一种制备编织袋的装置的制作方法
1.本实用新型涉及编织袋制备技术,具体为一种制备编织袋的装置,其包括机架、撑袋装置、抓袋装置、输送装置、切割装置、袋尾夹持装置及封底装置;所述撑袋装置包含保持装置及填充装置,将编织袋口撑开,所述抓袋装置从撑袋装置上抓取编织袋,所述输送装置用于将抓纱装置沿编织袋长度方向输送至工作位置,所述切割装置用电阻丝切割编织袋,所述袋尾夹持装置夹持切割开的编织袋,所述封底装置采用缝纫机缝合编织袋底,应用所述制备编织袋的装置制备编织袋可靠性高,编织袋移动过程中的每一步都是确定性的都是可控的,比用负压吸取编织袋移动的方案可靠性高,所制备的编织袋开口端两层编织袋不粘连。
背景技术:
2.编织袋制袋设备是比较成熟的设备,但是由于编织袋的切割普遍采用热切割,造成切割后的编织袋在其开口端会有不同程度的粘结,不利于用编织袋进行包装物料时自动打开编织袋口,因此,一般需要在制袋过程中或在使用编织袋包装物料前由人工将粘结的袋口打开,应用不方便,并且,一般在包装设备上使用编织袋的速度不会特别快,例如在筒子纱自动包装机上一般情况下接近一分钟才用一个编制袋。还有利用搓口装置将热切的编织袋口搓开的编织袋制袋设备,其工作过程中也可能会出现搓不开的情况。
3.鉴于以上情况,本实用新型设计一种制备编织袋的装置,编织袋被切断处的两层编织袋是处于分开状态,这样热切制成的编织袋能保证切口不会脱边,同时开口不会粘合,由于所述制备编织袋的装置制袋速度不会太快,适用于用编织袋进行包装的设备上,例如筒子纱的编织袋自动包装等,制备的编织袋只要能供给包装设备使用即可。
技术实现要素:
4.对现有技术的不足,本实用新型要解决的技术问题是,提供一种制备编织袋的装置,用于自动制备开口端两层编织袋不粘连的编织袋,其解决方案是:
5.一种制备编织袋的装置,其包括机架、撑袋装置、抓袋装置、输送装置、切割装置、袋尾夹持装置及封底装置;
6.所述机架为框架结构部件;
7.所述撑袋装置包含保持装置及填充装置,
8.所述保持装置为通过轴承座安装在机架上的至少两根平行、可转动的无动力滚筒,
9.所述填充装置包含至少两根作为保持辊的互相平行的无动力滚筒、保持辊安装板、撑口板及撑口侧板,保持辊两端安装在保持辊安装板上形成一个框子状的结构,框子状结构装配在保持装置之间,受保持装置无动力滚筒的约束,两块撑口板平行安装在保持辊安装板上,两根撑口侧板为水平布置的长条板状部件,撑口板长度方向与保持辊长度方向垂直,撑口侧板的垂直方向安装有两根光轴,光轴穿过保持辊安装板上安装的两个直线轴
承中,光轴长度方向与保持辊平行,光轴一端垂直固定安装在撑口侧板上,另一端的末端与其安装的保持辊安装板之间安装拉伸弹簧,弹簧拉动两个撑口侧板向互相远离的方向,编织袋在限位辊和保持辊之间穿过,保持辊、保持辊安装板、撑口板及撑口侧板组成的结构体位于编织袋的内侧,上下两片撑口板及左右两块撑口侧板将编织袋口撑开。
10.两块撑口板的上、下两侧分别安装按袋气缸,按袋气缸的气缸杆伸出时按动两片撑口板互相靠近。
11.所述抓袋装置包含抓袋翻转板、抓袋下压板、抓袋下压板气缸、抓袋上压板、抓袋上压板气缸、抓袋翻转板铰链、抓袋翻转气缸、抓袋安装板,抓袋下压板安装在抓袋下压板气缸的气缸杆末端,抓袋上压板安装在抓袋上压板气缸的气缸杆末端,抓袋下压板气缸及抓袋上压板气缸安装在槽型的抓袋翻转板上,抓袋下压板及抓袋上压板与抓袋翻转板的槽相对,抓袋下压板气缸及抓袋上压板气缸的气缸杆缩回时,上、下两片撑口板分别位于抓袋下压板、抓袋上压板与抓袋翻转板内侧之间,抓袋下压板气缸及抓袋上压板气缸的气缸杆伸出时,抓袋下压板与抓袋上压板分别与抓袋翻转板的内侧之间抓住被撑口板撑住的编织袋的边沿。抓袋翻转板通过抓袋翻转板铰链可摆动悬挂安装在抓袋安装板下方,安装在抓袋安装板上的抓袋翻转气缸的气缸杆通过鱼眼轴承连接至抓袋翻转板,抓袋翻转气缸拉动抓袋翻转板在水平位置与铅锤位置之间摆动,
12.所述输送装置包含移袋导向元件及移袋驱动元件,移袋驱动元件驱动抓袋装置沿移袋导向元件移动,输送装置用于将抓纱装置沿编织袋长度方向输送至工作位置。
13.所述切割装置包含电阻丝及电阻丝驱动部件,电阻丝驱动部件驱动水平的电阻丝铅锤方向移动切割编织袋。
14.所述袋尾夹持装置包含夹持组件及袋尾移动组件,所述夹持组件包含下夹袋气缸、下夹袋杆、上夹袋杆、上夹袋气缸、夹袋框,所述袋尾移动组件包含夹袋接送气缸、夹袋框导轨、夹袋框滑块,夹袋框为顶部开口的矩形框,两个下夹袋气缸及两个上夹袋气缸的气缸杆相对安装在夹袋框上,两段下夹袋杆及两段上夹袋杆分别安装在两个下夹袋气缸及两个上夹袋气缸的气缸杆上,夹袋框悬挂安装在夹袋框滑块下方,夹袋框滑块悬挂活动装配在安装在机架上的夹袋框导轨的下方,夹袋接送气缸安装在机架上,夹袋接送气缸的气缸杆安装在夹袋框上,夹袋接送气缸驱动夹袋框沿夹袋框导轨长度方向移动,夹袋框导轨与移袋导轨平行。下夹袋气缸及上夹袋气缸的气缸杆伸出时,下夹袋杆与上夹袋杆的相邻面与撑口侧板的高度相同。
15.所述封底装置包含缝纫机及缝纫机移动驱动导向部件,缝纫机移动驱动导向部件包含缝口移动皮带、缝口导轨、缝口电机、缝口支架,缝纫机通过滑块可滑动装配在缝口支架上的缝口导轨上,由缝口电机通过缝口移动皮带拖动水平移动,缝纫机的移动方向与移袋导轨的长度方向相垂直,缝纫机的缝纫区高度与撑口侧板的高度相同。
16.籍由以上机构,所述制备编织袋的装置的工作原理为:将卷装的编织袋筒料拉出头端,将编织袋开口端穿过保持装置及填充装置之间,编织袋将填充装置包围在编织袋内,抓袋装置抓住被撑口板撑住的编织袋的边沿;输送装置的移袋电机驱动抓袋装置向远离撑口板的方向移动将编织袋拉出至预期的长度,抓袋装置停止移动;按袋气缸按动两片撑口板互相靠近,便于切袋的电阻丝将编织袋切断;袋尾夹持装置夹持住编织袋,切割装置的电阻丝抬起过程中将编织袋热切开;袋尾夹持装置带动编织袋尾部移动到远离切割装置的位
置处,抓袋装置也继续向远离撑口板的方向移动,封底装置的缝纫机将编织袋底缝合;袋尾夹持装置放开编织袋,抓袋装置向远离撑口板的方向继续移动,至其需要放开编织袋的工艺位置,放开编织袋,输送装置向靠近撑口板的方向返回至夹取编织袋的位置处,可以开始新的一次编织袋制备过程。应用所述制备编织袋的装置制备编织袋可靠性高,编织袋移动过程中的每一步都是确定性的,都是可控的,比用负压吸取编织袋移动的方案可靠性高。
附图说明
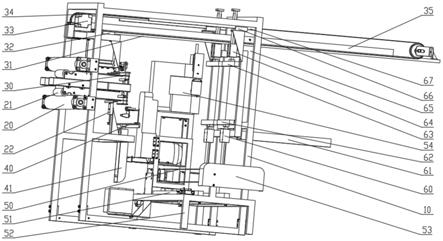
17.图1为本实用新型一种制备编织袋的装置实施例的结构斜侧视示意图。
18.图2为本实用新型一种制备编织袋的装置实施例的结构主视示意图。
19.图3为本实用新型一种制备编织袋的装置实施例的结构俯视示意图。
20.图4为本实用新型一种制备编织袋的装置实施例的结构左视示意图。
21.图5为本实用新型一种制备编织袋的装置实施例的撑袋装置原理示意图。
22.图6为本实用新型一种制备编织袋的装置实施例的填充装置原理示意图。
23.图7为本实用新型一种制备编织袋的装置实施例的抓袋装置原理示意图。
24.图中:10.机架 20.限位辊 21.保持辊 22.按袋气缸 23.保持辊安装板 24.撑口板 25.撑口侧板 26.轴承座 27.光轴 28.直线轴承 30.抓袋翻转板301.抓袋下压板302.抓袋下压板气缸303.抓袋上压板304.抓袋上压板气缸305.抓袋翻转板铰链306.抓袋翻转气缸307.抓袋移动支撑板 31.移袋导轨 32.移袋滑块 33.移袋电机 34.移袋皮带 35.移袋加强杆 40.切袋支架 41.切袋气缸 50.缝口移动皮带 51.缝口导轨 52.缝口支架 53.缝口电机防护罩 54.缝纫机 60.下夹袋气缸 61.夹袋接送气缸 62.下夹袋杆 63.上夹袋杆 64.上夹袋气缸 65.夹袋框 66.夹袋框滑块 67.夹袋框导轨
具体实施方式
25.下面结合图例给出本实用新型制备编织袋的装置的具体实施例,实施例仅是对本实用新型的举例说明,并不构成对本实用新型权利要求的限制,本实用新型未述及之处适用于现有技术。
26.一种制备编织袋的装置,其包括机架、撑袋装置、抓袋装置、输送装置、切割装置、袋尾夹持装置及封底装置;
27.所述机架为框架结构部件;
28.所述撑袋装置包含保持装置及填充装置,
29.所述保持装置为通过轴承座26安装在机架10上的两根(当然不排除上下各两根)平行的、可转动的限位辊20,所述限位辊20为无动力滚筒,
30.所述填充装置包含保持辊(无动力滚筒)21、保持辊安装板23、撑口板24及撑口侧板25,4根保持辊21两端安装在保持辊安装板23上形成一个框子状的结构,框子状结构装配在限位辊20之间,受上下两根限位辊20的约束,不排除采用四根限位辊20配合两根保持辊21、或者四根限位辊20配8跟保持辊等方案,只要是保持装置能将填充装置限制在内侧就可以,撑口板24安装在保持辊安装板23上,两根撑口侧板25为长条板状部件,撑口侧板25的垂直方向安装有两根光轴27,光轴27穿过保持辊安装板23上安装的两个直线轴承28中,光轴27长度方向与保持辊21平行,光轴27一端垂直固定安装在撑口侧板25上,另一端的末端与
其安装的保持辊安装板23之间安装拉伸弹簧,弹簧拉动两个撑口侧板25向互相远离的方向,编织袋在限位辊20和保持辊21之间穿过,保持辊21、保持辊安装板23、撑口板24及撑口侧板25组成的结构体位于编织袋的内侧,上下两片撑口板24及左右两块撑口侧板25将编织袋口撑开。
31.为了控制编织袋被上下两片撑口板24撑开口的间距,在两块撑口板24的上下两侧安装按袋气缸22,按袋气缸22的气缸杆伸出时按动两片撑口板24互相靠近,便于切袋的电阻丝将编织袋切断,如果两片撑口板24之间的间距大,电阻丝将编织袋切开后的切口上下两层容易对不齐。
32.所述抓袋装置包含抓袋翻转板30、抓袋下压板301、抓袋下压板气缸302、抓袋上压板303、抓袋上压板气缸304、抓袋翻转板铰链305、抓袋翻转气缸306、抓袋安装板307,
33.抓袋下压板301安装在抓袋下压板气缸302的气缸杆末端,抓袋上压板303安装在抓袋上压板气缸304的气缸杆末端,抓袋下压板气缸302及抓袋上压板气缸304安装在槽型的抓袋翻转板30上,抓袋下压板301及抓袋上压板303与抓袋翻转板30的槽相对,抓袋下压板气缸302及抓袋上压板气缸304的气缸杆缩回时,上、下两片撑口板24分别位于抓袋下压板301、抓袋上压板303与抓袋翻转板内侧之间,抓袋下压板气缸302及抓袋上压板气缸304的气缸杆伸出时,抓袋下压板301与抓袋上压板303分别与抓袋翻转板的内侧之间抓住被撑口板24撑住的编织袋的边沿。抓袋翻转板30通过抓袋翻转板铰链305可摆动悬挂安装在抓袋安装板307下方,安装在抓袋安装板307上的抓袋翻转气缸306的气缸杆通过鱼眼轴承连接至抓袋翻转板30,抓袋翻转气缸306拉动抓袋翻转板30在水平位置与铅锤位置之间摆动,
34.所述输送装置包含移作为移袋导向元件的移袋导轨31、移袋滑块32,以及作为移袋驱动元件的移袋电机33、移袋皮带34、移袋加强杆35,抓袋安装板307固定安装在移袋滑块32下面,移袋滑块32由安装在机架10上的移袋电机33通过移袋皮带34拖动沿移袋导轨31移动,为了增加移袋导轨31的刚度,移袋导轨31安装在移袋加强杆35的下方,输送装置用于将抓纱装置沿编织袋长度方向输送至工作位置。
35.所述切割装置包含切袋支架40、切袋气缸41及电阻丝,切袋气缸41安装在机架10上,切袋支架40为安装在切袋气缸41气缸杆上的杆状部件,电阻丝的两端固定在切袋支架40两端竖起的杆的末端。
36.所述袋尾夹持装置包含下夹袋气缸60、夹袋接送气缸61、下夹袋杆62、上夹袋杆63、上夹袋气缸64、夹袋框65、夹袋框导轨66、夹袋框滑块67,夹袋框65为顶部开口的矩形框,夹袋框65顶部的开口是为了便于通过抓袋装置,两个下夹袋气缸60及两个上夹袋气缸64的气缸杆相对安装在夹袋框65上,两段下夹袋杆62及两段上夹袋杆63分别安装在两个下夹袋气缸60及两个上夹袋气缸64的气缸杆上,夹袋框65悬挂安装在夹袋框滑块66下方,夹袋框滑块66悬挂活动装配在安装在机架10上的夹袋框导轨67的下方,夹袋接送气缸61安装在机架10上,夹袋接送气缸61的气缸杆安装在夹袋框65上,夹袋接送气缸61驱动夹袋框65沿夹袋框导轨67长度方向移动,夹袋框导轨67与移袋导轨31平行。下夹袋气缸60及上夹袋气缸64的气缸杆伸出时,下夹袋杆62与上夹袋杆63的相邻面与撑口侧板25的高度相同。
37.所述封底装置包含缝纫机54、缝口移动皮带50、缝口导轨51、缝口支架52、缝口电机防护罩53、缝纫机54通过滑块可滑动装配在缝口支架52上的缝口导轨51上,由缝口电机防护罩53内的缝口电机通过缝口移动皮带50拖动水平移动,缝纫机54的移动方向与移袋导
轨31的长度方向相垂直,缝纫机的缝纫区高度与撑口侧板25的高度相同,
38.籍由以上机构,所述制备编织袋的装置的工作原理为:将卷装的编织袋筒料拉出头端,将编织袋开口端穿过限位辊20及保持辊21之间,编织袋将填充装置包围在编织袋内,上下两片撑口板24及左右两块撑口侧板25将编织袋口撑开,抓袋翻转气缸306的气缸杆伸出驱动抓袋翻转板30变为铅锤方向,抓袋装置向撑口板撑住的编织袋口方向靠拢,至上、下两片撑口板24外侧的编织袋分别位于抓袋下压板301、抓袋上压板303与抓袋翻转板内侧之间,抓袋下压板气缸302及抓袋上压板气缸304的气缸杆伸出,抓袋下压板301与抓袋上压板303分别与抓袋翻转板的内侧之间抓住被撑口板24撑住的编织袋的边沿;
39.输送装置的移袋电机33驱动抓袋装置向远离撑口板24的方向移动,将编织袋不断地拉出,待到拉出编织袋的长度达到预期的长度时,抓袋装置停止移动;
40.按袋气缸22的气缸杆伸出,按动两片撑口板24互相靠近,便于切袋的电阻丝将编织袋切断;
41.袋尾夹持装置的夹袋接送气缸61的气缸杆伸出,推动夹袋框65移动到靠近切割装置的位置处,下夹袋气缸60及上夹袋气缸64伸出,下夹袋杆62及上夹袋杆63夹持住编织袋,这时,下夹袋杆62及上夹袋杆63位于电阻丝的一侧,撑口板24位于电阻丝的另一侧,切割装置的切袋气缸41驱动电阻丝抬起,电阻丝抬起的过程中将编织袋热切开;
42.夹袋接送气缸61的气缸杆缩回,拉动夹袋框65移动到远离切割装置的位置处,输送装置的移袋电机33也驱动抓袋装置继续向远离撑口板24的方向移动与夹袋接送气缸61冲程相同的距离,这时,封底装置的缝纫机54的缝纫区刚好对准下夹袋杆62及上夹袋杆63夹持住的编织袋,缝纫机54启动的同时,缝口电机驱动缝纫机沿缝口导轨51移动,将编织袋底缝合;
43.袋尾夹持装置的下夹袋气缸60及上夹袋气缸64缩回,下夹袋杆62及上夹袋杆63放开编织袋,输送装置的移袋电机33驱动抓袋装置向远离撑口板24的方向继续移动,至其需要放开编织袋的工艺位置,将抓袋下压板301、抓袋上压板303与抓袋翻转板内侧之间的编织袋套到取编织袋的撑口上,抓袋下压板气缸302及抓袋上压板气缸304的气缸杆缩回;
44.抓袋翻转气缸306的气缸杆缩回驱动抓袋翻转板30向上抬起来变为水平方向;
45.输送装置的移袋电机33驱动抓袋装置向靠近撑口板24的方向返回至在撑口板24上夹取编织袋的位置处,可以开始新的一次编织袋制备过程。
46.本实用新型不限于上文讨论的实施例,本领域技术人员可根据本实用新型推理出其它变体形式,这些变体形式也属于本实用新型的主题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1