一种气泡袋印刷制袋装置的制作方法
[0001]
本实用新型涉及包装设备制造技术领域,尤其涉及一种气泡袋印刷制袋装置。
背景技术:
[0002]
气泡袋主要使用高压聚乙烯气泡膜经过切膜加工,把气泡膜切成需要制袋规格尺寸,然后通过气泡膜专用制袋机进行袋子的制作加工,主要运用于电子产品缓冲包装,塑料制品,金属制品,陶瓷制品,玻璃制品以及需要缓冲保护的其他产品的物流运输保护。
[0003]
现有技术中的气泡袋在制作过程中对印有标识的气泡膜进行输送,然后将气泡膜折叠进行胶压、切割,从而完成气泡袋的制作,但是现有技术中的气泡袋在制作的过程中存在一些问题:
[0004]
气泡膜在传输折叠的过程中,对于留出封口的部分不能根据需要留出合适的尺寸;传输距离较长,使得对折的气泡膜在传输过程中出现对不齐的现象,这种现象容易使得制作出来的气泡袋存在瑕疵,甚至不合格,浪费资源。
[0005]
针对以上问题,本实用新型提出一种气泡袋印刷制袋装置。
技术实现要素:
[0006]
本实用新型所要解决的问题是提供一种气泡袋印刷制袋装置,改进其折叠组件,使得气泡膜在折叠时留出的封口部分可以根据需要调节尺寸,并且能够很好地解决气泡膜对不齐的现象,大大减小了瑕疵气泡袋出现的概率。
[0007]
本实用新型解决上述技术问题所采用的技术方案是:一种气泡袋印刷制袋装置,包括底座,所述底座一端安装有传输组件,所述底座另一端安装有折叠组件,所述传输组件与所述折叠组件之间安装有制袋组件。
[0008]
所述折叠组件包括支柱,所述支柱上端安装有变位板,所述变位板内设有变位槽,所述变位板靠近变位槽位置设有移动槽,所述变位槽内通过滑动配合的方式连接有变位块,所述变位块连接有l形的变位杆,所述变位杆伸出所述移动槽,所述变位杆下端连接有折叠板,所述折叠板中间设置有第一辅助块。
[0009]
所述变位杆中间连接有辅助杆,所述辅助杆两端对应所述折叠板安装有辅助臂,所述辅助臂上对称安装有第二辅助块和第三辅助块,所述第二辅助块与所述第一辅助块对应,且第二辅助块与第一辅助块之间形成第一折叠通道,所述第三辅助块与所述折叠板对应,且所述第三辅助块与所述折叠板之间形成第二折叠通道。
[0010]
所述制袋组件包括安装在所述传输组件与所述折叠组件之间的安置架,所述安置架上端对称安装有第一辅助辊,所述安置架靠近所述第一辅助辊下端安装有胶压机,所述安置架靠近所述胶压机下端安装有孔裁切机。
[0011]
优选的,所述孔裁切机一侧安装有传输件,所述安置架正对所述传输件位置安装有第二辅助辊,所述安置架正对所述第二辅助辊位置安装有收集滚柱,所述收集滚柱一端连接有电机,所述电机通过联轴器与所述收集滚柱相连接。
[0012]
优选的,所述传输组件包括安装在底座一端的支撑架,所述支撑架上端一侧转动安装有气泡膜卷材,所述支撑架上端另一侧安装有传输辊,所述传输辊正对所述折叠板。
[0013]
优选的,所述传输件包括对称安装在所述孔裁切机一侧的支杆,所述支杆之间转动连接两个滚柱。
[0014]
优选的,两个第一辅助辊之间的距离可供两层气泡膜穿过,两个滚柱之间的距离可供两层气泡膜穿过。
[0015]
与现有技术相比,本实用新型的技术方案具有如下优点:
[0016]
1、本实用新型所提供的一种气泡袋印刷制袋装置,该制袋装置中改进了折叠组件,使得气泡膜在折叠时留出的封口部分可以根据需要调节尺寸,并且能够很好地解决气泡膜对不齐的现象,大大减小了瑕疵气泡袋出现的概率。
[0017]
2、本实用新型所提供的一种气泡袋印刷制袋装置,其中制袋装置中的变位板、变位槽、变位块、变位杆和移动槽互相配合,可以调节折叠组件的位置,便于调节气泡膜在折叠时留出的封口部分的尺寸,具有一定的灵活性。
[0018]
3、本实用新型所提供的一种气泡袋印刷制袋装置,其中制袋装置中的折叠板、第一辅助块、第二辅助块与第三辅助块互相配合,便于气泡膜折叠,同时,有效地避免了气泡膜在传输过程中对不齐的现象发生,大大提高了气泡袋制作的质量。
附图说明
[0019]
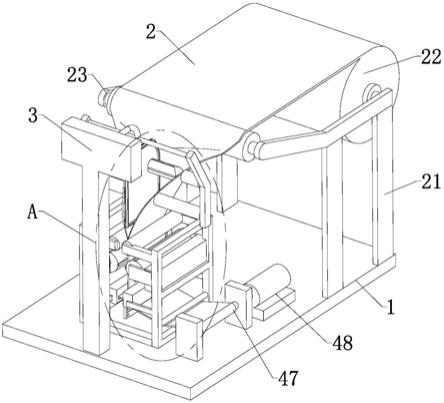
图1为本实用新型的整体结构示意图;
[0020]
图2为本实用新型的折叠组件结构示意图;
[0021]
图3为本实用新型的图1的a向结构示意图;
[0022]
图4为本实用新型略去折叠组件后的左视图。
[0023]
其中:1底座、2传输组件、21支撑架、22气泡膜卷材、23传输辊、3折叠组件、31支柱、32变位板、33变位槽、34移动槽、35变位块、36变位杆、361辅助杆、362辅助臂、363第二辅助块、364第三辅助块、365第一折叠通道、366第二折叠通道、37折叠板、3第一辅助块、4制袋组件、41安置架、42第一辅助辊、43胶压机、44孔裁切机、45传输件、451支杆、452滚柱、46第二辅助辊、47收集滚柱、48电机。
具体实施方式
[0024]
下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
[0025]
参阅图1,本实用新型提供的技术方案是:一种气泡袋印刷制袋装置,包括底座1,底座1一端安装有传输组件2,底座1另一端安装有折叠组件3,传输组件2与折叠组件3之间安装有制袋组件4,制袋组件4位于传输组件2与折叠组件3下端,气泡膜通过传输组件2输送出,然后经过折叠组件3折叠,最后通过制袋组件4完成制袋。
[0026]
传输组件2包括安装在底座1一端的支撑架21,支撑架21上端一侧转动安装有气泡膜卷材22,支撑架21上端另一侧安装有传输辊23;在具体工作时,气泡膜卷材22展开连接在传输辊23上,气泡膜含有气泡一面朝上,平整面印刷有图案,且平整面与传输辊23接触,并通过传输辊23进入到折叠组件3中。
[0027]
参阅图2,折叠组件3包括支柱31,支柱31上端安装有变位板32,变位板32内设有变位槽33,变位板32靠近变位槽33位置设有移动槽34,变位槽33内通过滑动配合的方式连接有变位块35,变位块35连接有l形的变位杆36,变位杆36伸出移动槽34,通过变位槽33与移动槽34的结构,使得变位杆36和变位块35在变位板32上移动位置,变位杆36下端连接有折叠板37,折叠板37边缘包有橡胶垫防止气泡膜被刮破,折叠板37位于传输辊23下端,且传输辊23正对折叠板37,折叠板37中间设置有第一辅助块38。
[0028]
变位杆36中间连接有辅助杆361,辅助杆361两端对应折叠板37安装有辅助臂362,辅助臂362上对称安装有第二辅助块363和第三辅助块364,第二辅助块363与第一辅助块38对应,且第二辅助块363与第一辅助块38之间形成第一折叠通道365,第三辅助块364长度比第二辅助块363长度长,且接近折叠板37,第三辅助块364与折叠板37对应,且第三辅助块364与折叠板37之间形成第二折叠通道366,第一折叠通道365之间的距离和第二折叠通道366之间的距离都仅供一层气泡膜穿过。
[0029]
气泡膜穿过折叠组件3:气泡膜经过传输辊23进入到折叠组件3中,展开的气泡膜其气泡一面朝上,则在折叠时含有气泡一面朝内折叠。先根据封口所需留出的尺寸调节折叠板37的位置,通过变位板32、变位槽33、变位块35、变位杆36和移动槽34互相配合,将折叠组件3中的折叠板37调节到合适位置,然后将气泡膜两边分别穿过第一折叠通道365和第二折叠通道366,通过折叠板37、折叠板37、第一辅助块38、第二辅助块363与第三辅助块364互相配合,使得气泡膜得以折叠,并留出合适尺寸的封口。
[0030]
参阅图3至图4,制袋组件4包括安装在传输组件2与折叠组件3之间的安置架41,安置架41上端对称安装有第一辅助辊42,两个第一辅助辊42之间的距离可供两层气泡膜穿过,安置架41靠近第一辅助辊42下端安装有胶压机43,安置架41靠近胶压机43下端安装有孔裁切机44。
[0031]
孔裁切机44一侧安装有传输件45,传输件45包括对称安装在孔裁切机44一侧的支杆451,支杆451之间转动连接两个滚柱452,两个滚柱452之间的距离可供两层气泡膜穿过。
[0032]
安置架41正对传输件45位置安装有第二辅助辊46,安置架41正对第二辅助辊46位置安装有收集滚柱47,收集滚柱47一端连接有电机48,电机48通过联轴器与收集滚柱47相连接。
[0033]
气泡膜穿过制袋组件4:折叠后的气泡膜为两层气泡膜,折叠后的气泡膜穿过两个第一辅助辊42之间,并经过胶压机43胶压成袋,然后经过孔裁切机44打孔,经过支杆451和第二辅助辊46,最后被收集滚柱47卷收起来,用孔裁切机44代替刀裁切机便于气泡袋整体收纳,使用时直接用手撕开打孔位置即可。
[0034]
在具体工作时,气泡膜卷材22展开,通过传输辊23,并通过第一折叠通道365、第二折叠通道366和制袋组件4中的第一辅助辊42、胶压机43、孔裁切机44、传输件45、第二辅助辊46,与收集滚柱47相连接;打开电机48,电机48带动联轴器和收集滚柱47转动,收集滚柱47将气泡袋卷收起来。
[0035]
以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1