一种高质量密度均匀度的聚四氟乙烯扁平长丝制备方法
1.本发明涉及一种聚四氟乙烯长丝的制备方法,尤其涉及一种高质量密度均匀度的聚四氟乙烯扁平长丝制备方法。
背景技术:
2.工业烟尘是大气污染的主要来源,已成为全世界面临的共同问题。目前,工业烟尘过滤材料主要为覆膜针刺毡,其中针刺毡主要为功能性纤维与增强基布通过针刺工艺加工制得,增强基布为聚四氟乙烯(polytetrafluoroethylene,ptfe)长丝织成的机织布。聚四氟乙烯化学稳定性好,不溶于常规溶剂,有“塑料王”之称,耐高低温性能优异(-260℃~260℃)同时具有表面不粘性、摩擦系数低等特点,成为制备工业烟尘过滤材料基布的理想材料。
3.由于极高的熔融粘度(1010~1011pa
·
s),聚四氟乙烯长丝无法采用常规熔融挤出法制备,目前一般采用糊料挤出法或切割法,滤料基布用聚四氟乙烯长丝采用切割法制备获得。专利cn104294382a公布了一种高强度低伸长聚四氟乙烯长丝制造工艺,该发明先将聚四氟乙烯分散粉末静置于温度低于15℃的环境进行平衡调节,然后再采用常规成型工艺制备高强度低伸长的聚四氟乙烯扁平长丝。专利cn110528131a公布了一种高强度低摩擦聚四氟乙烯缝纫线的制造工艺,该发明将切割制得的初始聚四氟乙烯扁平长丝加捻、再进行热牵伸制得单股缝纫线。专利cn101713101a公布了一种聚四氟乙烯纤维长丝的生产方法,该技术先将聚四氟乙烯薄膜与聚酯薄膜胶粘复合,再分切复合的双层薄膜,接着通过去除聚酯薄膜、热牵伸聚四氟乙烯薄膜以制备聚四氟乙烯长丝。
4.现有技术中,聚四氟乙烯扁平长丝的制备工艺采用常规聚四氟乙烯分散粉末或直接加工或对粉末进行平衡处理、再经糊料制备、预成型、挤压成型、压延、分切等工艺加工制成聚四氟乙烯扁平长丝。现有技术中采用的聚四氟乙烯分散粉末原料中的颗粒,在挤压成型、压延工艺中的颗粒间相对摩擦强度较低,导致原纤成型及分布不均匀,进而导致扁平长丝内聚四氟乙烯结构不均匀,最终导致扁平长丝质量密度不均匀。
技术实现要素:
5.有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是如何提高聚四氟乙烯纤维的质量密度均匀度。
6.为实现上述目的,本发明提供了一种高质量密度均匀度的聚四氟乙烯扁平长丝制备方法,包括步骤:
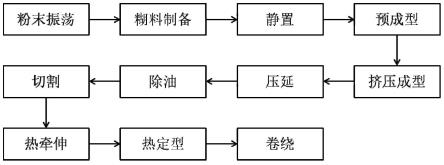
7.(一)将颗粒状聚四氟乙烯分散粉末进行上下垂直振荡预处理以调节粉末中颗粒的伸长度;
8.(二)将经振荡后的聚四氟乙烯分散粉末与助挤油剂按比例混合制得糊料后静置;
9.(三)将静置后的糊料经预成型、挤压成型、压延加工获得压延膜;
10.(四)将压延膜进行除油处理;
11.(五)将除油处理后的压延膜进行均匀切割制得初始聚四氟乙烯扁平长丝;
12.(六)将初始聚四氟乙烯扁平长丝进行热牵伸;
13.(七)将经热牵伸的扁平长丝进行热定型制得聚四氟乙烯扁平长丝。
14.进一步的,步骤(一)中,上下垂直振荡预处理在上下垂直振荡装置中进行;上下垂直振荡装置包括上盖、垂直振荡槽、垂直振动活塞、活塞驱动装置和底座;设置在底座之上的活塞驱动装置可驱动垂直振动活塞上下运动,从而带动垂直振荡槽进行振动。
15.进一步的,步骤(一)中,上下垂直振荡频率为10~250次/min,上下垂直振荡幅度为1~200mm,上下垂直振荡时间为1~300min,上下垂直振动环境温度为-40℃~50℃。
16.进一步的,经上下垂直振荡预处理的聚四氟乙烯分散粉末中颗粒的伸长度为 0.8~4.0。优选地,伸长度为1.0-3.1。
17.进一步的,步骤(二)中,助挤油剂为航空煤油。
18.进一步的,步骤(二)中,聚四氟乙烯分散粉末与航空煤油按照质量比为100:10~30 均匀混合获得糊料,并将糊料静置于温度为45℃~60℃环境中30~60小时。
19.进一步的,步骤(三)中,压延膜厚度为200μm~400μm。
20.进一步的,步骤(五)中,将除油处理后的压延膜输送至切割装置,均匀切割制得根数为20~200根初始聚四氟乙烯扁平长丝,所述初始聚四氟乙烯扁平长丝的宽度为 0.5~3mm。
21.进一步的,步骤(六)中,初始聚四氟乙烯扁平长丝输送至热牵伸装置进行热牵伸加工,温度为250℃~380℃,牵伸点的组数为3~5组,牵伸倍数为20~40倍,输入速度为0.4~1.0m/min,输出速度为10~40m/min。
22.进一步的,步骤(七)中,经热牵伸的扁平长丝输送至热定型箱体进行热定型加工,箱体温度为360℃~440℃,输入速度为80~120m/min,输出速度为100~140m/min,聚四氟乙烯扁平长丝的质量密度范围1.9-2.03g/cm3,质量密度变易系数为3.8%-5.4%。
23.与现有技术相比,本发明的有益效果:
24.1)本发明采用上下垂直振荡技术对颗粒状聚四氟乙烯分散粉末进行振荡预加工处理,通过提高分散粉末中颗粒间的相互作用强度来提高聚四氟乙烯扁平长丝的结构均匀性,进而提高扁平长丝的质量密度均匀度。
25.2)本发明提供的一种高质量密度均匀度的聚四氟乙烯扁平长丝制备方法,生产效率高,同时能够提高成品率。
26.以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
附图说明
27.图1是本发明的一个较佳实施例中的上下垂直振荡装置的结构示意图。
28.图2是本发明的一个较佳实施例中的聚四氟乙烯颗粒的结构示意图。
29.图3是本发明的一个较佳实施例中的工艺流程图。
具体实施方式
30.以下参考说明书附图介绍本发明的多个优选实施例,使其技术内容更加清楚和便
于理解。本发明可以通过许多不同形式的实施例来得以体现,本发明的保护范围并非仅限于文中提到的实施例。
31.如图3所示,在根据本发明提供一种高质量密度均匀度的聚四氟乙烯扁平长丝制备方法的具体实施方式中,采用的一种上下垂直振荡装置如图1所示。该装置包括上盖 1、垂直振荡槽3、垂直振动活塞4、活塞驱动装置5和底座6。设置在底座6之上的活塞驱动装置5可驱动垂直振动活塞4上下运动,从而带动垂直振荡槽3进行振动。使用时,将ptee分散粉末置于垂直振荡槽3中,盖好上盖1,设定好振荡频率、幅度和时间后,启动垂直振动活塞4即可进行步骤一中的振荡预加工处理。本技术利用聚四氟乙烯粉末颗粒的冷流性,通过上下垂直振荡颗粒,使得聚四氟乙烯伸长度增加。
32.本技术中颗粒的伸长度=log2(a/b),如图2所示,a为颗粒拟合椭圆的主轴长,b 为颗粒拟合椭圆的次轴长。
33.颗粒状聚四氟乙烯分散粉末经过上下垂直振荡之后,其中部分球形颗粒伸长(球形颗粒间相对滑移能力较强,但颗粒间摩擦小难以形成原纤);为了使颗粒间形成原纤,通过增加颗粒伸长度来增加颗粒间的相互摩擦强度(也就是降低颗粒间相对滑移能力) 来使得原纤量增加,进而提高后道作用力分布。
34.颗粒间相对滑移的能力随着颗粒伸长度的增加而减少,当相对滑移能力降低至一定程度后,在挤压成型过程中,分散颗粒间原纤数量大大降低,导致在挤压成型体中颗粒间原纤数量降低、挤压成型体结构不均匀性增加,进而导致最终产品均匀性降低。如果颗粒伸长度太大的话,颗粒间堆砌密实度大大增加,导致在挤压成型工艺中颗粒间无法形成有效的相对滑移,反而导致终端产品结构不均匀性增加。即颗粒间的原纤量随着颗粒伸长度的增加表现出先增加后降低的变化趋势。
35.实施例1
36.步骤一、采用常规颗粒状聚四氟乙烯分散粉末为原料,将一定量的颗粒状聚四氟乙烯分散粉末置于上下垂直振荡装置中进行上下垂直振荡预加工处理,上下垂直振荡频率为50次/min,上下垂直振荡幅度为10mm,上下垂直振荡时间为15min,上下垂直振动环境温度为15℃,经上下垂直振荡预加工处理的聚四氟乙烯分散粉末中颗粒的伸长度为1.0。
37.在本实施例中,采用的一种上下垂直振荡装置如图1所示。该装置包括上盖1、垂直振荡槽3、垂直振动活塞4、活塞驱动装置5和底座6。设置在底座6之上的活塞驱动装置5可驱动垂直振动活塞4上下运动,从而带动垂直振荡槽3进行振动。使用时,将ptee分散粉末置于垂直振荡槽3中,盖好上盖1,设定好振荡频率、幅度和时间后,启动垂直振动活塞4即可进行步骤一中的振荡预加工处理。
38.步骤二、将上述经振荡预加工处理的聚四氟乙烯分散粉末与航空煤油混合,两者按照质量比为100:20均匀混合获得糊料,并将糊料静置于温度为55℃环境中50小时;
39.步骤三、将步骤二中静置后的糊料倒入预成型装置,加压制成预成型体,再经挤压成型、压延加工获得厚度为250μm的压延膜;
40.步骤四、将步骤三中的压延膜经温度为240℃的箱体以蒸发航空煤油,输入速度为10m/min,输出速度为10m/min;
41.步骤五、将步骤四中经除油后的压延膜输送至切割装置,其切割刀片将牵伸后的均匀切割制得根数为80根初始聚四氟乙烯扁平长丝。其中,初始聚四氟乙烯扁平长丝的宽
度为1.5mm;
42.步骤六、将步骤五中的扁平长丝输送至热牵伸装置进行热牵伸加工,其中,温度为360℃,牵伸点的组数为4组,牵伸倍数为30倍,输入速度为0.5m/min,输出速度为15m/min;
43.步骤七、将步骤六中经热牵伸的扁平长丝输送至热定型箱体进行热定型加工以制备高密度均匀度的聚四氟乙烯扁平长丝。箱体温度为400℃,输入速度为90m/min,输出速度为120m/min,质量密度为1.9g/cm3,质量密度变异系数5%。
44.实施例2
45.步骤一、采用常规颗粒状聚四氟乙烯分散粉末为原料,将一定量的颗粒状聚四氟乙烯分散粉末置于上下垂直振荡装置中进行上下垂直振荡预加工处理,上下垂直振荡频率为50次/min,上下垂直振荡幅度为10mm,上下垂直振荡时间为50min,上下垂直振动环境温度为15℃,经上下垂直振荡预加工处理的聚四氟乙烯分散粉末中颗粒的伸长度为2.2。
46.步骤二、将上述经振荡预加工处理的聚四氟乙烯分散粉末与航空煤油混合,两者按照质量比为100:20均匀混合获得糊料,并将糊料静置于温度为55℃环境中50小时;
47.步骤三、将步骤二中静置后的糊料倒入预成型装置,加压制成预成型体,再经挤压成型、压延加工获得厚度为250μm的压延膜;
48.步骤四、将步骤三中的压延膜经温度为240℃的箱体以蒸发航空煤油,输入速度为10m/min,输出速度为10m/min;
49.步骤五、将步骤四中经除油后的压延膜输送至切割装置,其切割刀片将牵伸后的均匀切割制得根数为80根初始聚四氟乙烯扁平长丝。其中,初始聚四氟乙烯扁平长丝的宽度为1.5mm;
50.步骤六、将步骤五中的扁平长丝输送至热牵伸装置进行热牵伸加工,其中,温度为360℃,牵伸点的组数为4组,牵伸倍数为30倍,输入速度为0.5m/min,输出速度为15m/min;
51.步骤七、将步骤六中经热牵伸的扁平长丝输送至热定型箱体进行热定型加工以制备高密度均匀度的聚四氟乙烯扁平长丝。箱体温度为400℃,输入速度为90m/min,输出速度为120m/min,质量密度为1.95g/cm3,质量密度变异系数3.8%。
52.实施例3
53.步骤一、采用常规颗粒状聚四氟乙烯分散粉末为原料,将一定量的颗粒状聚四氟乙烯分散粉末置于上下垂直振荡装置中进行上下垂直振荡预加工处理,上下垂直振荡频率为60次/min,上下垂直振荡幅度为10mm,上下垂直振荡时间为100min,上下垂直振动环境温度为15℃,经上下垂直振荡预加工处理的聚四氟乙烯分散粉末中颗粒的伸长度为3.1。
54.步骤二、将上述经振荡预加工处理的聚四氟乙烯分散粉末与航空煤油混合,两者按照质量比为100:20均匀混合获得糊料,并将糊料静置于温度为55℃环境中50小时;
55.步骤三、将步骤二中静置后的糊料倒入预成型装置,加压制成预成型体,再经挤压成型、压延加工获得厚度为250μm的压延膜;
56.步骤四、将步骤三中的压延膜经温度为240℃的箱体以蒸发航空煤油,输入速度为10m/min,输出速度为10m/min;
57.步骤五、将步骤四中经除油后的压延膜输送至切割装置,其切割刀片将牵伸后的均匀切割制得根数为80根初始聚四氟乙烯扁平长丝。其中,初始聚四氟乙烯扁平长丝的宽度为1.5mm;
58.步骤六、将步骤五中的扁平长丝输送至热牵伸装置进行热牵伸加工,其中,温度为360℃,牵伸点的组数为4组,牵伸倍数为30倍,输入速度为0.5m/min,输出速度为15m/min;
59.步骤七、将步骤六中经热牵伸的扁平长丝输送至热定型箱体进行热定型加工以制备高密度均匀度的聚四氟乙烯扁平长丝。箱体温度为400℃,输入速度为90m/min,输出速度为120m/min,质量密度为2.03g/cm3,质量密度变异系数5.4%。
60.以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1