一种塑料薄膜异形包装袋自动化制作设备的制作方法
1.本发明属于薄膜领域,具体涉及到一种塑料薄膜异形包装袋自动化制作设备。
背景技术:
2.塑料薄膜由聚乙烯、聚丙烯等多种树脂材料制作而成,复合塑料薄膜拉伸强度较高,通过制作设备内的夹板将塑料薄膜从放置筒下装夹滑动拉出进行切割,塑料薄膜层层覆盖后,通过设备内的收边装置进行挤压拼接而成。
3.基于上述描述本发明人发现,现有的一种塑料薄膜异形包装袋自动化制作设备主要存在以下不足,比如:塑料薄膜使用到最后一截的时候,没有后端收料辊的张紧,使最后一截塑料薄膜被夹板拉动形成单边受力,导致塑料薄膜在收边时出现粘连折皱的现象,造成塑料袋边缘发生损坏。
技术实现要素:
4.针对现有技术存在的不足,本发明目的是提供一种塑料薄膜异形包装袋自动化制作设备,以解决现有技术的问题。
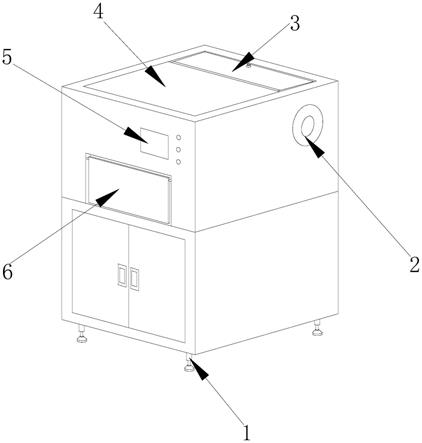
5.本发明实现技术目的所采用的技术方案是:该一种塑料薄膜异形包装袋自动化制作设备,其结构包括底座、转轮、放料板、包装箱、控制板、放置口,所述底座上端螺纹连接于包装箱下端四个角,所述转轮内端活动卡合于包装箱外端,所述放料板外侧螺栓连接于包装箱上端内,所述放置口外侧螺栓连接于包装箱内侧,所述控制板后端铆合连接于包装箱前端上。
6.作为本发明的进一步改进,所述包装箱内设有滑槽、收料辊、切割台、夹板、固定装置、刮平装置,所述滑槽内侧与固定装置外侧相连接,所述收料辊下端与切割台上端相贴合,所述切割台下端与滑槽上端相贴合,所述夹板外侧活动卡合于滑槽内侧,所述固定装置内侧与刮平装置外侧相卡合,所述装置设有两边,两边各设有六个转轮呈垂直分布。
7.作为本发明的进一步改进,所述固定装置内设有连接板、支撑板、固定块、转轴,所述连接板设于固定块之间进行支撑配合,所述固定块内侧固定连接于支撑板外侧,所述支撑板内端焊接连接于转轴外端,所述固定块设有十二个环绕支撑板分布。
8.作为本发明的进一步改进,所述固定块内设有弹杆、支撑块、固定板、压块、挡圈、支撑架,所述弹杆设于挡圈后端进行挤压配合,所述支撑块内侧与固定板外侧相固定,所述支撑块内侧与支撑架外侧相铆合,所述固定板内侧嵌固于挡圈外侧,所述支撑架内侧铆合于挡圈外侧,所述挡圈内侧卡合于压块外侧,所述固定板与支撑架呈倾斜状。
9.作为本发明的进一步改进,所述压块内设有防护块、凹槽、连接圈、支撑圈、卡圈,所述防护块后端与支撑圈前端相铆合,所述凹槽设于支撑圈内侧进行导向配合,所述连接圈内侧与支撑圈外侧相焊接,所述卡圈内侧与连接圈外侧相固定,所述防护块呈弧形状设有四个,环绕凹槽分布。
10.作为本发明的进一步改进,所述刮平装置内设有滑轨、滑轮、固定架、伸缩板、连接
块、推板,所述滑轨外端固定连接于固定架内,所述滑轮上端卡合于滑轨下端内,所述滑轮下端与伸缩板上端相连接,所述伸缩板下端螺柱连接于连接块上端,所述连接块外侧与推板内侧相连接,所述固定架下端呈倾斜角与推板相配合。
11.作为本发明的进一步改进,所述推板内设有推块、卡块、卡板、卡槽、卡杆、弹簧,所述推块右端铆合连接于卡板左端,所述卡块左上端焊接连接于卡槽右上端,所述弹簧左端嵌固连接于卡板右端,所述卡杆设于卡槽内,所述卡板右端与卡杆左端相贴合,所述推块卡合于卡槽内进行滑动配合。
12.作为本发明的进一步改进,所述推块内设有压板、顶板、压条、固定条、刮板,所述压板上端铆合连接于顶板下端,所述压条上端与压板下端相卡合,所述固定条设于压条与刮板之间进行挤压配合,所述刮板与固定条两侧呈弧形状。
13.本发明的有益效果在于:
14.1.打开放料板将塑料薄膜装在收料辊上,将设备进行通电,操控控制板,滑槽带动夹板将塑料薄膜拉动,通过夹板的拉动,使塑料薄膜进入固定装置之间进行滑动,薄膜与固定块接触,通过薄膜的厚度带动压块挤压挡圈,挡圈挤压弹杆发生收缩,通过凹槽与防护块挤压塑料薄膜产生压力,拉到放置板上进行收边,防止塑料薄膜使用到最后一截,导致夹板单边受力,造成塑料薄膜出现黏连折叠的现象。
15.2.在将塑料薄膜覆盖后,会出现折皱的现象,通过伸缩板推动连接块带动推板,使推板通过弹簧弹射推动卡板将弹簧,向两侧推出进行伸展,在通话滑轮带动伸缩板下的推板在滑轨内进行滑动,将塑料薄膜上的折皱刮平,防止塑料薄膜覆盖后出现折皱的现象,导致收边不完整,造成塑料袋作废。
附图说明
16.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
17.图1为本发明一种塑料薄膜异形包装袋自动化制作设备的结构示意图;
18.图2为本发明包装箱俯视的结构示意图;
19.图3为本发明固定装置侧视的结构示意图;
20.图4为本发明固定块俯视的结构示意图;
21.图5为本发明压块正视的结构示意图;
22.图6为本发明刮平装置仰视的结构示意图;
23.图7为本发明推板正视的结构示意图;
24.图8为本发明推块侧视的结构示意图;
25.图中:底座
‑
1、转轮
‑
2、放料板
‑
3、包装箱
‑
4、控制板
‑
5、放置口
‑
6、滑槽
‑
41、收料辊
‑
42、切割台
‑
43、夹板
‑
44、固定装置
‑
45、刮平装置
‑
46、连接板
‑
451、支撑板
‑
452、固定块
‑
453、转轴
‑
454、弹杆
‑
a1、支撑块
‑
a2、固定板
‑
a3、压块
‑
a4、挡圈
‑
a5、支撑架
‑
a6、防护块
‑
a41、凹槽
‑
a42、连接圈
‑
a43、支撑圈
‑
a44、卡圈
‑
a45、滑轨
‑
461、滑轮
‑
462、固定架
‑
463、伸缩板
‑
464、连接块
‑
465、推板
‑
466、推块
‑
b1、卡块
‑
b2、卡板
‑
b3、卡槽
‑
b4、卡杆
‑
b5、弹簧
‑
b6、压板
‑
b11、顶板
‑
b12、压条
‑
b13、固定条
‑
b14、刮板
‑
b15。
具体实施方式
26.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
27.实施例1
28.如附图1至附图5所示:
29.本发明提供一种塑料薄膜异形包装袋自动化制作设备,其结构包括底座1、转轮2、放料板3、包装箱4、控制板5、放置口6,所述底座1上端螺纹连接于包装箱4下端四个角,所述转轮2内端活动卡合于包装箱4外端,所述放料板3外侧螺栓连接于包装箱4上端内,所述放置口6外侧螺栓连接于包装箱4内侧,所述控制板5后端铆合连接于包装箱4前端上。
30.其中,所述包装箱4内设有滑槽41、收料辊42、切割台43、夹板44、固定装置45、刮平装置46,所述滑槽41内侧与固定装置45外侧相连接,所述收料辊42下端与切割台43上端相贴合,所述切割台43下端与滑槽41上端相贴合,所述夹板44外侧活动卡合于滑槽41内侧,所述固定装置45内侧与刮平装置46外侧相卡合,所述装置45设有两边,两边各设有六个转轮呈垂直分布,使塑料薄膜在被夹板44拉扯时不会单边受力。
31.其中,所述固定装置45内设有连接板451、支撑板452、固定块453、转轴454,所述连接板451设于固定块453之间进行支撑配合,所述固定块453内侧固定连接于支撑板452外侧,所述支撑板452内端焊接连接于转轴454外端,所述固定块453设有十二个环绕支撑板452分布,在对塑料薄膜进行滑动时不会产生顿挫发生粘附。
32.其中,所述固定块453内设有弹杆a1、支撑块a2、固定板a3、压块a4、挡圈a5、支撑架a6,所述弹杆a1设于挡圈a5后端进行挤压配合,所述支撑块a2内侧与固定板a3外侧相固定,所述支撑块a2内侧与支撑架a6外侧相铆合,所述固定板a3内侧嵌固于挡圈a5外侧,所述支撑架a6内侧铆合于挡圈a5外侧,所述挡圈a5内侧卡合于压块a4外侧,所述固定板a3与支撑架a6呈倾斜状,更好的对挡圈a5上的压块a4进行支撑。
33.其中,所述压块a4内设有防护块a41、凹槽a42、连接圈a43、支撑圈a44、卡圈a45,所述防护块a41后端与支撑圈a44前端相铆合,所述凹槽a42设于支撑圈a44内侧进行导向配合,所述连接圈a43内侧与支撑圈a44外侧相焊接,所述卡圈a45内侧与连接圈a43外侧相固定,所述防护块a41呈弧形状设有四个,环绕凹槽a42分布,防止塑料薄膜被夹板44拉动使发生滑动形成粘连。
34.本实施例的具体使用方式与作用:
35.本发明中,打开放料板3将塑料薄膜装在收料辊42上,将设备进行通电,操控控制板5,滑槽41带动夹板44将塑料薄膜拉动,通过夹板44的拉动,使塑料薄膜进入固定装置45内进行滑动,使固定块453带动连接板451与支撑板452,在转轴454外进行旋转,通过切割台43对薄膜长度尺寸进行切割分段,薄膜与固定块453接触,通过薄膜的厚度推动压块a4挤压挡圈a5,挡圈a5挤压弹杆a1发生收缩,压至支撑块a2上端的固定板a3与支撑架a6上进行支撑,通过卡圈a45与连接圈a43上的支撑圈a44上内的,凹槽a42与防护块a41挤压塑料薄膜产生压力,拉到放置板上进行收边,收边完毕通过放置口6推出进行叠放,这样使用起来,防止塑料薄膜使用到最后一截,导致夹板单边受力,造成塑料薄膜出现黏连折叠的现象。
36.实施例2
37.如附图6至附图8所示:
38.本发明提供一种塑料薄膜异形包装袋自动化制作设备,所述刮平装置46内设有滑轨461、滑轮462、固定架463、伸缩板464、连接块465、推板466,所述滑轨461外端固定连接于固定架463内,所述滑轮462上端卡合于滑轨461下端内,所述滑轮462下端与伸缩板464上端相连接,所述伸缩板464下端螺柱连接于连接块465上端,所述连接块465外侧与推板466内侧相连接,所述固定架463下端呈倾斜角与推板466相配合,防止推板466被升起时将塑料薄膜粘起。
39.其中,所述推板466内设有推块b1、卡块b2、卡板b3、卡槽b4、卡杆b5、弹簧b6,所述推块b1右端铆合连接于卡板b3左端,所述卡块b2左上端焊接连接于卡槽b4右上端,所述弹簧b6左端嵌固连接于卡板b3右端,所述卡杆b5设于卡槽b4内,所述卡板b3右端与卡杆b5左端相贴合,所述推块b1卡合于卡槽b4内进行滑动配合,使推块b1的伸展与收纳被限制。
40.其中,所述推块b1内设有压板b11、顶板b12、压条b13、固定条b14、刮板b15,所述压板b11上端铆合连接于顶板b12下端,所述压条b13上端与压板b11下端相卡合,所述固定条b14设于压条a13与刮板b15之间进行挤压配合,所述刮板b15与固定条b14两侧呈弧形状,防止塑料薄膜重叠时有叠皱。
41.本实施例的具体使用方式与作用:
42.本发明中,在将塑料薄膜覆盖在放置板上后,会出现折皱的现象,通过转机使伸缩板464推动连接块465带动推板466,推板466通过卡槽b4内的卡杆b5内的弹簧b6弹射,推动卡板b3,卡板b3推动推块b1,向两侧推出进行伸展,卡板卡于卡块b2内侧,在通话滑轮462带动伸缩板464,伸缩板464推板466在滑轨461内进行滑动,使顶板b12下的压板b11,压板b11下的压条b13,压条b13下的固定条b14与刮板b15,将塑料薄膜上的折皱刮平,防止塑料薄膜覆盖后出现折皱的现象,导致收边不完整,造成塑料袋作废。
43.本发明解决了现有技术的问题,本发明通过上述部件的互相组合,这样使用起来,防止塑料薄膜使用到最后一截,导致夹板单边受力,造成塑料薄膜出现黏连折叠的现象,防止塑料薄膜覆盖后出现折皱的现象,导致收边不完整,造成塑料袋作废。
44.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
45.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1