立体袋成袋器的制作方法
1.本实用新型涉及物料包装制袋装置技术领域,更具体地说涉及一种立体袋成袋器。
背景技术:
2.立体袋是目前常用的食品包装袋,由于立体袋的两侧具有m型的压痕,因此也称作m袋。在制作立体袋时,传统的成型方式是通过滚轮挤压方式成型,传统滚轮挤压成型方式是通过凹轮和凸轮滚动挤压形成立体袋痕迹。但现有滚轮挤压成型装置的机构冗杂,效率低下,尤其是轮子之间均在同心问题,导致压痕位置变动频繁,容易出现褶皱。
3.国家知识产权局于2020年6月12日,公开了一件公开号为cn111267405a,名称为“一种立体袋成型装置及方法”的发明专利申请,该发明专利公开了一种立体袋成型装置及方法,所述立体袋成型装置包括主架体,所述主架体上设置有用于传送包装膜的传送机构、设置在所述传送机构之间的压痕成型模组,其中,所述压痕成型模组前端设置有用于对包装膜进行加热的预热机构;所述压痕成型模组包括压板机构以及设置在所述压板机构上的压痕成型机构,所述压痕成型机构包括相对设置且用于对包装膜的压痕进行挤压成的第一压块组件和第二压块组件,用于形成m型压痕;该申请通过第一压块组件和第二压块组件对包装膜进行直接挤压成型,包装膜的压痕明显、尺寸精确,成型过程没有褶皱,并且避免了滚轮挤压成型方式的跑偏问题。
4.上述现有技术中的立体袋成型装置为间歇式压痕成型,即压痕成型模组对包装膜进行压制时,需要包装膜处于静止状态,因此其属于间断式运动,压制效率较低,且无法直接对接包装机。
技术实现要素:
5.为了克服上述现有技术中存在的缺陷和不足,本实用新型提供了一种立体袋成袋器,本实用新型的发明目的在于解决现有技术中立体袋成型压制的间断成型压制效率低的问题,本实用新型提供的立体袋成袋器,通过各折边板的配合,实现包装膜的一次成型制袋,对连续输送的包装膜进行折叠制袋,经本技术的成袋器折叠后形成折边膜袋,后续则可对折边膜袋进行压痕加强的操作,如熨压等操作。本实用新型的成袋器是一次成型,制袋效率有较大提升,后续也可与包装机直接对接。
6.为了解决上述现有技术中存在的问题,本实用新型是通过下述技术方案实现的:
7.立体袋成袋器,包括成型固定板、内侧成型板ⅰ、内侧成型板ⅱ、外成型板ⅰ和外成型板ⅱ,所述成型固定板垂直于内侧成型板ⅰ和内侧成型板ⅱ;所述内侧成型板ⅰ和内侧成型板ⅱ以成型固定板为镜像基准面呈镜像对称分布在成型固定板两侧;外成型板ⅰ和外成型板ⅱ以成型固定板为镜像基准面且呈镜像对称分布在成型固定板两侧;所述内侧成型板ⅰ和内侧成型板ⅱ均包括第一折边件和第二折边件,所述第一折边件和第二折边件之间通过隔断件隔开,且沿包装膜前进方向,第一折边件与第二折边件之间的距离逐渐缩短;所述
外成型板ⅰ和外成型板ⅱ均包括第三折边件和第四折边件,所述第三折边件和第四折边件之间具有间隔,且该间隔沿包装膜前进方向逐渐缩小;第一折边件和第二折边件之间形成的开口与第三折边件和第四折边件之间形成间隔相对,且所述第三折边件位于第一折边件和第二折边件之间,所述第二折边件位于第三折边件和第四折边件之间。
8.在成型固定板上的包装膜输入端设置有摆块,所述摆块的一端铰接在成型固定板上,摆块的另一端安装有辊角轮。
9.所述辊角轮设置有两个,通过转动轴对称安装在摆块两侧。
10.所述立体袋成袋器还包括导柱和调节杆,导柱与调节杆平行设置,所述成型固定板固定在导柱上;所述外成型板ⅰ和外成型板ⅱ均通过导套与导柱滑动配合连接;所述外成型板ⅰ和外成型板ⅱ与调节杆通过调节牙套连接,调节杆与调节牙套配合调整外成型板ⅰ和外成型板ⅱ的位置。
11.所述立体袋成袋器还包括倒边板ⅰ和倒边板ⅱ,所述倒边板ⅰ和倒边板ⅱ设置在立体袋成袋器的输出端,倒边板ⅰ固定在外成型板ⅰ上,倒边板ⅱ固定在外成型板ⅱ上,倒边板ⅰ的端部将折边膜袋的中缝处的一膜边向内弯折,倒边板ⅱ的端部将折边膜袋中缝处的另一膜边压在弯折的膜边上。
12.所述外成型板ⅰ和外成型板ⅱ外侧均设置有固定加强板。
13.与现有技术相比,本实用新型所带来的有益的技术效果表现在:
14.1、本实用新型中的立体袋成袋器为一次成型,而常规制袋机的工序,需要分几步成型,第一步需要折出第一道折边,第二部再用辊轮的形式加到边条进行第二到折边,而后再经过锥轮和倒边板等零件理膜,使其更加平整;而本技术立体袋成袋器一次成型的优势在于减少了更多的复杂工序,直接一步成型到位,不易出现错位的情况,方便操作,也方便调节。
15.2、本实用新型在立体袋成袋器的包装膜输入端设置摆块和辊角轮,可以对输入的包装膜进行导膜整理,方便包装膜对中,防止包装膜发生偏斜。
16.3、本实用新型的立体袋成袋器还包括导柱和调节杆,方便调节外成型板ⅰ和外成型板ⅱ的位置,从而方便更换内成型板和外成型板,以适应不同包装规格的膜袋成型。
17.4、本实用新型的立体袋成袋器还包括倒边板,对成型后的膜袋的中缝处的膜边进行折叠整理,使得成型后的膜袋的中缝位置也存在整齐的折痕,方便其在包装机中成型后的包装产品效果更好,中封效果更好。
18.5、本实用新型在外成型板ⅰ和外成型板ⅱ外侧均设置有固定加强板。加强了外成型板ⅰ和外成型板ⅱ的稳定性,给外成型板ⅰ和外成型板ⅱ提供较强的支撑力,防止发生变形、偏斜。
附图说明
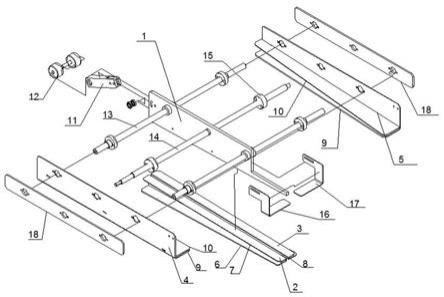
19.图1为本实用新型立体袋成袋器的爆炸结构示意图;
20.图2为本实用新型立体袋成袋器与送膜装置相连的立体结构示意图;
21.图3为本实用新型立体袋成袋器的俯视结构示意图;
22.附图标记:1、成型固定板,2、内侧成型板ⅰ,3、内侧成型板ⅱ,4、外成型板ⅰ,5、外成型板ⅱ,6、第一折边件,7、第二折边件,8、隔断件,9、第三折边件,10、第四折边件,11、摆块,
12、辊角轮,13、导柱,14、调节杆,15、调节牙套,16、倒边板ⅰ,17、倒边板ⅱ,18、固定加强板。
具体实施方式
23.下面结合说明书附图,对本实用新型的技术方案作出进一步详细的阐述。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
24.参照说明书附图1、图2和图3,本实施例公开了立体袋成袋器,包括成型固定板1、内侧成型板ⅰ2、内侧成型板ⅱ3、外成型板ⅰ4和外成型板ⅱ5,所述成型固定板1垂直于内侧成型板ⅰ2和内侧成型板ⅱ3;所述内侧成型板ⅰ2和内侧成型板ⅱ3以成型固定板1为镜像基准面呈镜像对称分布在成型固定板1两侧;外成型板ⅰ4和外成型板ⅱ5以成型固定板1为镜像基准面且呈镜像对称分布在成型固定板1两侧;所述内侧成型板ⅰ2和内侧成型板ⅱ3均包括第一折边件6和第二折边件7,所述第一折边件6和第二折边件7之间通过隔断件8隔开,且沿包装膜前进方向,第一折边件6与第二折边件7之间的距离逐渐缩短;所述外成型板ⅰ4和外成型板ⅱ5均包括第三折边件9和第四折边件10,所述第三折边件9和第四折边件10之间具有间隔,且该间隔沿包装膜前进方向逐渐缩小;第一折边件6和第二折边件7之间形成的开口与第三折边件9和第四折边件10之间形成间隔相对,且所述第三折边件9位于第一折边件6和第二折边件7之间,所述第二折边件7位于第三折边件9和第四折边件10之间。
25.平展的包装膜的两侧边分别由第一折边件6、第二折边件7、第三折边件9和第四折边件10折叠成m型折边膜袋,第一折边件6与第三折边件9配合形成了第一内折痕,第三折边件9与包装膜接触部位形成外折痕,第二折边件7与第四折边件10形成第二内折痕,从而形成侧面呈m型折痕的折边膜袋,包装膜折叠后的两侧膜边形成膜袋的中缝,与成型固定板1对应。本技术立体袋成袋器一次成型的优势在于减少了更多的复杂工序,直接一步成型到位,不易出现错位的情况,方便操作,也方便调节。
26.作为本实施例的一种实施方式,如图2所示,将本技术的立体袋成袋器安装在机架上,与送膜装置对接,由送膜装置输出的包装膜由第一折边件6底部经过,包装膜两侧的膜边穿接在由第一折边件6、第二折边件7、第三折边件9和第四折边件10形成的m型折叠通道,由第一折边件6、第二折边件7、第三折边件9和第四折边件10形成的m型折叠通道的间隙逐渐变小,则包装膜两侧膜边逐渐会与成型固定板1接触,在成型固定板1处形成折边膜袋的中缝,经成袋器输出之后的包装膜即形成折边膜袋。
27.作为本实施例的又一种实施方式,如图3所示,在成型固定板1上的包装膜输入端设置有摆块11,所述摆块11的一端铰接在成型固定板1上,摆块11的另一端安装有辊角轮12。所述辊角轮12设置有两个,通过转动轴对称安装在摆块11两侧。可以对输入的包装膜进行导膜整理,方便包装膜对中,防止包装膜发生偏斜。
28.作为本实施例的又一种实施方式,如图1和图2所示,所述立体袋成袋器还包括导柱13和调节杆14,导柱13与调节杆14平行设置,所述成型固定板1固定在导柱13上;所述外成型板ⅰ4和外成型板ⅱ5均通过导套与导柱13滑动配合连接;所述外成型板ⅰ4和外成型板ⅱ5与调节杆14通过调节牙套15连接,调节杆14与调节牙套15配合调整外成型板ⅰ4和外成型板ⅱ5的位置。方便调节外成型板ⅰ4和外成型板ⅱ5的位置,从而方便更换内成型板和外
成型板,以适应不同包装规格的膜袋成型。
29.作为本实施例又一种实施方式,如图1和图3所示,所述立体袋成袋器还包括倒边板ⅰ16和倒边板ⅱ17,所述倒边板ⅰ16和倒边板ⅱ17设置在立体袋成袋器的输出端,倒边板ⅰ16固定在外成型板ⅰ4上,倒边板ⅱ17固定在外成型板ⅱ5上,倒边板ⅰ16的端部将折边膜袋的中缝处的一膜边向内弯折,倒边板ⅱ17的端部将折边膜袋中缝处的另一膜边压在弯折的膜边上。对成型后的膜袋的中缝处的膜边进行折叠整理,使得成型后的膜袋的中缝位置也存在整齐的折痕,方便其在包装机中成型后的包装产品效果更好,中封效果更好。
30.作为本实施例又一种实施方式,图1和图3所示,在外成型板ⅰ4和外成型板ⅱ5外侧均设置有固定加强板18。加强了外成型板ⅰ4和外成型板ⅱ5的稳定性,给外成型板ⅰ4和外成型板ⅱ5提供较强的支撑力,防止发生变形、偏斜。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1