一种缝纫线用涤纶短纤维及其制备方法与流程
本发明涉及一种涤纶短纤维及其制备方法,尤其涉及一种缝纫线用涤纶短纤维及其制备方法。
背景技术:
1、涤纶短纤维是一种广泛应用的纺织材料,用于代替棉毛丝麻等天然纤维,并从粗、细、长、短、截面形态、内在化学性能改性等多方面来模仿天然纤维。其中,天然纤维的横截面往往不规整,造成纤维形态不是平直,具有一定的弯曲或圈状,涤纶短纤维是由平直、光滑的长丝经拉伸、定型、卷曲、切断而成,其中的卷曲即是为了模拟天然纤维的弯曲形态以提高纺纱性能。
2、纺纱用涤纶短纤采用的都是二维机械挤压式卷曲,产生的卷曲为规则的锯齿形态或不规则的锯齿形态,卷曲性能与纺纱性能和纱线强度直接相关。涤纶缝纫线采用涤纶短纤通过开清棉-梳棉-并条-粗纱-细纱-后加工等工序进行生产,半成品涤纶短纤细纱是一种加捻的纤维结构,依靠“捻回”通过摩擦力使纤维以各种形态抱合在一起,形成具有一定强度的纱线。纱线受力拉伸时,拉伸应力沿轴向产生纤维间的侧压力,侧压力带来纤维间的摩擦力,使纱线受到拉伸时可以承受一定的“力”后断裂,力与纱线细度的比值即为纱线的断裂强度。短纤纱的断裂强度取决于组成纱线的短纤维性能和纺纱技术,按照国标gb/t14464-2008的规定,涤纶短纤维的性能指标有纤度、断裂强度、断裂伸长、卷曲度、卷曲数、含油率、比电阻等,笔者在研究中发现,同样品种的涤纶短纤维,按照国标gb/t 14464-2008规定测试的纤维纤度、断裂强度、断裂伸长、卷曲度与卷曲数等各项质量测试指标基本一致、均为优等品,但在纺纱生产中在前纺开清棉和梳棉的工序中的可纺性差异较大,表现为纤维易缠打手、堵风管、易缠锡林和道夫等,纱线质量上表现为强度高的纤维纺制成的纱线强度低即纤维强力利用率较低。
3、业内通常认为,降低涤纶短纤维的卷曲数和卷曲度可以提高纺纱过程中的开松梳理通过性、改善纺纱工序中前纺的可纺性;而提高纱线强度则需要提高涤纶短纤维的抱合力或者提高涤纶短纤维的强度,在不改变涤纶短纤维油剂和涤纶短纤维的强度已无可提高的条件下,通常采用提高涤纶短纤维的卷曲数和卷曲度来提高涤纶短纤维的抱合力。即:提高纺纱过程中的开松梳理通过性和提高纱线强度对卷曲性能的要求是矛盾的。
4、随着国内缝纫线行业的不断发展,用户对缝纫线生产技术认识不断加深,对缝纫线用涤纶短纤维产品的质量和种类提出了越来越高、越来越多的要求,其中对提高涤纶短纤维的纺纱可纺性和提高纱线强度的要求更为迫切。提高短纤维纺纱可纺性有利于纺纱企业提高生产速度、改善生产稳定性、降低成本,提高纤维强力利用率既有利于纺纱企业生产高强力的纱线,也有利于纤维原料生产企业在保证后道纺纱用户缝纫线产品质量的同时降低牵伸倍率以提高生产稳定性(对于纤维生产企业,通常采用提高后牵伸中的拉伸倍率来提高纤维强度,为保证缝纫线用涤纶短纤维具有较高的断裂强度,采用的牵伸倍率很高,由此导致生产过程中断头缠辊较多,进一步导致产品中的疵点含量难以控制)。故开发一种具有较好的可纺性和较高纤维强力利用率的缝纫线用涤纶短纤维成为纺纱行业和涤纶短纤维生产行业的共同需求。
5、cn101379236b气流成网无纺布用聚酯纤维的制造方法,该发明的主要目的在于提供可制造气流成网纤网形成性、特别是筛网的纺纱性极为优异、纹理匀度良好且蓬松的气流成网无纺布的气流成网无纺布用聚酯系纤维。该气流成网无纺布用聚酯纤维的纤度为10.0dtex以下或纤维长为8.0mm以上,卷曲数为8.5个/25mm以上,卷曲率/卷曲数为0.65以下,且卷曲弹性率为70%以上,以总重复单元中的80摩尔%以上为对苯二甲酸烷二醇酯的重复单元的聚酯作为纤维形成性树脂,其特征在于,将以1500m/min以下的纺纱速度抽取的未拉伸纱在高于该聚酯的玻璃转化温度10℃以上的温度下进行0.60~1.20倍的低倍率拉伸,同时进行定长热处理。该发明为气流成网、应用领域为气流成网无纺布,对纤网的强度没有需求,对纤维原料的质量性能要求及最终产品的质量控制与本发明不同。
6、cn202080015681.2具有卷曲的聚酯系纤维、其制造方法、含有该纤维的绒头布帛以及绒头布帛的制造方法,该发明涉及一种具有卷曲的聚酯系纤维,卷曲形状通过150℃下的10分钟干热处理而发生变化,提供一种梳理机通过性良好、并且通过90℃~160℃的较低温的抛光处理能够在绒头布帛的竖毛表层部显现天然毛皮似的卷曲的聚酯系纤维、其制造方法以及使用了该聚酯系纤维的绒头布帛的制造方法。该发明所述干热处理前具有一次卷曲数为5个/25mm~30个/25mm,干热处理后具有二次卷曲数为0个/25mm~1个/25mm的卷曲,附图1和附图2分别为对一次卷曲和二次卷曲进行说明的说明图,以及对绒头布帛的外观评价基准进行说明的说明图。由图中可知,该发明所述的一次卷曲为常规涤纶短纤维所具有的二维锯齿状卷曲,干热处理后具有的二次卷曲为三维螺旋状的卷曲,特点是梳理通过性能好,对二维卷曲的形态要求控制及其作用并未提及。
7、201710112617.6一种涤纶纯纺有色纱线的生产方法,公开了一种涤纶纯纺有色纱线的生产方法,包括以下步骤:将涤纶无色短纤、炫彩差别化涤纶短纤分别经开清棉工序、梳棉制成涤纶无色生条和炫彩差别化涤纶短纤生条;将3根涤纶无色短纤生条和3根炫彩差别化涤纶短纤生条经三道并条工序制成混合熟条;将两根混合熟条同时喂入粗纱机,经粗纱工序制成混合粗纱;将两根混合粗纱由赛络纺方式喂入细纱机,经细纱工序制得涤纶纯纺有色纱线。
8、cn101501258a纬向弹力衬料及其制造方法,该发明涉及一种不损害滑爽性并且具有8%以上的纬向伸长率的弹力衬料,使用捻系数(k)为2000~15000的聚酯系长纤维或纤维素系长纤维作为经纱,使用基本上无捻的聚酯系长纤维或纤维素系长纤维作为纬纱,将用于经纱的长纤维的单丝彼此集束在一起,使经纱的截面形状圆形化,而且,通过提高相对于纬纱的经纱的弯曲硬度,可容易地对织物的纬纱赋予卷曲率。由该发明中的附图可知,该发明中织物纬纱为平直的长丝,其具有的卷曲率是在织造后因为经纱的存在形成的弯曲。
技术实现思路
1、发明目的:本发明旨在提供一种同时具有高梳理通过性和高纤维强力利用率的缝纫线用涤纶短纤维;本发明的另一目的在于提供一种可以提高涤纶缝纫线生产前纺可纺性即改善前纺混棉、开清棉、梳棉工序的梳理通过性、运行稳定性同时提高纤维强力利用率的缝纫线用涤纶短纤维的制备方法。
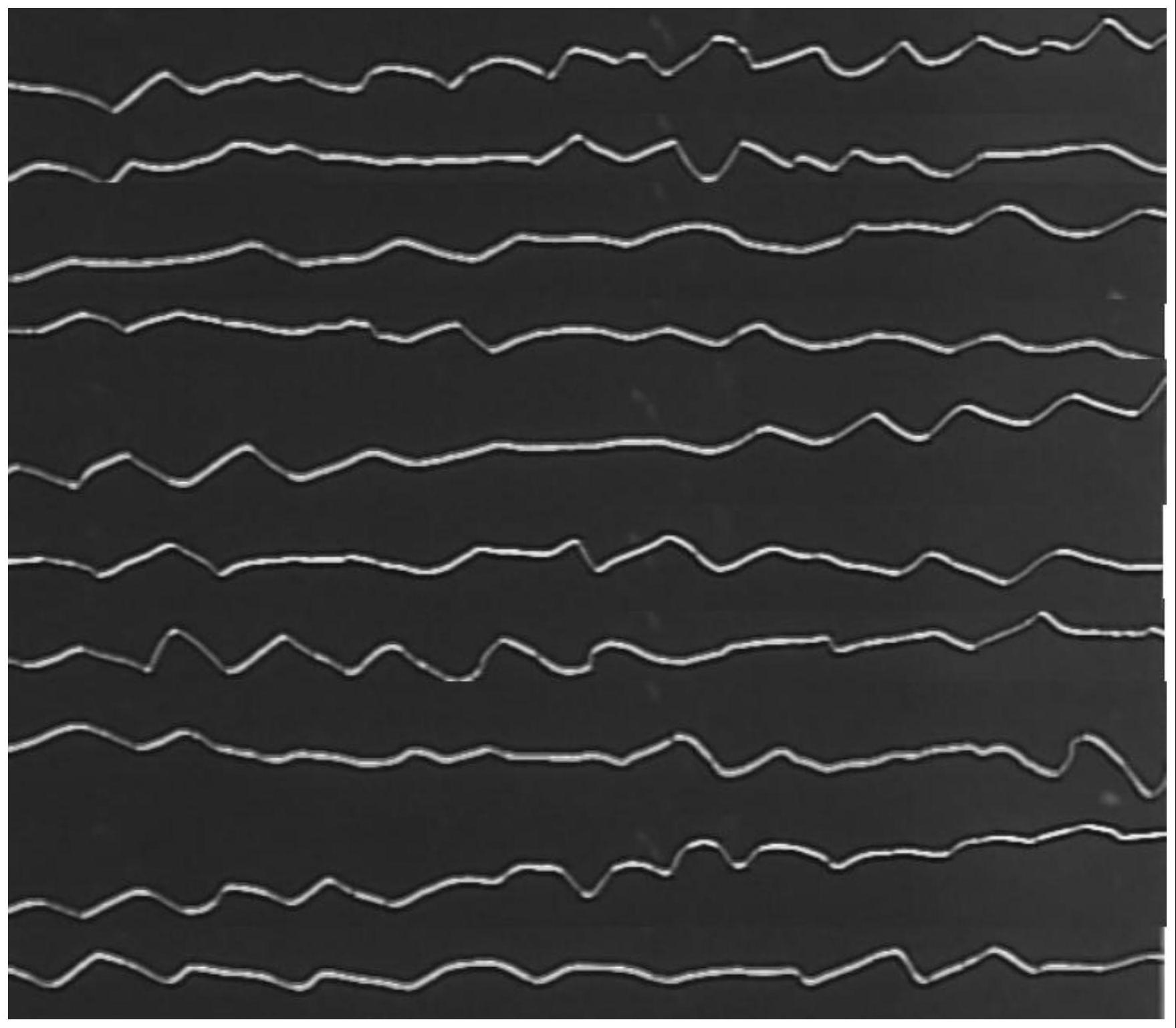
2、技术方案:本发明所述的一种缝纫线用涤纶短纤维,具有如下聚集形态:卷曲数8-20个/25mm,卷曲度与卷曲数的比值ci/cn的数值范围在0.70~1.25之间;其单根纤维具有卷曲波峰宽度大,波峰排布疏松的形貌特征,所述卷曲波峰包括a类波峰和b类波峰,所述a类波峰宽度w为2.6-6.0mm,b类波峰宽度w为0-2.5mm;a类波峰占比为70~100%,其余为b类波峰。
3、优选地,所述缝纫线用涤纶短纤维具有如下聚集形态:卷曲数9.8-15个/25mm,卷曲度与卷曲数的比值ci/cn的范围在0.84~0.91之间。
4、优选地,所述缝纫线用涤纶短纤维具有如下聚集形态:所述单根纤维中的a类波峰宽度w为3.0-5.0mm。
5、所述缝纫线用涤纶短纤维的制备方法,包括如下步骤:
6、以pta为二元酸,以eg为二元醇进行酯化反应,加入无机粒子添加剂,在催化剂催化下缩聚制得聚酯,通过涤纶短纤维纺丝工艺进行纺丝,将纺丝制备得到的原丝进行集束,集束原丝经预加张力,经过一级水浴牵伸后进行加湿加热,随后进行二级牵伸,再定型、卷曲、切断,制成,随后对制得的纤维进行测试表征。本发明制备的缝纫线用涤纶短纤维具备机械挤压式二维卷曲,在纤维生产过程中一次成型,不需通过任何干热处理。本发明制备的缝纫线用涤纶短纤维具有不同的“聚集形态”,通过生产工艺控制的“聚集形态”在纤维卷曲形貌和卷曲数、卷曲度指标上有特殊要求,卷曲形貌的特征为卷曲波峰宽度大,波峰排布疏松而不紧密,同时要求卷曲数8-20个/25mm,卷曲度8-20%,卷曲度与卷曲数的比值ci/cn的范围在0.70~1.25,通过对卷曲形貌的控制以满足提高涤纶缝纫线生产前纺可纺性并同时提高纤维强力利用率这一对矛盾性的需求。
7、优选地,所述无机粒子为高岭土、碳酸钙、硫酸钡、二氧化钛或二氧化硅中的至少一种。
8、优选地,所述催化剂为锑系催化剂,钛系催化剂,锑系和钛系的复合催化剂,铝系催化剂或锗基催化剂。
9、优选地,所述后加工卷曲工艺中控制卷曲密度为0.7-1.0万旦,卷曲压力主压为0.2-0.6mpa,背压为0.15-0.4mpa。
10、优选地,所述后加工卷曲工艺中卷曲温度为60-110℃,卷曲速度为220-380m/min。
11、优选地,所述一级水浴牵伸后加热至温度为95-110℃。
12、优选地,所述一级水浴牵伸的牵伸温度为50-60℃,牵伸倍率为2.6-3.5;所述二级牵伸的牵伸温度为160-200℃,牵伸倍率为1.10-1.30。
13、本发明纤维前纺可纺性的提高以同样车速下清梳联工序的落棉率、棉条抱合力表征,落棉率越高说明开松梳理工序对纤维的损伤越大,梳棉通过性越差,即落棉率越低通过性越好,棉条抱合力在一定范围内越低,纤维在棉条中的平行伸直度越高,梳理通过性越好。纤维强度利用率为缝纫线细纱强度与纤维强度的比值,该比值越高,说明利用较小强度的纤维可以制备得到较高强度的缝纫线,同样强度的纤维得到的缝纫线强度较高。由于涤纶纤维的生产通常通过提高牵伸倍率来提高纤维强度,故纤维强度较低对纤维生产有利,可以提高纤维生产过程的稳定、提高纤维的品质并降低成本。
14、有益效果:与现有技术相比,本发明具有如下显著优点:(1)本发明所述的缝纫线用涤纶短纤维在具有高梳理通过性的同时还具有高纤维强力利用率;本发明制备的缝纫线用涤纶短纤维的强力利用系数同比可提高5.0~17.6%;(2)所述制备方法可以有效提高涤纶缝纫线生产前纺可纺性,即改善前纺混棉、开清棉、梳棉工序的梳理通过性、运行稳定性同时提高纤维强力利用率,而纤维具有的纤度、断裂强度、伸长、干热收缩率、油剂、含油率、超长纤维含有率、倍长纤维含有率、疵点等指标则基本可以保持在原来水平。
- 还没有人留言评论。精彩留言会获得点赞!