一种改进型纸板压线装置的制作方法
1.本实用新型属于纸板压线的技术领域,具体的说,涉及一种改进型纸板压线装置。
背景技术:
2.在生产纸箱的过程中,为了便于纸板的弯折,并装订成箱,对纸板进行压线的步骤是不可缺少的,通过对纸板压线,使得纸板便于折叠或弯折。为了避免纸板的翻折的过程中发生断裂,需要使用碰线机来实现,碰线机一方面价格较为昂贵,另一方面需要多人来操作,投入成本较大。而且,现有的碰线机对纸板压线后,纸板只能单向翻折,反向翻折时极易发生断裂的现象。并且,纸板的大小不一时,无法保证压线符合预定的要求。
技术实现要素:
3.本实用新型提供一种改进型纸板压线装置,用以降低投入成本,提高纸板压线部位的强度及韧性,并保证宽度不同的纸板压线符合预定的要求。
4.为实现上述目的,本实用新型所采用的技术方案如下:
5.一种改进型纸板压线装置,包括沿纸板的输送方向依次设置的预压对辊、韧性提升对辊、初压线对辊及定型压线对辊,于所述初压线对辊和定型压线对辊之间设置有纸板边沿切割机构。
6.进一步的,所述纸板切割机构包括安装于机体上的转杆,于所述转杆上且位于纸板的两侧位置处分别安装有可随转杆转动的切割刀片。
7.进一步的,所述预压对辊包括两上下设置的预压辊,所述预压辊的轴向截面为矩形,纸板的上下端面经两预压辊滚压分别形成有预压凹痕。
8.进一步的,所述预压辊的宽度为26.8-27.2mm。
9.进一步的,所述韧性提升对辊包括上凸辊和下凹辊,所述上凸辊的外周面上形成有圆弧形辊压面,所述圆弧形辊压面的轴截面为第一半圆形,所述第一半圆形的半径为15.8-16.1mm;所述下凹辊的外周面上形成有下凹的韧性提升凹槽,所述韧性提升凹槽的轴截面为第一圆弧形,所述第一圆弧形的半径为15mm,第一圆弧形的宽度为22.0-22.2mm。
10.进一步的,所述初压线对辊包括第一上双线压辊和第一下双线压辊,所述第一上双线压辊的外周面上形成有两个并排的第一压线凹槽,各所述第一压线凹槽的轴截面为第二圆弧形,所述第二圆弧形的半径为10.0mm,第二圆弧形的宽度为11.9-12.2mm;所述第一下双线压辊的外周面上形成有与两第一压线凹槽一一对应的第一压线面,所述第一压线面的轴截面为第二半圆形,所述第二半圆形的半径为3.9-4.0mm;两第一压线凹槽的中心距为12.9-13.1mm。
11.进一步的,所述定型压线对辊包括第二上双线压辊和第二下双线压辊,所述第二上双线压辊的外周面上形成有两个并排的第二压线凹槽,各所述第二压线凹槽的轴截面为第三圆弧形,所述第三圆弧形的半径为5.7-6.2mm,第三圆弧形的宽度为11.4-12.4mm;所述第二下双线压辊的外周面上形成有与两第二压线凹槽一一对应的第二压线面,所述第二压
线面的轴截面为第三半圆形,所述第三半圆形的半径为4.0-4.2mm;两第二压线凹槽的中心距为12.9-13.1mm。
12.本实用新型由于采用了上述的结构,其与现有技术相比,所取得的技术进步在于:本实用新型采用预压对辊、韧性提升对辊、初压线对辊及定型压线对辊来代替碰线机,实现对纸板的压线,降低了投入成本,而且由于纸板经预压对辊压迫后发生形变,并形成后续对辊滚压的区域,纸板被滚压部分初步形变后,再通过韧性提升对辊将滚压的区域内的纸板部分的韧性提升,用来满足后续的滚压及翻折过程中不会裂开;之后,初压线对辊对提升韧性的纸板部分进行滚压,形成预压线,最后定型压线对辊对预压线进行进一步滚压,形成弯折线;同时,由于切割机构的设置,使得宽度大于标准的纸板的边沿被切割下来,使得所得到的压线后的纸板的宽度相同;综上可知,本实用新型降低了投入成本,提高了纸板压线部位的强度及韧性,并保证了宽度不同的纸板压线符合预定的要求。
附图说明
13.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
14.在附图中:
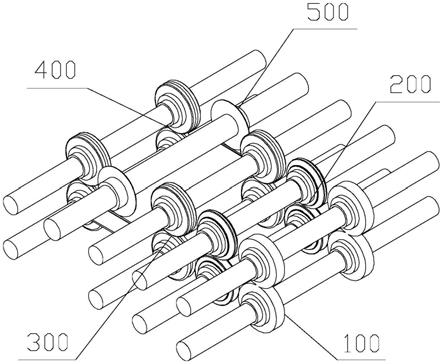
15.图1为本实用新型实施例的结构示意图;
16.图2为本实用新型实施例预压对辊对纸板滚压的结构示意图;
17.图3为本实用新型实施例韧性提升对辊对纸板滚压的结构示意图;
18.图4为本实用新型实施例初压线对辊对纸板滚压的结构示意图;
19.图5为本实用新型实施例定型压线对辊对纸板滚压的结构示意图。
20.标注部件:100-预压对辊,200-韧性提升对辊,201-上凸辊,202-第一半圆形,203-下凹辊,204-第一圆弧形,300-初压线对辊,301-第一上双线压辊,302-第一压线凹槽,303-第一下双线压辊,304-第二半圆形,400-定型压线对辊,401-第二上双线压辊,402-第二压线凹槽,403-第二下双线压辊,404-第三半圆形,500-切割机构,600-纸板。
具体实施方式
21.以下结合附图对本实用新型的优选实施例进行说明。应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
22.本实用新型公开了一种改进型纸板压线装置,如图1所示,包括沿纸板600的输送方向依次设置的预压对辊100、韧性提升对辊200、初压线对辊300及定型压线对辊400,在初压线对辊300和定型压线对辊400之间设置有纸板600边沿切割机构500。本实用新型的工作原理及优势在于:本实用新型采用预压对辊100、韧性提升对辊200、初压线对辊300及定型压线对辊400来代替碰线机,实现对纸板600的压线,降低了投入成本,而且由于纸板600经预压对辊100压迫后发生形变,并形成后续对辊滚压的区域,纸板600被滚压部分初步形变后,再通过韧性提升对辊200将滚压的区域内的纸板600部分的韧性提升,用来满足后续的滚压及翻折过程中不会裂开;之后,初压线对辊300对提升韧性的纸板600部分进行滚压,形成预压线,最后定型压线对辊400对预压线进行进一步滚压,形成弯折线;同时,由于切割机构500的设置,使得宽度大于标准的纸板600的边沿被切割下来,使得所得到的压线后的纸
板600的宽度相同;综上可知,本实用新型降低了投入成本,提高了纸板600压线部位的强度及韧性,并保证了宽度不同的纸板600压线符合预定的要求。
23.作为本实用新型一个优选的实施例,如图1所示,纸板600切割机构500包括安装在机体上的转杆,在该转杆上且位于纸板600的两侧位置处分别安装有可随转杆转动的切割刀片,当纸板600经过切割刀片时,切割刀片将纸板600相对应的位置切割分离。
24.作为本实用新型一个优选的实施例,如图2所示,预压对辊100包括两上下设置的预压辊,其中,预压辊的轴向截面为矩形,纸板600的上下端面经两预压辊滚压分别形成有预压凹痕。预压辊的宽度为26.8-27.2mm,优选的为27mm。在纸板600被预压辊滚压的过程中,纸板600的上下端面均发生凹陷,这样避免纸板600单向凹陷而造成断裂的现象发生,而且被滚压的部分的致密性提升,抗弯折能力相应的提升。
25.作为本实用新型一个优选的实施例,如图3所示,韧性提升对辊200包括上凸辊201和下凹辊203,上凸辊201的外周面上形成有圆弧形辊压面,该圆弧形辊压面的轴截面为第一半圆形202,第一半圆形202的半径为15.8-16.1mm,优选的为16.0mm;下凹辊203的外周面上形成有下凹的韧性提升凹槽,该韧性提升凹槽的轴截面为第一圆弧形204,第一圆弧形204的半径为15mm,第一圆弧形204的宽度为22.0-22.2mm,优选的为22.0mm。韧性提升对辊200对纸板600被滚压的区域进行向下单向滚压,纸板600的下端面外延伸,纸板600的上端面向内收缩,提高了纸板600上、下端面延展和内弯折的能力,并且进一步提高了纸板600的韧性。
26.作为本实用新型一个优选的实施例,如图4所示,初压线对辊300包括第一上双线压辊301和第一下双线压辊303,该第一上双线压辊301的外周面上形成有两个并排的第一压线凹槽302,每个第一压线凹槽302的轴截面为第二圆弧形,第二圆弧形的半径为10.0mm,第二圆弧形的宽度为11.9-12.2mm,优选的为12.0mm;第一下双线压辊303的外周面上形成有与两第一压线凹槽302一一对应的第一压线面,该第一压线面的轴截面为第二半圆形304,第二半圆形304的半径为3.9-4.0mm,优选的为4.0mm;两第一压线凹槽302的中心距为12.9-13.1mm,优选的为13.0mm。初压线对辊300对纸板600进行单向滚压,即向上滚压,纸板600的上端面相对应的位置外延伸,纸板600的下端面相对应的位置向内收缩,进而将纸板600的韧性提高到最大程度;同时,滚压形成两条半成型的弯折线
27.作为本实用新型一个优选的实施例,如图5所示,定型压线对辊400包括第二上双线压辊401和第二下双线压辊403,该第二上双线压辊401的外周面上形成有两个并排的第二压线凹槽402,每个第二压线凹槽402的轴截面为第三圆弧形,第三圆弧形的半径为5.7-6.2mm,优选的为6.0mm,第三圆弧形的宽度为11.4-12.4mm,优选的为12.0mm;第二下双线压辊403的外周面上形成有与两第二压线凹槽402一一对应的第二压线面,该第二压线面的轴截面为第三半圆形404,第三半圆形404的半径为4.0-4.2mm,优选的为4.0mm;两第二压线凹槽402的中心距为12.9-13.1mm,优选的为13.0mm。本实施例将半成型的弯折线滚压成型,并且,使得弯折线的宽度在确保360
°
弯折的前提下,宽度最小,这样确保了后续生产出的纸箱边沿笔直,且边沿尽量避免浪费纸板600的有效面积,提升纸箱的装货量。
28.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征
进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型权利要求保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1