一种含有断纱自动翻盖机构的纺纱机的制作方法
1.本发明涉及纺纱机械技术领域,具体为一种含有断纱自动翻盖机构的纺纱机。
背景技术:
2.化学纤维作为日常使用和工业用途的应用越来越广泛,同时化学纤维的作用也越来越显得重要。熔喷法能制备超细纤维,并将纤维分布于三维立体结构中。具体工艺流程为:聚合物切片在螺杆挤出机中受热熔融,熔体被输送到喷丝板的喷丝孔中,离开喷丝孔的聚合物熔体在高速高温气流的强烈牵伸作用下形成超细长丝或超细短纤维,并随气流沉积于成网帘或接收滚筒上形成熔喷纤网,熔喷纤网主要以自黏合或热黏合形式形成非织造布,也可利用其他方法加固。目前熔喷法通常只是用来制备非织造布,缺乏将熔喷后的纤维束制备成纱线的装置。
3.摩擦纺纱是一种自由端纺纱,其纺纱原理主要是利用机械和空气动力学来进行的。当散纤维或棉条被喂入特定的装置之后,开松的纤维就会吸附凝聚在一个运动的筛网表面,靠回转体表面与凝聚其上的纤维束之间进行摩擦加捻而成纱。摩擦纺具有适纺范围广的特点,并且对原料的要求较低,可适用于天然纤维、化学纤维、下脚废料等各种原料。现有化学纤维纺纱过程中,容易出现断纱情况,需要及时对其就行处理,故实际生产中亟需设计一种便于处理断纱情况的纺纱装置,基于此,本发明设计了一种含有断纱自动翻盖机构的纺纱机,以解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种含有断纱自动翻盖机构的纺纱机,以解决上述背景技术中提出的实际生产中亟需设计一种便于处理断纱情况的纺纱装置的问题。
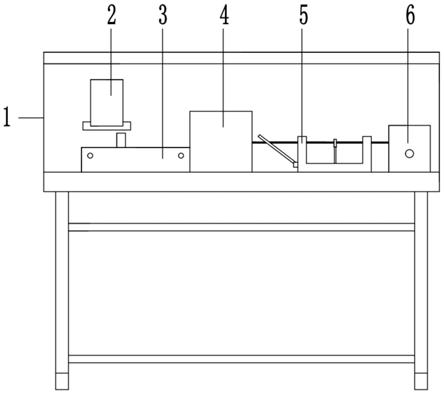
5.为实现上述目的,本发明提供如下技术方案:一种含有断纱自动翻盖机构的纺纱机,包括机架、熔喷装置、运输装置、摩擦纺纱装置、断纱自动翻盖机构和纱线收卷装置,所述运输装置、摩擦纺纱装置、断纱自动翻盖机构和纱线收卷装置从左到右依次安装在机架的水平台上,所述熔喷装置安装在机架的前侧面上且位于运输装置的左上方,所述熔喷装置用于将熔体制成熔体纤维,所述运输装置用于承接所述熔体纤维并将其运输至摩擦纺纱装置的进料端;所述摩擦纺纱装置用于将所述熔体纤维凝聚加捻成纱,所述断纱自动翻盖机构进行防断纱检测,所述纱线收卷装置进行纱线收集;
6.所述断纱自动翻盖机构包括第一u型块,所述第一u型块的两侧上部相对设置有穿线孔,所述第一u型块的底部设置有两个安装腔,左侧所述安装腔的内壁转动安装有盖板,所述盖板的左端转动安装有贯穿延伸到左侧所述穿线孔的夹线板,所述盖板的底部与左侧所述安装腔之间转动安装有带电磁阀的气缸,所述电磁阀信号连接有plc,所述plc信号连接时间继电器和压力传感器,所述压力传感器可拆卸安装在右侧所述安装腔的底部,右侧所述安装腔上垂直贯穿插接有过线钩,所述过线钩的底部通过焊接底板与安装腔内壁顶部之间连接有第一弹簧,所述第一u型块的前后表面右下方水平安装有手动伸缩杆,两个所述
手动伸缩杆的右端之间安装有第二u型块,所述第二u型块的内腔阻尼转动安装有弯折u型杆,所述弯折u型杆的内壁之间滑动安装有u型座,当贯穿于穿线孔、过线钩、u型座和弯折u型杆的纱线断开松弛时,过线钩在第一弹簧作用下下移,压力传感器接收挤压,产生信号,plc控制电磁阀打开,外接气源使气缸伸长,盖板转动使夹线板上移夹住纱线,同时时间继电器配合plc和报警器报警。
7.优选的,所述第二u型块上安装有螺栓螺母组件,所述螺栓螺母组件的螺栓外壁通过扭簧套接有弯折u型杆,便于调节倾斜度,使纱线张紧。
8.优选的,所述弯折u型杆的内壁外侧设置有阶梯贯穿滑槽和滑块,所述u型座通过蝶形螺栓与滑块连接,方便调节u型座的位置。
9.优选的,所述压力传感器的底部安装有网格板,所述安装腔的内壁两侧固定有螺纹孔块,所述网格板与螺栓孔块通过螺钉固定,安装维修便捷。
10.优选的,所述运输装置包括槽钢段,所述槽钢段的两侧转动安装有传动辊筒,两个所述传动辊筒之间安装有成网帘,所述成网帘的内侧与槽钢段内侧壁之间通过焊接横梁安装有涡壳风轮组件,所述涡壳风轮组件的两侧开口均安装有风管,右侧所述风管的内壁安装有电加热丝,所述槽钢段的后侧安装有第一电机,所述第一电机的电机轴与槽钢段的外壁之间通过支撑座和联轴器安装有第一转轴,所述涡壳风轮组件的风轮轴通过联轴器转动安装有贯穿于槽钢段的第二转轴,所述第一转轴和第二转轴之间通过锥齿轮副连接,所述第一转轴的另一端安装有第一齿式减速箱,所述第一齿式减速箱的动力输出端通过锥齿轮副与左侧所述传动辊筒的轴体连接,第一电机通过第一转轴和第二转轴使涡壳风轮组件工作,同时成网帘转动,左侧利用风管吸气,右边配合电加热丝吹出热风,对成网帘上纤维加热,使纤维软化便于分梳运输,同时热气流将成网帘上纤维剥离开输入至摩擦纺纱装置内。
11.优选的,所述风管的端口表面均匀交叉固定设置有充气耐磨橡胶块,减小空隙,提供负压吸附效果。
12.优选的,所述成网帘沿其运输方向的中段设有用于添加其他种类纤维的纤维添加装置,所述纤维添加装置可以为传送带或竖直设置的下料管,便于混合不同纤维。
13.优选的,所述摩擦纺纱装置包括左侧和右侧下方开口的矩形罩,所述矩形罩的内腔中部一体安装有带剪切口的隔板,所述矩形罩的内腔上部安装有弯折板,所述弯折板上安装有吸风通道,所述矩形罩、隔板和弯折板组成的空间内呈三角形转动安装有卷杆、分梳机构和一对间隔的尘笼,所述矩形罩的外壁通过焊接托板固定有第二电机,所述第二电机的电机轴与分梳机构同轴连接,所述矩形罩的外壁还转动安装有第三转轴,所述第三转轴与第二电机之间安装有第二齿式减速箱,所述托板上通过支撑座转动安装有第四转轴,所述第四转轴通过联轴器和锥齿轮副连接第二电机和第二齿式减速箱,所述第二齿式减速箱通过锥齿轮副与第三转轴连接,所述第三转轴通过第一链轮链条组件与卷杆连接,所述第三转轴通过第二链轮链条组件与其中一个尘笼连接,两个所述尘笼之间通过第三链轮链条组件连接,所述矩形罩的外壁还安装有与plc信号连接的报警器,通过第二电机及转轴和链轮链条组件使卷杆、分梳机构和一对间隔的尘笼转动,卷杆将运输装置上的纤维刮到高速旋转的分梳机构上,分梳机构利用离心力将纤维束梳理分解成单纤维状态,吸风通道与左侧风管连接,构成抽气式负压吸风装置,两尘笼同向回转,一只对凝聚纤维束产生一个向上的摩擦力,另一只对凝聚纤维束产生一个向下的摩擦力,从而形成回转力矩使纱条回转搓
捻成纱。
14.优选的,所述纱线收卷装置包括l型板,所述l型板的左侧壁中部设置有出线孔,所述l型板的中部前后相对安装有孔板,后侧所述孔板上滑动插接有t型杆,前侧所述孔板上滑动插接有花键套,所述t型杆和花键套的内端均安装有手动夹具,所述花键套内匹配插接有花键轴,所述花键套的外端转动安装有移动板,所述移动板通过第二弹簧与前侧所述孔板外壁连接,所述l型板的前侧通过焊接底座固定有第三电机,所述第三电机的电机轴外壁固定有与移动板转动贴合的凸轮,所述第三电机的电机轴外端通过锥齿轮副与花键轴连接,所述花键轴通过支撑座与底座连接,收线辊固定在两个手动夹具之间,可以前后移动的同时进行转动,完成收线。
15.与现有技术相比,本发明的有益效果是:本发明通过熔喷装置将熔体制成熔体纤维,运输装置承接熔体纤维并将其运输至摩擦纺纱装置的进料端;摩擦纺纱装置将熔体纤维凝聚加捻成纱,断纱自动翻盖机构进行防断纱检测,最后利用纱线收卷装置进行纱线收集,便于工人及时处理断纱情况,延长设备寿命,提高生产效率,具有市场推广价值。
附图说明
16.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
17.图1为本发明结构示意图;
18.图2为图1中断纱自动翻盖机构示意图;
19.图3为图2中plc控制原理图;
20.图4为图1中运输装置结构示意图;
21.图5为图1中摩擦纺纱装置结构示意图;
22.图6为图5横向局部剖视图;
23.图7为图1中纱线收卷装置结构示意图。
24.附图中,各标号所代表的部件列表如下:
[0025]1‑
机架,2
‑
熔喷装置,3
‑
运输装置,4
‑
摩擦纺纱装置,5
‑
断纱自动翻盖机构,6
‑
纱线收卷装置,500
‑
第一u型块,501
‑
穿线孔,502
‑
安装腔,503
‑
盖板,504
‑
夹线板,505
‑
气缸,506
‑
压力传感器,507
‑
过线钩,508
‑
第一弹簧,509
‑
手动伸缩杆,510
‑
第二u型块,511
‑
弯折u型杆,512
‑
螺栓螺母组件,513
‑
u型座,30
‑
槽钢段,31
‑
传动辊筒,32
‑
成网帘,33
‑
涡壳风轮组件,34
‑
风管,35
‑
电加热丝,36
‑
第一电机,37
‑
第二转轴,38
‑
第一转轴,39
‑
第一齿式减速箱,400
‑
矩形罩,401
‑
隔板,402
‑
卷杆,403
‑
分梳机构,404
‑
尘笼,405
‑
弯折板,406
‑
吸风通道,407
‑
第二电机,408
‑
第二齿式减速箱,409
‑
第三转轴,410
‑
第四转轴,411
‑
第一链轮链条组件,412
‑
第二链轮链条组件,413
‑
第三链轮链条组件,414
‑
报警器,600
‑
l型板,601
‑
出线孔,602
‑
孔板,603
‑
t型杆,604
‑
花键套,605
‑
手动夹具,606
‑
花键轴,607
‑
第三电机,608
‑
移动板,609
‑
第二弹簧,610
‑
凸轮。
具体实施方式
[0026]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0027]
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0028]
实施例
[0029]
请参阅图1
‑
3,实施方式具体为:
[0030]
本发明提供:一种含有断纱自动翻盖机构的纺纱机,包括机架1、熔喷装置2、运输装置3、摩擦纺纱装置4、断纱自动翻盖机构5和纱线收卷装置6,运输装置3、摩擦纺纱装置4、断纱自动翻盖机构5和纱线收卷装置6从左到右依次安装在机架1的水平台上,熔喷装置2安装在机架1的前侧面上且位于运输装置3的左上方;
[0031]
断纱自动翻盖机构5包括第一u型块500,第一u型块500的两侧上部相对设置有穿线孔501,第一u型块500的底部设置有两个安装腔502,左侧安装腔502的内壁转动安装有盖板503,盖板503的左端转动安装有贯穿延伸到左侧穿线孔501的夹线板504,盖板503的底部与左侧安装腔502之间转动安装有带电磁阀的气缸505,电磁阀信号连接有plc,plc信号连接时间继电器和压力传感器506,压力传感器506可拆卸安装在右侧安装腔502的底部,右侧安装腔502上垂直贯穿插接有过线钩507,过线钩507的底部通过焊接底板与安装腔502内壁顶部之间连接有第一弹簧508,第一u型块500的前后表面右下方水平安装有手动伸缩杆509,两个手动伸缩杆509的右端之间安装有第二u型块510,第二u型块510的内腔阻尼转动安装有弯折u型杆511,弯折u型杆511的内壁之间滑动安装有u型座513,第二u型块510上安装有螺栓螺母组件512,螺栓螺母组件512的螺栓外壁通过扭簧套接有弯折u型杆511,弯折u型杆511的内壁外侧设置有阶梯贯穿滑槽和滑块,u型座513通过蝶形螺栓与滑块连接,压力传感器506的底部安装有网格板,安装腔502的内壁两侧固定有螺纹孔块,网格板与螺栓孔块通过螺钉固定;通过熔喷装置2将熔体制成熔体纤维,运输装置3承接熔体纤维并将其运输至摩擦纺纱装置4的进料端;摩擦纺纱装置4将熔体纤维凝聚加捻成纱,纱线通过弯折u型杆511和u型座513贯穿穿线孔501和过线钩507,纱线断开松弛时,过线钩507在第一弹簧508作用下,向下移动,压力传感器506产生信号,进而plc配合时间继电器控制电磁阀打开,气缸505工作,使盖板503转动,夹线板504夹住纱线,方便工人维修。
[0032]
请参阅图4,运输装置3包括槽钢段30,槽钢段30的两侧转动安装有传动辊筒31,两个传动辊筒31之间安装有成网帘32,成网帘32的内侧与槽钢段30内侧壁之间通过焊接横梁安装有涡壳风轮组件33,涡壳风轮组件33的两侧开口均安装有风管34,右侧风管34的内壁安装有电加热丝35,槽钢段30的后侧安装有第一电机36,第一电机36的电机轴与槽钢段30的外壁之间通过支撑座和联轴器安装有第一转轴38,涡壳风轮组件33的风轮轴通过联轴器转动安装有贯穿于槽钢段30的第二转轴37,第一转轴38和第二转轴37之间通过锥齿轮副连接,第一转轴38的另一端安装有第一齿式减速箱39,第一齿式减速箱39的动力输出端通过
锥齿轮副与左侧传动辊筒31的轴体连接;风管34的端口表面均匀交叉固定设置有充气耐磨橡胶块;成网帘32沿其运输方向的中段设有用于添加其他种类纤维的纤维添加装置,纤维添加装置可以为传送带或竖直设置的下料管,纤维利用左侧的负压被吸附在成网帘32上,运输到右侧的热风处就行加热,利用一个电机完成运输和运输途中的固定;
[0033]
请参阅图5和6,摩擦纺纱装置4包括左侧和右侧下方开口的矩形罩400,矩形罩400的内腔中部一体安装有带剪切口的隔板401,矩形罩400的内腔上部安装有弯折板405,弯折板405上安装有吸风通道406,矩形罩400、隔板401和弯折板405组成的空间内呈三角形转动安装有卷杆402、分梳机构403和一对间隔的尘笼404,矩形罩400的外壁通过焊接托板固定有第二电机407,第二电机407的电机轴与分梳机构403同轴连接,矩形罩400的外壁还转动安装有第三转轴409,第三转轴409与第二电机407之间安装有第二齿式减速箱408,托板上通过支撑座转动安装有第四转轴410,第四转轴410通过联轴器和锥齿轮副连接第二电机407和第二齿式减速箱408,第二齿式减速箱408通过锥齿轮副与第三转轴409连接,第三转轴409通过第一链轮链条组件411与卷杆402连接,第三转轴409通过第二链轮链条组件412与其中一个尘笼404连接,两个尘笼404之间通过第三链轮链条组件413连接,矩形罩400的外壁还安装有与plc信号连接的报警器414,第二电机407及转轴和链轮链条组件使卷杆402、分梳机构403和一对间隔的尘笼404转动,卷杆402将运输装置3上的纤维刮到高速旋转的分梳机构403上,分梳机构403利用离心力将纤维束梳理分解成单纤维状态,吸风通道406与左侧风管34连接,构成抽气式负压吸风装置,两尘笼404在第三链轮链条组件413作用下同向回转,一只对凝聚纤维束产生一个向上的摩擦力,另一只对凝聚纤维束产生一个向下的摩擦力,从而形成回转力矩使纱条回转搓捻成纱。
[0034]
请参阅图7,纱线收卷装置6包括l型板600,l型板600的左侧壁中部设置有出线孔601,l型板600的中部前后相对安装有孔板602,后侧孔板602上滑动插接有t型杆603,前侧孔板602上滑动插接有花键套604,t型杆603和花键套604的内端均安装有手动夹具605,花键套604内匹配插接有花键轴606,花键套604的外端转动安装有移动板608,移动板608通过第二弹簧609与前侧孔板602外壁连接,l型板600的前侧通过焊接底座固定有第三电机607,第三电机607的电机轴外壁固定有与移动板608转动贴合的凸轮610,第三电机607的电机轴外端通过锥齿轮副与花键轴606连接,花键轴606通过支撑座与底座连接,收线辊固定在两个手动夹具605之间,纱线穿过出线孔601与其缠绕,第三电机607通过凸轮610使移动板608前后移动,进而收线辊前后移动,花键轴606和花键套604配合,使收线辊前后移动的同时又转动,进而收线均匀。
[0035]
工作原理:通过熔喷装置2将熔体制成熔体纤维,运输装置3承接熔体纤维并将其运输至摩擦纺纱装置4的进料端;摩擦纺纱装置4将熔体纤维凝聚加捻成纱,断纱自动翻盖机构5进行防断纱检测,最后利用纱线收卷装置6进行纱线收集。
[0036]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0037]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽
叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1