于所述伸缩顶轴6.7从下之上是由细变粗的,使得四个所述夹持工位6.8扩展开方便取围框,当四个所述夹持工位6.8到达围框的上方,所述上下气缸6.5带动四个所述夹持工位6.8向下运动使得四个所述夹持工位6.8位于围框的四边的外侧,所述夹盒气缸6.6带动所述伸缩顶轴6.7向上运动,使得四个所述夹持工位6.8紧贴围框的四边将围框夹起,所述左右移动气缸6.3和所述上下移动气缸带动所述夹持工位6.8左右和上下移动,将围框套在围框上,四个所述夹持工位6.8松开,完成套模的动作。
37.参考图9,在在本实施例中,本发明的纸盒的成型工艺的所述纸盒内框折另四边并压紧装置7包括上压结构7.1、左右两侧压紧折边结构7.2、前侧压紧折边结构7.3、后侧压紧折边结构7.4和连接板7.5,所述上压结构7.1、所述左右两侧压紧折边结构7.2和后侧压紧折边结构7.4与所述连接板7.5连接,所述上压结构7.1包括上下气缸7.1.1、上压导轨7.1.2、上压板7.1.3,所述压板7.1.3与所述上下气缸7.1.1连接位于所述上压导轨7.1.2上,所述上压导轨7.1.2包括两个,所述上下气缸7.1.1带动所述上压结构7.1沿其中一个所述上压导轨7.1.2上升下降的同时也带动了所述左右两侧压紧折边结构7.2和所述后侧压紧折边结构7.4上升下降,所述左右两侧压紧折边结构7.2包括侧边压紧气缸7.2.1、上下导轨7.2.2、伸缩杆7.2.3、侧边折刀7.2.4、侧边压板7.2.5和缓冲器7.2.6,所述侧边折刀7.2.4与所述侧边压板7.2.5垂直连接,所述侧边压板7.2.5沿所述上下导轨7.2.2上下移动,当所述侧折压板7.2.5向下移动至围框的侧面时,此时所述上压板7.1.3还没有压到底衬纸,所述侧边压紧气缸7.2.1带动所述伸缩杆7.2.3推动所述侧边压板7.2.5夹紧围框的两侧,所述侧边折刀7.2.4并将围框两侧的围框面纸折起与产品模具顶部的底衬纸黏合,所述压紧气缸7.2.1通过所述伸缩杆7.2.3带动所述侧边压板7.2.5左右移动,所述前侧压紧折边结构7.3包括前压气缸7.3.1、前侧压板7.3.2、前侧折刀7.3.3,所述前侧折刀7.3.3与所述前侧压板7.3.2垂直连接,所述前压气缸7.3.1带动所述前侧压板7.3.2移动,所述后侧压紧折边结构7.4包括后压气缸7.4.1、后侧压板7.4.2、后侧折刀7.4.3,所述后侧折刀7.4.4与所述后侧压板7.4.2垂直连接,所述后压气缸7.4.1带动所述后侧压板7.4.2移动,所述前侧气缸7.3.1带动所述前侧压板7.3.2压紧围框的前侧边,所述前侧折刀7.3.3并将围框前侧的围框面纸折起与产品模具顶部的底衬纸黏合,所述后侧气缸7.4.1带动所述后
侧压板7.4.2压紧围框的后侧边,所述后侧折刀7.4.3并将围框后侧的围框面纸折起与产品模具顶部的底衬纸黏合,将围框面纸另一侧的四边折好后,所述上下气缸7.1.1带动所述上压板7.1.13沿其中另一个所述上下导轨7.1.2向下移动,压紧围框的顶部,此时所述上压板7.1.13向下移动时,所述左右两侧压紧折边结构7.2和后侧压紧折边结构7.4没有跟着向下移动,完成围框面纸另一侧的四边折边和压紧,同时也压紧了围框面纸与底衬纸和围框面纸与围框飞板。
38.参考图10和图11,在在本实施例中,本发明的纸盒的成型工艺的所述皮壳印胶装置8包括上料工位8.1、凸轮机械手8.2、传动结构8.3、输送结构8.4和印胶结构8.5,所述传动结构8.3带动所述凸轮机械手8.2、输送结构8.4和印胶结构8.4,所述上料工位8.1包括上料托板8.1.1、上料导轨8.1.2、上料感应器8.1.3、挡条8.1.4、马达8.1.5和调节挡条结构8.1.6,所述挡条8.1.4与所述上料托板8.1.1垂直,所述马达8.1.5带动所述上料托板8.1.1沿所述上料导轨8.1.2上下移动,所述调节挡条结构8.1.6用于调节所述挡条8.1.4,所述凸轮机械手8.2包括凸轮传动轴8.2.1、上下轨迹凸轮8.2.2、上下凸轮轴承8.2.3、上下固定轴8.2.13、上下连接块8.2.4、上下连接连杆8.2.5、上下导轨8.2.6、上下连接板8.2.7、前后轨迹凸轮8.2.8、前后固定轴8.2.9、前后凸轮轴承8.2.10、前后连接板8.2.11、前后导轨8.2.12、拉簧8.2.14、吸嘴8.2.15、吸嘴固定杆8.2.16、吸嘴连杆8.2.17和固定板8.2.18,,所述吸嘴8.2.15固定杆与所述吸嘴连杆8.2.17连接,所述吸嘴8.2.15位于所述吸嘴固定杆8.2.16上,所述凸轮传动轴8.2.1传动带动所述上下轨迹凸轮8.2.2和所述前后轨迹凸轮8.2.8,所述上下轨迹凸轮8.2.2、所述上下凸轮轴承8.2.3、所述上下连接块8.2.4、所述上下连接杆8.2.5和所述上下连接板8.2.7依次传动,带动所述上下连接板8.2.7在所述上下导轨8.2.6上上下滑动,所述前后轨迹凸轮8.2.8、所述前后凸轮轴承8.2.10、所述前后连接板8.2.13和所述前后导轨8.2.12依次连接并传动,所述吸嘴连杆8.2.17与所述前后导轨8.2.12连接,所述吸嘴连杆8.2.17在所述前后导轨8.2.12上滑动,从而带动所述吸嘴8.2.15前后移动,所述上下连接板8.2.7与所述前后导轨8.2.12连接,所述前后导轨8.2.12为可活动导轨能够前后上下移动,所述拉簧8.2.14一端固定在所述固定板8.2.18上,所述拉簧8.2.14另一端固定在所述吸嘴连杆8.2.17上,从而带动所述吸嘴8.2.15上下前后移动,如图12所示,所述传动结构8.3包括分割器8.3.1、分割器马达8.3.2、转换链轮(5)8.3.3、传动链轮(5)8.3.21、转换链轮(4)8.3.4、转换链轮(3)8.3.5、转换链轮(1)8.3.6、凸轮轨迹轮(1)8.3.7、凸轮轴承(1)8.3.8、传动链轮(7)8.3.9、传动齿轮(7)8.3.10、传动链轮(6)8.3.11、飞达传动链轮8.3.12、风阀传动链轮8.3.13、风阀链轮8.3.14、传动齿轮(3)8.3.15、转换齿轮(5)8.3.16、传动齿轮(5)8.3.17、传动齿轮(6)8.3.18、旋转风阀8.3.19和链轮(2)8.3.20,所述分割器马达8.3.2带动所述分割器8.3.1转动,所述分割器8.3.1带动所述传动链轮(6)8.3.11、转换链轮(5)8.3.3和转换链轮(4)8.3.4,所述传动链轮(6)8.3.11通过链条与飞达传动链轮8.3.12连接,所述风阀传动链轮8.3.13与所述飞达传动链轮8.3.12同轴,所述风阀传动链轮8.3.13与所述风阀链轮8.3.14通过链条连接带动所述旋转风阀8.3.19,所述转换链轮(5)8.3.3与所述传动链轮(7)8.3.9通过链条连接,所述传动链轮(7)8.3.9、所述传动齿轮(6)8.3.18和传动链轮(6)8.3.11同轴,所述传动齿轮(6)8.3.18与所述印胶辊齿轮齿合,所述传动链轮(6)8.3.11与粘胶辊齿轮连接,从而带动了所述印胶滚筒8.5.1和所述粘胶滚筒8.5.2,所述传动齿轮(3)8.3.15与所述转换齿轮(5)
8.3.16齿合,所述传动齿轮(5)8.3.17与所述转换齿轮(5)8.3.16同轴,所述传动齿轮(5)8.3.17与所述传动齿轮(7)8.3.10连接,所述转换链轮(4)8.3.4与所述转换链轮(3)8.3.5通过链条连接,所述转换链轮(3)8.3.5与所述转换链轮(1)8.3.6同轴,所述转换链轮(1)8.3.6与所述链轮2通过链条连接,所述凸轮轨迹轮(1)8.3.7与所述链轮(2)同轴,所述凸轮轴承(1)8.3.8与所述凸轮轨迹轮(1)8.3.7相接触,所述输送结构8.4包括进纸挡块8.4.1、进纸压轮8.4.2、吸风输送带8.4.3、风箱8.4.4和压轮固定轴8.4.5,所述进纸挡块8.4.1和所述进纸压轮8.4.2位于所述压轮固定轴8.4.5上并位于所述吸风输送带8.4.3的上方,所述压轮固定轴8.4.5为可转动压轮固定轴,所述印胶结构8.5包括印胶滚筒8.5.1、粘胶滚筒8.5.2、挡胶块8.5.3、挡胶板8.5.4、喷胶结构8.5.5、胶量感应器8.5.6、粘胶辊同步带8.5.7、印胶马达8.5.8、印胶辊传动齿8.5.9和粘胶辊传动齿8.5.10,通过所述印胶马达8.5.8传动带动了所述粘胶辊同步带8.5.7,所述粘胶辊同步带8.5.7带动所述粘胶滚筒8.5.2从而调节所述粘胶滚筒8.5.2和所述印胶滚筒8.5.1之间的间隙,从而控制所述印胶滚筒8.5.1获取到的胶量,所述所述印胶马达8.5.8在印胶过程中并不需要它提供动力,所述粘胶滚筒8.5.2、所述挡胶块8.5.3和所述挡胶板8.5.4构成盛胶容器,所述喷胶结构8.5.5和所述胶量感应器8.5.6位于所述盛胶容器上方,所述粘胶辊同步带8.5.7带动所述粘胶滚筒8.5.2,所述印胶滚筒8.5.1上设有海绵,所述转换齿轮(5)8.3.16、所述传动链轮(7)8.3.9和所述传动齿轮(6)8.3.18依次传动带动所述印胶辊传动齿8.5.9,从而带动所述印胶滚筒8.5.1,所述传动齿轮(6)8.3.18和所述传动链轮(5)8.3.21同轴,所述传动链轮(6)8.3.11与粘胶辊传动齿轮8.5.10通过链条连接,也带动所述粘胶滚筒8.5.2;所述转换齿轮(5)8.3.16、所述转换链轮(3)8.3.5、所述转换链轮(1)8.3.6、所述链轮(2)8.3.20、所述凸轮轨迹轮(1)8.3.7和所述凸轮轴承(1)8.3.8依次传动带动所述压轮固定轴8.4.5转动,从而带动所述进纸挡块8.4.1和所述进纸压轮8.4.2摆动,当皮壳由所述吸嘴吸取过来碰到所述进纸挡块8.4.1时放置在所述吸风输送带8.4.3上,所述压轮固定轴8.4.5转动,所述进纸挡块8.4.1转到抬起,所述进纸压轮8.4.2轻压着皮壳转动,所述进纸压轮8.4.2转动是因为所述吸风输送带在运动导致皮壳在运动进而带动所述进纸压轮8.4.2转动,所述进纸挡块8.4.1和所述进纸压轮8.4.2是为了给皮壳定位;所述转换链轮(5)8.3.3、所述转换链轮(4)8.3.4、所述传动齿轮(3)8.3.15、所述转换齿轮(5)8.3.16、所述传动齿轮(5)8.3.17和所述传动齿轮(7)8.3.10依次传动,所述传动齿轮(7)8.3.10位于所述吸风输送带8.4.3的主动轴上,从而带动所述吸风输送带8.4.3移动;所述传动链轮(6)8.3.11、所述飞达传动链轮8.3.12、所述风阀传动链轮8.3.13和所述风阀链轮8.3.14依次传动,从而控制旋转风阀8.3.19转动控制进风;所述飞达传动链轮8.3.12位于所述凸轮传动轴8.2.1上,从而带动了所述凸轮机械手8.2。
39.参考图13,在在本实施例中,本发明的纸盒的成型工艺的所述皮壳输送装置9包括取皮壳机械手9.1和皮壳翻折结构9.2,所述取皮壳机械手9.1包括取料旋转马达9.1.1、主同步轮9.1.2、从同步轮9.1.3、同步带9.1.4、连接杆9.1.5、连接块9.1.6、吸嘴连接板9.1.7和吸嘴9.1.8,所述同步带9.1.4连接所述主同步轮9.1.2和从同步轮9.1.3,所述主同步轮9.1.2与所述取料旋转马达9.1.1连接,所述连接杆9.1.5的两端分别位于所述主同步轮9.1.2和所述从同步轮9.1.3上,所述连接块9.1.6与所述连接杆9.1.5连接再与所述所述从同步轮9.1.3连接,所述吸嘴连接板9.1.7与所述连接块9.1.6连接,所述吸嘴9.1.8位于所
述吸嘴连接板9.1.7上,所述吸嘴9.1.8始终保持竖直朝下,所述皮壳翻折结构9.2包括翻折马达9.2.1、翻折板9.2.2、定位条9.2.3、定位气缸9.2.4、定位弹片9.2.5和连接轴9.2.6,所述连接轴9.2.6的一端与所述翻折马达9.2.1连接,所述翻折板9.2.2的一边与所述连接轴9.2.6连接,所述定位条9.2.3位于所述翻折板9.2.2的边缘,所述定位气缸9.2.4带动所述定位条9.2.3移动,所述定位弹片9.2.5与所述定位条9.2.3连接,所述吸嘴9.1.8取好皮壳后放置在所述翻折板9.2.2上,所述定位气缸9.2.4推动所述定位条9.2.3顶住皮壳的边缘,所述定位弹片9.2.5压在皮壳上,防止在翻折的过程中皮壳松动,所述翻折马达9.2.1带动所述翻折板9.2.2翻折,将皮壳翻折在围框的上方,完成皮壳的输送过程。
40.参考图14,在在本实施例中,本发明的纸盒的成型工艺的所述取盒装置11包括左右移动气缸11.1、限位器11.2、导轨11.3、连接块11.4、上下移动气缸11.5、吸嘴11.6、吸嘴连接板11.7和托板11.8,所述限位器11.2位于所述导轨11.3的两端,所述连接块11.4连接所述左右移动气缸11.1和所述上下移动气缸11.5,所述吸嘴11.6位于所述吸嘴连接板11.7上,所述吸嘴连接板11.7与所述上下移动气缸11.5连接,所述托板11.8位于所述吸嘴11.6下方。
41.参考图16,在本实施例中,本发明的纸盒的成型工艺的生产工艺分为以下几个步骤:第一步:所述围框面纸上料过胶装置1将围框面纸过胶,过胶之后经过所述烘干装置15烘干再传送至所述围框灰板上料定位装置2;第二步:所述围框灰板上料定位装置2将围框飞板错开放置在围框面纸的中间,围框飞板上设有折痕,折痕将围框飞板分为四段,围框飞板只有三段放置围框面纸上;放置好后然后进行定位;第三步:围框面纸和围框飞板来到所述纸盒内框折三边装置3的所述输送吸风皮带3.3.1上,所述三轴机械手3.2的所述吸嘴3.2.18将围框面纸和围框飞板吸起沿所述前后移动导轨3.2.1像前移动靠近所述折边机构3.1,所述三轴机械手3.2横向移动将围框面纸正对所述折边刀3.1.1,所述三轴机械手3.2旋转移动将围框面纸的边缘并靠近所述定位挡条3.1.8,此时围框面纸在所述折边吸风皮带3.1.6上,围框飞板在所述输送机构3.3上,所述上下导轨3.1.9向上移动将围框面纸抬起,但是没有将围框飞板抬起,所述折边气缸3.1.3带动所述折边刀3.1.1来到围框面纸的下方,紧接着所述定位挡条3.1.8迅速向下移动,所述折边刀3.1.1将围框面纸折合在所述围框飞板上,所述折边机构3.1完成将围框面纸折起并黏合在围框飞板重合的三边上,目前围框飞板的第四边还没有和围框面纸黏合,所述输送吸风皮带3.3.1传动将黏合的围框面纸和围框飞板送至所述围框输送台4上;第四步:在所述围框输送台4上,手工将围框飞板围合形成围框,并将围框面纸折起并黏合在围框飞板的第四边上;第五步:所述底衬纸输送装置5将底衬纸输送至产品模具上方,所述上料结构5.1的所述升降马达5.1.1带动所述上料工位5.1.3沿所述导杆5.1.2上下,所述上限感应器5.1.3.3感应到底衬纸,所述毛刷风嘴5.1.3.5将底衬纸吹起,所述分纸片5.1.3.6将底衬纸与底衬纸之间分开,确保所述传送结构5.3的吸嘴5.3.8每次只取走一张底衬纸放置在所述定位底板5.2.2上,所述固定挡条5.2.1、所述左右定位板5.2.3、所述前后定位板5.2.5和定位底板5.2.2组成可活动的定位结构,所述左右定位气缸5.2.4带动所述左右定位板5.2.3
移动给底衬纸的左右两边定位,所述前后定位气缸5.2.6带动所述前后定位板5.2.5移动给底衬纸的前后两边定位,确保底衬纸在所述定位底板5.2.2上的位置,所述吸板5.3.7将定位完成的底衬纸吸取放置在产品模具上方;第六步:所述围框输送装置6将所述围框输送台4上的围框套在产品模具上,所述左右移动气缸6.3带动四个所述夹持工位6.8向所述围框输送台4方向移动,所述夹盒气缸6.6带动所述伸缩顶轴6.7向下运动,由于所述伸缩顶轴6.7从下之上是由细变粗的,使得四个所述夹持工位6.8扩展开方便取围框,当四个所述夹持工位6.8到达围框的上方,所述上下气缸6.5带动四个所述夹持工位6.8向下运动使得四个所述夹持工位6.8位于围框的四边的外侧,所述夹盒气缸6.6带动所述伸缩顶轴6.7向上运动,使得四个所述夹持工位6.8紧贴围框的四边将围框夹起,所述左右移动气缸6.3带动四个所述夹持工位6.8向产品模具方向移动,到达产品模具上方时,所述上下移动气缸带动四个所述夹持工位6.8向下移动,将围框套在围框上,四个所述夹持工位6.8松开,完成套模的动作;第七步:所述纸盒内框折另四边并压紧装置7将围框面纸的另一侧的四边折起并黏合在底衬纸上,所述侧边压板7.2.5沿其中一个所述上下导轨7.2.2向下移动,当所述侧折压板7.2.5向下移动至围框的侧面时,此时所述上压板7.1.3还没有压至围框的顶部,两侧的所述侧边压板7.2.5、所述前侧压板7.3.2和所述后侧压板7.4.2与围框的四边正对着,所述侧边压紧气缸7.2.1带动所述伸缩杆7.2.3推动所述侧边压板7.2.5夹紧围框的两侧,所述侧边折刀7.2.4并将围框两侧的围框面纸折起与产品模具顶部的底衬纸黏合,所述后侧气缸7.4.1带动所述后侧压板7.4.2压紧围框的后侧边,所述后侧折刀7.4.3并将围框后侧的围框面纸折起与产品模具顶部的底衬纸黏合,所述前侧气缸7.3.1带动所述前侧压板7.3.2压紧围框的前侧边,所述前侧折刀7.3.3并将围框前侧的围框面纸折起与产品模具顶部的底衬纸黏合,将围框面纸另一侧的四边折好后,所述上下气缸7.1.1带动所述上压板7.1.13沿其中另一个所述上下导轨7.1.2再向下移动,压紧围框的顶部;第八步:皮壳印胶后翻折至所述产品模具的上方,所述飞达传动链轮8.3.12位于所述凸轮传动轴8.2.1上,从而带动了所述凸轮机械手8.2的所述凸轮传动轴8.2.1,所述凸轮传动轴8.2.1传动带动所述上下轨迹凸轮8.2.2和所述前后轨迹凸轮8.2.8,所述上下轨迹凸轮8.2.2、所述上下凸轮轴承8.2.3、所述上下连接块8.2.4、所述上下连接杆8.2.5和所述上下连接板8.2.7依次连接并传动,带动所述上下连接板8.2.7在所述上下导轨8.2.6上上下滑动,从而带动所述吸嘴8.2.15上下移动,所述前后轨迹凸轮8.2.8、所述前后凸轮轴承8.2.10、所述前后连接板8.2.13和所述前后导轨8.2.12依次连接并传动,所述吸嘴连杆8.2.17与所述前后导轨8.2.12连接,所述吸嘴8.2.15固定杆与所述吸嘴连杆8.2.17连接,所述吸嘴8.2.15位于所述吸嘴固定杆8.2.16上,所述吸嘴连杆8.2.17在所述前后导轨8.2.12上滑动,从而带动所述吸嘴8.2.15前后移动,所述吸嘴8.2.15将皮壳吸取放置在所述吸风输送带8.4.3上;所述传动链轮(6)8.3.11、所述飞达传动链轮8.3.12、所述风阀传动链轮8.3.13和所述风阀链轮8.3.14依次传动,从而控制旋转风阀8.3.19转动控制进风;所述转换齿轮(5)8.3.16、所述转换链轮(3)8.3.5、所述转换链轮(1)8.3.6、所述链轮(2)8.3.20、所述凸轮轨迹轮(1)8.3.7和所述凸轮轴承(1)8.3.8依次传动带动所述压轮固定轴8.4.5转动,从而带动所述进纸挡块8.4.1和所述进纸压轮8.4.2摆动,当皮壳由所述吸嘴吸取过来碰到所述进纸挡块8.4.1时放置在所述吸风输送带8.4.3上,所述压轮固定轴8.4.5
转动,所述进纸挡块8.4.1转到抬起,所述进纸压轮8.4.2轻压着皮壳转动,所述进纸压轮8.4.2转动是因为所述吸风输送带在运动导致皮壳在运动进而带动所述进纸压轮8.4.2转动,所述进纸挡块8.4.1和所述进纸压轮8.4.2是为了给皮壳定位;所述转换链轮(5)8.3.3、所述转换链轮(4)8.3.4、所述传动齿轮(3)8.3.15、所述转换齿轮(5)8.3.16、所述传动齿轮(5)8.3.17和所述传动齿轮(7)8.3.10依次传动,所述传动齿轮(7)8.3.10位于所述吸风输送带8.4.3的主动轴上,从而带动所述吸风输送带8.4.3移动;所述转换齿轮(5)8.3.16、所述传动链轮(7)8.3.9和所述传动齿轮(6)8.3.18依次传动带动所述印胶辊传动齿8.5.9,从而带动所述印胶滚筒8.5.1,所述传动齿轮(6)8.3.18和所述传动链轮(5)8.3.21同轴,所述传动链轮(6)8.3.11与粘胶辊传动齿轮8.5.10通过链条连接,也带动所述粘胶滚筒8.5.2,印胶完成的皮壳,所述所述皮壳输送装置9的所述取皮壳机械手9.1将皮壳放置在所述翻折板9.2.2上,所述翻折马达9.2.1带动所述翻折板9.2.2翻折,将皮壳翻折在围框的上方,完成皮壳的输送过程;第九步:所述取盒装置11将成型好的纸盒从模具上取下来,完成一个皮壳的生产过程。
42.与现有技术相比较,本发明具有以下有益效果:由于包括所述纸盒内框折三边装置,能够实现围框飞板和围框面纸错开黏合;由于包括所述底衬纸输送装置,能够将底衬纸精准的放置在产品模具上;由于包括所述围框输送装置,将之前围合好的围框套在产品模具上;由于包括所述纸盒内框折另四边并压紧装置,能够将围框面纸的另一侧的四边黏合在底衬纸上并压紧围框以及底衬纸和围框面纸;由于包括所述皮壳印胶装置,实现一个动力源完成多个动作,所述分割器马达所述分割器带动了所述凸轮机械手取皮壳、带动了所述进纸挡块挡纸和所述进纸压轮压纸挡纸和压纸、带动所述印胶滚筒和所述粘胶滚筒转动、带动了所述输送带运动,一个动力源完成多个动作节省动力;由于包括皮壳输送装置,将定位好的皮壳精准翻折盖在产品模具上方,完成一个纸盒的成型过程,整个纸盒的成型工艺自动化程度高,精准度高,生产效率高。
43.以上所揭露的仅为本发明的较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1