用于制备随机纤维网的机器、系统和方法与流程
用于制备随机纤维网的机器、系统和方法
背景技术:
1.本公开涉及用于形成随机纤维网的方法、系统和机器。更具体地,本公开涉及用于产生非织造气流成网的机器、系统和方法。
2.一般来讲,已知各种机器、系统和方法用于制备用于各种目的的随机纤维制品的随机纤维网。清洁和研磨装置部分地由随机纤维网形成。另外,一次性吸收产品诸如殡仪馆用吸收产品、兽医用吸收产品和个人护理吸收产品(诸如尿布、女性护垫、成人失禁产品和训练裤)通常包括一层或多层随机纤维网材料,尤其是液体吸收纤维网材料。
附图说明
3.图1为如现有技术中已知的用于形成随机纤维网的机器的一部分的示意性横截面图。
4.图2为根据本公开的实施方案的追踪用于形成随机纤维网的系统的一些修改和/或附加部件的高级示意图。
5.图3a和图3b示出了根据本公开的实施方案的用于形成随机纤维网的第一机器的一部分的示意性横截面图。
6.图4为根据本公开的实施方案的用于形成随机纤维网的第二机器的一部分的示意性横截面图。
7.图5为根据本公开的实施方案的用于形成随机纤维网的第三机器的一部分的示意性横截面图。
8.图6为根据本公开的实施方案的用于形成随机纤维网的第四机器的部件图。
9.图7a至图7d示出了根据本发明的实施方案的用于控制气流的脱落板和延伸的落纱棒的视图。
具体实施方式
10.本公开的各方面涉及用于制造随机纤维网的机器、系统和方法。
11.本公开的各方面涉及制备非织造气流成网的机器、系统和方法。参考图1示出一种用于产生非织造气流成网的已知机器10。此种机器10依赖于诸如通过输送辊14输送至旋转刺辊12的初始随机纤维垫。刺辊12被构造成梳理来自初始随机纤维垫(图1中未示出)的各根纤维。然后刺辊12使用离心力脱落所梳理的纤维,并且所梳理的纤维进入流动经过刺辊12和刀辊16的气源as。所脱落的纤维以夹带在气源(以下称为as)中的方式被携带至冷凝器18。纤维以随机方式沉积在冷凝器18上以形成非织造纤维网(图1中未示出)。
12.遗憾的是,上述机器通常使纤维不均匀地沉积在冷凝器18上。这导致更加昂贵的处理步骤以产生更均匀的网沉积。例如,利用图1的机器,由于纤维在冷凝器18上的不均匀沉积,可移除非织造纤维网的诸如沿着其横向网边缘区域的部分。
13.本发明人已经认识到修改图1的机器以提供纤维在冷凝器18上更均匀的沉积的机器。此类机器降低处理成本,并且可减少对进一步的沉积后步骤的需要。本发明人的一种实
现方式是图1的机器使不期望量的所梳理的纤维抵靠落纱器板20和下滑板22中的一者或两者脱落。这些纤维不会被夹带在气源as中并且凝集在一起,从而从落纱器板20和下滑板22中的一者或两者向下滚动到冷凝器18。这被怀疑是上文讨论的不均匀沉积的一个原因。作为响应,本发明人提出各种解决方案、机器等,包括相对于图1的机器移除落纱器板和/或下滑板或具有修改的几何结构的那些。
14.本发明人还已经实现了其它部件和机器实施方案,其允许改善纤维在冷凝器上更均匀地沉积,这在本文中简要描述,并且更详细地描述于pct专利申请序列号us2019/045603(基于美国临时专利申请62/717069)和pct专利申请序列号us2019/045604(基于美国临时专利申请62/717095),两者均提交于2019年8月8日并且以引用的方式并入本文中。
15.这些部件不同地包括:添加密封件,该密封件相对于冷凝器的旋转方向具有相反取向;机器的壳体中的一个或多个孔口,该一个或多个孔口允许观察冷凝器上纤维的脱落和/或纤维的叠放;添加压尺和/或压尺延伸部,该压尺和/或压尺延伸部改变纤维进入空气流中的脱落点;在壳体、落纱器板和/或下滑板中添加各种空气通风通路,该空气通风通路被构造成有利于通风和/或从气源吸入和/或吸出空气,仅仅列出一些。另外的部件和机器实施方案在本文中公开并且参考附图进行了讨论。
16.图1示出了用于形成随机纤维网的已知机器10的部分并且先前已经进行了讨论。在此种机器10中,网适用于通过已知的化学或机械粘结处理来产生非织造织物。例如,干燥形成的结构可通过已知手段(诸如通过喷涂或通过饱和施加粘合剂)来进行化学粘结,粘结也可通过使用纤维来实现,这些纤维可具有低熔点并且通过热和压力与非粘合纤维形成粘结。机械粘结可通过针刺、针脚式粘结、压印粘结等进行。通过这些整理方法产生的任何非织造织物的质量取决于待处理或整理的网结构的质量和均匀度。
17.仍参考图1,本文所述的过程可大量运行。例如,利用机器10,可以多达5000英尺/分钟的初始速度由可以相同速度旋转的刺辊12投射所脱落的纤维。多达20,000英尺/分钟的速度对于刺辊12并不少见。所脱落的纤维可利用气源as夹带从而穿过刺辊12附近。其中夹带有所脱落的纤维的气源as从刺辊12附近穿过而进入由落纱器板20和/或下滑板22部分地限定的腔室23中。这两个板初始地通常具有小于15
°
的角度。然而,落纱器板20和下滑板22相对于彼此成角度,使得腔室23的横截面从刺辊12附近到冷凝器18附近增大。可控制气源as,使得所脱落的纤维以气源as中气流的平均速度投射到气源as中,该平均速度介于初始纤维速度的0.5倍和1.5倍之间。所脱落的纤维优选地以介于3磅/小时/英寸机器宽度或气流宽度和30磅/小时/英寸机器宽度或气流宽度之间的速率投射到冷凝器18上,但是机器10可适用于更慢和更高的操作速率。大量空气通常用作气源as,以将所脱落的纤维传送至冷凝器18。在标准密度和温度条件(0.075英镑/每立方英尺、70℉和29.92英寸hg)下,在每单位时间空气重量与所处理的纤维重量之比为20至30下操作是典型的。
18.期望气源as在刺辊12的移动方向上具有均匀速度、低湍流以及稳定空气流,没有无涡流。遗憾的是,机器10并不总是这种情况。先前认为传送气源as的通道/腔室的设计应被成形为在邻近刺辊12的区域25中产生文丘里管,其中纤维在腔室23的上游脱落。此外,可通过使用落纱棒24来中断围绕刺辊12的表面形成的边界层,该落纱棒在最大剪切点处位于腔室23(有时称为膨胀腔室)附近、在腔室23的起点处位于刺辊12正下方。落纱棒24被构造成在气源as中提供所脱落的纤维穿过的受控的低水平湍流。
19.可利用压尺26并且将其定位在距刺辊12的表面较小距离处以提供狭窄通路,在该狭窄通路中纤维在刺辊12的线覆盖物或圆柱体表面的钩状物、突出部或工件上被携带至投射点(称为脱落点或脱落位置)进入文丘里管25和气源as。刀辊16可被定位成邻近压尺26和刺辊12,并且可被定位在气源as中并邻近气源as。刀辊16可被轴颈连接以用于在机器10的侧壳体中偏心移动。刀辊16扩散气源as的气流并且有助于使纤维从刺辊12脱落。刀辊16的偏心安装允许改变刺辊12和刀辊16之间的空间,以便将气源as限制到脱落位置。
20.如上所讨论,本发明人已经认识到修改图1的机器10以提供纤维在冷凝器上更均匀的沉积的部件。更具体地,本发明人认识到,利用图1的机器10,脱落位置和脱落轨迹是不期望的,并且由于纤维中的至少一些纤维朝向落纱器板20和/或下滑板22脱落以及接触落纱器板20和/或下滑板22并且变得混乱和缠结在一起,通常导致纤维在冷凝器18上的不均匀沉积。此外,本发明人认识到,由于包括完全封闭的膨胀腔室和连通机器10内的气源as的通道的完全封闭的其它部分的因素,图1的机器10易受湍流气流、气流浪涌和/或涡流的影响。本发明人还确定在脱落位置处和紧接脱落位置之后使用文丘里管25在所有实施方案中是不必要的。本发明人还认识到对膨胀腔室几何结构的修改,并且实际上在一些情况下,消除或修改落纱器板20和/或下滑板22可能是期望的。
21.图2示出了使用气动式纤维输送系统形成随机纤维网的高度示意性方法100。该方法可包括提供多个可旋转辊。这些可旋转辊可包括输送辊104、刺辊106和刀辊108。如本文所用,术语“辊”被广义地定义成意指可移动的、驱动或输送型装置中的任一种(诸如带),并且因此并非仅限于可旋转装置(诸如辊)。刺辊106可被构造成具有钩状物、突出部和/或其它特征部以从由输送辊104输送至刺辊106附近的纤维垫移除多根纤维。刀辊108可被可移动地定位成邻近刺辊106(在该刺辊的小于一英寸至几英寸内)。
22.系统100可包括使多根纤维在系统内的脱落位置处从刺辊脱落。方法100还可包括连通气源以便在脱落之后利用气源夹带多根纤维。另外,系统100可包括从气源将多根纤维收集以形成随机纤维网。此种纤维的收集可发生在收集器110(也称为冷凝器)处。收集器可包括可移动以聚集叠放的纤维以便在它们落到收集器110时形成新随机纤维网的可移动装置,诸如辊或带。
23.其中夹带有多根纤维的气源as可穿过位于刺辊106和刀辊108附近的下游(就气源as的气流方向而言)的通道(本文也称为腔室、空间或体积)。此通道可从刺辊106和刀辊108附近延伸到收集器110附近。通道可由壳体112至少部分地限定(此壳体112可包括如本文先前所述的落纱器板、下滑板和/或侧壳体)。
24.如先前所讨论并且随后将在本文进一步讨论的,本发明人已经修改了图1的系统10。图2仅示出了本发明人设想的一些系统和部件修改。这些修改和部件将参考图3至图7进一步描述。另外的部件和修改在共同未决的申请pct专利申请序列号us2019/045603和pct专利申请序列号us2019/045604中进行了讨论,两者都提交于2019年8月8日,其全部公开内容全文并入本文。
25.具体地说,如pct申请序列号us2019/045604中所述,压尺组件可包括在输送辊104与刺辊106之间延伸的压尺。系统100还可包括提供被定位在刺辊106和刀辊108之间的空气偏转器组件。空气偏转器组件可被安装到机器的邻近输送辊104的壳体,并且可延伸到空间中直至刺辊106附近。系统100还可包括提供邻近刀辊108的阻尼器118以控制围绕刀辊108
的气流。系统100可包括提供可用于代替刀辊108的翼片。
26.可使用的对系统100的其它四种可能的添加在pct专利申请序列号us2019/045603中进行了描述。此类添加可包括提供压尺组件,该压尺组件可包括在输送辊104与刺辊106之间延伸的压尺。在一些实施方案中,压尺组件可具有纹理化结构(即可包括表面特征,诸如来自梳理线等)。系统100可包括在刀辊组件中设置通气孔(即,在刀辊108和可旋转的地安装在侧壳体中的刀辊端盖之间的通气孔)。系统100可包括在壳体112中设置一个或多个观察口。例如,这一个或多个观察口可邻近脱落位置(例如,邻近刺辊106)和邻近收集器110定位。例如,这些观察口允许在纤维落下并在收集器110上形成随机纤维网时观察/监测纤维的脱落和/或观察/监测纤维。另外,系统100可设置反向密封件,该反向密封件与收集器110接合并且进一步安装到下滑板。该反向密封件可被成形为从下滑板延伸并且可利用末端进行取向,该末端在与收集器110的旋转方向大致相反的方向上延伸。
27.这些添加可以一起使用、单独使用或以各种组合使用,如pct专利申请序列号us2019/045603中所述。它们也可以组合或子组合与pct专利申请序列号us2019/045604的改进一起使用。此外,pct专利申请序列号us2019/045603和pct专利申请序列号us2019/045604两者的组合或子组合可以与本文讨论的改进一起使用。
28.图2示出了步骤150和步骤160,其包括气流开放腔室150和气流控制装置160。在图1的系统中,气流仅由气源as提供并且由收集器110中的真空收集。然而,在本文描述的至少一些实施方案中,壳体112被设计成具有用于较少限制的气流的开放腔室150。如上所述,图1的设计的一些问题是纤维与落纱器板20或下滑板22碰撞的趋势。壳体112内的更开放的腔室150允许较少限制的流动,从而减少空气或夹带的纤维的可能性,从而在刺辊106和收集器110之间与系统100的部件碰撞。
29.另外,在一些实施方案中,提供气流控制装置160用于来自气源(诸如气源as)的空气。空气从气源as提供,如图1所示,在刀辊16和刺辊12之间,并且被迫降低到收集器18。在系统10中,没有另外的空气源进入或离开系统。这可能导致壳体内的气流以不可预测的方式表现,通常导致夹带的纤维团聚并导致不均匀的网。因此,在一些实施方案中,提供静态空气控制装置,使得空气可以从除气源as之外的来源进入或离开系统。另外,壳体112内的气流方向可由位于壳体内的动态空气控制机构至少部分地控制。
30.图3a示出了机器220,该机器可包括输送装置(例如,可旋转输送辊204)、刺辊(例如,刺辊206)、刀辊(例如,刀辊208)、通道226和收集器210。可旋转刺辊206可被构造成从由输送辊204输送至刺辊206附近的纤维垫移除多根纤维。刺辊206可被构造成使多根纤维从刺辊206脱落。可旋转刀辊208可被定位成邻近输送辊204和刺辊206。通道226可将气源as连通到限定在刺辊206和刀辊208之间的空间228。空间228可包括脱落位置,多根纤维从刺辊206的脱落发生在脱落位置处。可旋转收集器210可被定位成一旦多根纤维脱落到气源as中则捕获多根纤维。多根纤维在叠放时在收集器210上形成随机纤维网。
31.空气偏转器组件216可包括被定位在刺辊206和刀辊208之间的薄型材料片。空气偏转器组件216可被安装到机器220的邻近输送辊204的壳体部分240,并且可延伸到空间228中直至刺辊204附近(在刺辊的小于一英寸或小于几英寸内)。
32.图3a的实施方案进一步示出了被定位成邻近刺辊206并且沿着刺辊206朝向机器220的刀辊208延伸的压尺组件214。更具体地,压尺组件214可包括压尺230和压尺延伸部
232。压尺延伸部232和压尺230可联接在一起,或者可以是单个部件。压尺延伸部232可沿着刺辊206并且朝向刀辊208延伸。
33.在图3a的实施方案中,压尺延伸部232可通过空气偏转器组件216与空间226分离,该空气偏转器组件被定位在压尺延伸部232(并且实际上在刺辊206和刀辊208之间延伸)与空间226之间。在图3a中,空气偏转器组件216被定位和构造成使气源as被偏转远离压尺延伸部232和脱落位置(即,多根纤维从刺辊206脱落的位置)。因此,脱落位置可位于限定在刺辊206和空气偏转器组件216之间的第二空间234中,该第二空间邻近压尺延伸部232的终止点。因此,由于空气偏转器组件216的存在,脱落位置位于第二空间234中并且并未直接位于空间228中的气源as中。换句话讲,在图3a的实施方案中,脱落位置并未直接被定位在气源as中,而是通过空气偏转器组件216与该气源as分离。
34.压尺组件214可至少部分地被定位在输送辊204和刺辊206之间,并且可延伸到第二空间234中。压尺组件214可被定位成邻近刺辊(在刺辊的小于一英寸或小于几英寸内),并且可围绕刺辊的圆周的一部分延伸多达170度。压尺组件214,并且具体地压尺延伸部232可控制脱落位置和轨迹。压尺延伸部232可被成形和定位成使得脱落位置和轨迹偏移从而使多根纤维跳过空气偏转器组件216、落纱器板20和/或下滑板22,并且被更好地定位成在穿过空气偏转器组件216的端部236之后夹带在气源as。
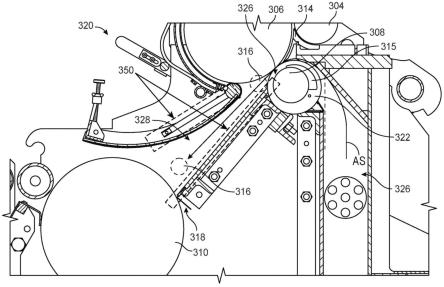
35.图3b示出了机器320,该机器具有气源as、输送装置(例如,可旋转输送辊304)、刺辊(例如,刺辊306)、刀辊(例如,刀辊308)、包括空间328的通道326和收集器310。可旋转刺辊306可被构造成从由输送辊304输送至刺辊306附近的纤维垫移除多根纤维。刺辊306可被构造成使多根纤维从刺辊306脱落。可旋转刀辊308可被定位成邻近输送辊304和刺辊306。通道326可将气源as连通到限定在刺辊306和刀辊308之间的空间328。空间328可包括脱落位置,多根纤维从刺辊306的脱落发生在脱落位置处。可旋转收集器310可被定位成一旦多根纤维脱落到气源as中则捕获多根纤维。该多根纤维在铺叠时在收集器310上形成随机纤维网。
36.图3b的实施方案示出了邻近刺辊306定位并且沿着刺辊306朝向机器320的刀辊308延伸的压尺组件314。图3b另外示出了机器320的邻近刺辊306的刀辊端盖322中的通气孔315。由于刀辊端盖322可在侧壳体中移动,因此通气孔315的位置可相对于刺辊306改变。图3b示出了机器320的侧壳体中的一个或多个观察口316。一个或多个观察口316可邻近脱落位置(例如,邻近刺辊306)和邻近收集器310定位。装置320可包括反向密封件318,该反向密封件被成形为从下滑板324延伸以与收集器310接合。反向密封件318可利用末端进行取向,该末端大体在与收集器310的旋转方向相反的方向上延伸。
37.图3a和图3b的实施方案均示出了其中纤维脱落到气源as中并且被抛向收集器的实施方案。在夹带的纤维之间移动通过壳体,其中腔室屏障由盒250突出显示。与这些腔室屏障中的任一个腔室屏障的接触可以将移动纤维的速度降低到零,降低纤维的整体加速度,并且使其与附近纤维交织在一起,从而产生团块,这将导致所得网的一个区域的纤维密度比期望的更高。
38.在一些实施方案中,诸如图4至图5中所示的那些,腔室屏障产生用于通过机器的气流的较宽路径,使得夹带纤维更可能沿着从脱落位置直接移动到收集器而不遇到障碍物。本发明人已经确定本文所述的各种通道设计被构造成在气源到达收集器之前,使其中
夹带有多根纤维的气源as跨相应通道更均一地扩散。这允许在形成随机纤维网时在收集器上进行更均一的横向沉积。
39.图4示出了作为机器402的一部分的系统400的实施方案,该系统包括鼓轮404。在图4中,落纱器板已被鼓轮404替代。鼓轮404可与刺辊间隔开并且可被定位成邻近收集器414。鼓轮404可包括(例如,经由通过鼓轮404的圆柱形壁的开口)与通道408连通的一个或多个通路406,该通道使其中夹带有多根纤维的气源as经过脱落位置的下游到达收集器410。如果系统400和机器402内的条件规定,则一个或多个通路406被构造成允许气源as的气量穿过一个或多个通路。另选地,一个或多个通路被构造成允许来自机器402之外的环境空气穿过一个或多个通路并且进入通道408中。
40.在一些实施方案中,鼓轮404可提供移动表面并且可被构造成相对更靠近或更远离收集器410移动以改变(由鼓轮404部分地限定的)通道408的尺寸和形状。鼓轮404可如图4中的箭头r所指示旋转。在一些实施方案中,此种旋转可以是环境空气或气源as经过的结果。在其它实施方案中,鼓轮404可被供电以有利于由箭头r所示的旋转。尽管鼓轮404在图4中具体地示出,但是其它实施方案可设想板、辊隙、带、辊等或可改变位置以改变通道408的尺寸和形状的另一种类型的装置。在另外的实施方案中,可不提供装置(例如,不提供壳体、板、辊隙、鼓轮、带、辊等),使得通道808在鼓轮自由流动以及向或从气源as交换空气的位置中对环境开放。
41.图5示出了系统500的实施方案,该系统是机器502的一部分,该机器包括动态空气控制机构560,该动态空气控制机构在图5中示出为可以在由箭头562、564指示的方向上旋转的可旋转的落纱棒延伸部560。在一个实施方案中,落纱棒延伸部560可以具有大于30
°
、大于60
°
、大于90
°
、大于120
°
或甚至大于150
°
的功能旋转范围。在一些实施方案中,落纱棒延伸部560可以物理地能够进一步旋转,但不提供显著的功能益处。改变延伸的落纱棒560的位置会影响来自as的空气流过腔室550。通过改变落纱棒560的位置和下滑板568的位置,可以影响空气流动路径566,从而允许更好地控制夹带的纤维,以及在纤维接触收集器510时在横维方向上更好的一致性。
42.落纱棒560在图5中示出为仅延伸刺辊506与收集器510之间的距离的一部分。在一些实施方案中,落纱棒延伸刺辊506与收集器510之间的距离的至少5%、或至少10%、或至少15%、或至少20%、或至少25%、或至少30%、或至少35%、或至少40%或至少45%。在一些实施方案中,落纱棒进一步延伸刺辊506与收集器510之间的距离的超过50%、超过55%、超过60%、超过65%、超过70%、超过75%、超过80%、超过85%或超过90%。
43.另外,落纱棒560被示出为具有从旋转部分延伸的直棒。然而,在一些实施方案中,直部分可以弯曲,朝着滑板568弯曲或远离滑板568弯曲。
44.图5中未示出腔室550的整个周长。在一些实施方案中,系统500可以与上鼓轮(诸如图4的鼓轮404)组合,该上鼓轮还可以允许更好地控制流动路径550内的空气和夹带的纤维移动。另选地,在一些实施方案中,脱落板(诸如图1的板20)可以提供腔室550上的上边界。在其它实施方案中,上边界也可以是标准玻璃或金属壳体。明确地考虑了这些和其它合适的构型。其它静态和动态空气控制机构也可以与延伸的落纱棒560组合使用,诸如本文讨论的,或在pct专利申请序列号us2019/045603(基于美国临时专利申请62/717069)中讨论的,或在pct专利申请序列号us2019/045604(基于美国临时专利申请62/717095)中讨论的
这些落纱棒中的任一个落纱棒。例如,下滑板或刀辊相对于刺辊的位置。
45.图6示出了非织造网生成系统600的部件图。系统600包括纤维源602,该纤维源向纤维输送器610提供纤维。刺辊630使用纤维捕获机构634从纤维输送器610取回纤维。在一个实施方案中,刺辊630是旋转刺辊630,其使用旋转机构632旋转。刺辊630脱落纤维,其夹带在从空气源620提供的气流中,并由冷凝器650收集。真空652在冷凝器650上沿横维方向将纤维拉到适当位置,该冷凝器使用旋转机构654旋转。
46.使用气流控制机构640控制来自空气源620的气流。气流控制机构640可以包括静态空气控制装置642,如本文所用,该静态空气控制装置旨在描述通常不在操作之间调节但在操作期间保持在设定的操作位置的控制器642。在一些实施方案中,气流控制机构640可以是可在操作之间调节的动态空气控制机构644。在一些实施方案中,动态空气控制机构644也可以在操作期间可调,然而出于安全原因,可能不建议原位调节。在一些实施方案中,位置、移动和移动速度,例如刺辊或冷凝器650的旋转速度可以由控制系统660控制,该控制系统可以是非织造网生成系统600的一部分,或者可以通过有线或无线连接连接到非织造网生成系统600。
47.图7a至图7d示出了根据本发明的实施方案的用于控制气流的脱落板和延伸的落纱棒的视图。图7a和图7b示出了现有技术的脱落板,例如来自图1的板20的视图。如现有技术机器中使用的脱落板720产生气流腔室的上边界。如图7a所示,脱落组件700包括脱落板720,该脱落板具有曲率并且从点704(在该点处,其连接到刺辊)延伸到点702(在该点处,其连接到纤维收集器)。脱落720在系统操作期间连接到落纱棒710,该落纱棒处于固定位置712。脱落板720旨在具有一些旋转,使得在点702处形成间隙,形成的纤维网穿过该间隙。形成的纤维网关闭由脱落板720产生的间隙。虽然脱落板720可以旋转几度、小于10
°
或小于15
°
,例如,产生的任何间隙旨在由在组件700的操作期间形成的纤维网密封。另外,如上所述,脱落板720相对于从脱落位置到收集器的自由气流呈现一些问题。
48.相比之下,图7c和图7d示出了延伸的落纱棒组件750的视图。如图7c所示,延伸部分770从落纱棒760延伸,该落纱棒在操作期间固定在系统内。然而,延伸部分770可绕旋转轴线780旋转。如图7c和7d所示,在一些实施方案中,旋转受到旋转路径782的限制,该旋转路径可以包括约150
°
围绕旋转轴线780的范围。然而,在其它实施方案中,旋转范围可以较大,例如仅由落纱棒760的位置和刺辊限制,或者旋转范围可以较小。例如,旋转范围可以小到30
°
、或40
°
、或50
°
、或60
°
、或70
°
、或80
°
、或90
°
、或100
°
、或110
°
、或120
°
、或130
°
或140
°
。另外,旋转范围可以大于140
°
或大于150
°
。旋转角度也可以相对于0
°
位置表达,其中落纱棒760平行于滑板定位。例如,旋转范围在朝向滑板的方向上可以介于0
°
到30
°
或更大之间,或在远离滑板的方向上介于0
°
到60
°
之间或更大。
49.在图7c和图7d的实施方案中,延伸的落纱棒组件750不执行密封或上边界功能。在一些实施方案中,还可包括单独的边界。在一些实施方案中,单独的边界是多孔的或以其它方式构造成允许空气流动通道与周围环境之间的气流。
50.提出了一种使用气动式纤维输送系统来形成随机纤维网的方法。该方法包括提供多个可移动装置,该多个可移动装置包括刺辊和输送器。刺辊被构造成从由输送器输送至刺辊附近的纤维垫移除多根纤维。该方法还包括使多根纤维在系统内的脱落位置处从刺辊脱落。该方法还包括连通气源以便在脱落之后利用气源夹带多根纤维。该方法还包括控制
刺辊与收集器之间的流动路径内的气源。该方法还包括从气源将多根纤维收集在收集器上以形成随机纤维网。
51.控制流动路径内的气源可以包括静态空气控制机构。
52.静态空气控制机构可以包括刀辊组件中的通气孔、腔室、落纱器板或下滑板。
53.静态空气控制机构可以包括在输送器与刺辊之间延伸的压尺。
54.静态空气控制机构可以包括从下滑板延伸到收集器的反向密封件。
55.静态空气控制机构可以包括允许在气源和环境空气源之间进行交换的鼓轮。
56.鼓轮可以旋转。
57.静态空气控制机构可以包括空气偏转板。
58.控制流动路径内的气源可以包括动态空气控制机构。
59.仅当气动式纤维输送系统处于非运行状态时,动态空气控制机构可以是可调节的。
60.动态空气控制机构可以包括延伸的落纱器棒。
61.延伸的落纱器棒可以在气动式纤维输送系统的腔室内旋转。延伸的落纱器棒的旋转使气源从腔室内的第一气流模式改变为腔室内的第二气流模式。
62.动态空气控制机构包括被定位成引导气源的翼片。
63.该方法还可包括控制气源的供应到脱落位置和由气源的气流方向所限定的脱落位置的下游中的至少一者的气量。
64.控制气源的气量可包括在系统的壳体中设置阻尼器、压尺延伸部、空气偏转板、翼片和一个或多个通路中的一者或多者。
65.提出了一种用于形成随机纤维网的气动式纤维输送系统。该系统包括输送器。该系统还包括刺辊,该刺辊被构造成从由输送器输送至刺辊附近的纤维垫移除多根纤维,并且被构造成使多根纤维从刺辊脱落。该系统还包括通道,该通道将气源连通到邻近刺辊的空间,该空间包括脱落位置,多根纤维从刺辊的脱落发生在脱落位置处。该系统还包括收集器,该收集器被定位成一旦多根纤维脱落到气源中则捕获该多根纤维,该多根纤维在收集器上形成随机纤维网。该系统还包括位于通道内的空气控制机构。
66.空气控制机构可以是静态空气控制机构。
67.空气控制机构可以是动态空气控制机构。
68.静态空气控制机构可以包括刀辊组件中的通气孔、腔室、落纱器板或下滑板。
69.静态空气控制机构可以包括在输送器与刺辊之间延伸的压尺。
70.静态空气控制机构可以包括从下滑板延伸到收集器的反向密封件。
71.静态空气控制机构可以包括允许在气源和环境空气源之间进行交换的鼓轮。
72.鼓轮可包括上冷凝器。
73.上冷凝器可以旋转。
74.静态空气控制机构可以包括空气偏转板。
75.动态空气控制机构可以包括延伸的落纱器棒。
76.延伸的落纱器棒可以在气动式纤维输送系统的腔室内旋转。延伸的落纱器棒的旋转使气源从腔室内的第一气流模式改变为腔室内的第二气流模式。
77.脱落位置下游的通道可以通过由第一板部分形成的气源的流动方向限定。第一板
沿着其通道交接范围具有基本上平坦的表面,该基本上平坦的表面被构造成与气源的流动方向基本上对准。
78.第一板的第一端部延伸超过延伸的落纱器棒直至刺辊附近。
79.该系统还可包括一个或多个通路,该一个或多个通路与位于脱落位置的下游的通道连通。一个或多个通路可以被构造成既允许供应空气的气量穿过该一个或多个通路又允许环境空气的气量穿过该一个或多个通路并且进入通道中。
80.一个或多个通路可以由包围通道的壳体的一部分形成。
81.该系统还可包括被定位在刺辊附近并且延伸到空间中的偏转板。偏转板可以定位成使气源和多根纤维保持分离直到脱落位置之后。
82.该系统还可包括被定位在刺辊与偏转板之间的压尺组件。压尺组件可以被构造成延伸脱落位置经过输送辊并进入限定在刺辊与偏转板之间的第二空间中。
83.该系统还可包括翼片,该翼片被定位在通道中,该翼片被构造成能够选择性地朝向和远离偏转板移动,以选择性地允许供应空气的至少一部分经过而进入第二空间中。
84.该系统还可包括阻尼器,该阻尼器被定位在通道中,并且被构造成能够选择性地朝向和远离刀辊移动,以选择性地允许供应空气的至少一部分围绕刀辊的不与刺辊交接的部分经过。
85.提出了一种用于形成随机纤维网的气动式纤维输送系统。该系统包括多个可移动装置,该多个可移动装置包括刺辊和输送器。刺辊被构造成从由输送器输送至刺辊附近的纤维垫移除多根纤维。刺辊被构造成使多根纤维从刺辊脱落。该系统还包括通道,该通道将气源连通到邻近刺辊的空间,该空间包括脱落位置,多根纤维从刺辊的脱落发生在脱落位置处。该系统还包括收集器,该收集器被定位成一旦多根纤维脱落到主气源中则捕获该多根纤维,该多根纤维在收集器上形成随机纤维网。该系统还包括位于通道内的空气控制机构。
86.该系统还可包括:鼓轮;一个或多个通路,该一个或多个通路与位于脱落位置的下游的通道连通;或限制位,该限制位位于在脱落位置的下游以及在收集器之前的通道中。
87.空气控制机构可以朝向收集器引导气源。
88.空气控制机构可以是可调的。
89.空气控制机构可以是可旋转的。
90.空气控制机构可以在通道内朝着收集器延伸。
91.调节空气控制机构可会改变通过通道的气源的流动路径。
92.空气控制机构可以延伸小于刺辊与收集器之间的一半距离。
93.空气控制机构可以延伸大于刺辊与收集器之间的一半距离。
94.空气控制机构可以包括基本上平坦的延伸部分。
95.空气控制机构可以包括弯曲的延伸部分。
96.空气控制机构可以从落纱棒延伸并且围绕由落纱棒限定的轴线旋转。
97.该系统还可包括被定位在刺辊附近并且延伸到空间中的偏转板。偏转板可以定位成使气源和多根纤维保持分离直到脱落位置之后。
98.该系统还可包括被定位在刺辊与偏转板之间的压尺组件。压尺组件可以被构造成延伸脱落位置经过输送辊并进入限定在刺辊与偏转板之间的第二空间中。
99.系统还可包括被定位在通道中的翼片。翼片可被构造成能够选择性地朝向和远离偏转板移动,以选择性地允许供应空气的至少一部分经过而进入第二空间中。
100.该系统还可包括阻尼器,该阻尼器被定位在通道中,并且被构造成能够选择性地朝向和远离刀辊移动,以选择性地允许供应空气的至少一部分围绕刀辊的不与刺辊交接的部分经过。
101.该系统还可包括通道与环境空气源之间的通路。
102.如本文所用:
103.术语“一个”、“一种”和“该”、“所述”可互换使用,其中“至少一个(种)”意指一个(种)或多个(种)所述要素。
104.术语“和/或”意指任一者或两者。例如,“a和/或b”意指仅a、仅b、或a和b两者。
105.术语“包括”、“包含”或“具有”及其变型意在涵盖其后所列出的项目和它们的等同形式以及附加项目。
106.如通过对上下文中出现的“邻近”的理解,术语“邻近”是指彼此靠近的两个元件(诸如例如,两个层)的相对位置,并且可需要或未必需要彼此接触或者可以具有分离两个元件的一个或多个层。
107.除非另外指明,否则本文所使用的所有科学和技术术语具有在本领域中普遍使用的含义。本文给出的定义旨在有利于理解本技术中频繁使用的某些术语,并无意排除那些术语在本公开上下文中的合理解释。
108.除非另外指明,否则说明书和权利要求书中所使用的所有表达特征尺寸、量和物理特性的说明书和权利要求书中的数值在所有情况下均应理解成由术语“约”修饰。因此,除非有相反的说明,否则在上述说明书和所附权利要求书中列出的数值参数均为近似值,这些近似值可根据本领域的技术人员利用本文所公开的教导内容来寻求获得的期望特性而变化。最低程度上说,并且在不试图将等同原则的应用限制到权利要求书的范围内的前提下,至少应当根据所报告的有效位数并通过应用惯常的四舍五入法来解释每个数值参数。虽然阐述本公开的广义范围的数值范围和参数是近似值,但在具体实施例中所列出的数值尽可能精确地报告。然而,任何数值都固有地包含一定的误差,这些误差必定是由在它们相应的试验测量中存在的标准偏差引起。
109.术语“基本上”意指提到的属性的20百分比内(在一些情况下在15百分比内,在另一些情况下在10百分比内,并且在另一些情况下在5百分比内)。因此,如果值a在值a的
±
5%、10%、20%内,则值a“基本上类似”于值b。
110.在考虑具体实施方式以及所附权利要求书时,将进一步理解本公开的特征和优点。
111.通过端点表述的数值范围包括该范围内所包括的全部数字(例如,1至5的范围包括例如1、1.5、2、2.75、3、3.80、4和5)和该范围内的任何范围。
112.虽然本公开参考优选实施方案进行描述,但本领域的技术人员将认识到,可在不偏离本公开的实质和范围的情况下进行形式和细节的改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1