一种防火耐磨瓦楞纸箱成型系统及工艺的制作方法
1.本发明涉及纸箱技术领域,更具体的说是一种防火耐磨瓦楞纸箱成型系统及工艺。
背景技术:
2.瓦楞纸箱为运输包装的主力军,它除了保护商品、便于仓储、运输之外,还起到美化商品和宣传商品的作用,防火瓦楞纸纸箱属于其中的一种。
3.专利号为202122629989.0一种隔热保温性能好的防火瓦楞纸纸箱,本实用新型通过防火瓦楞纸纸箱本体、加强板、基层、顶层、防护层、第一保护层、第二保护层、第三保护层、第四保护层和第五保护层的配合,实现了使用效果好的目的,具有防水、阻燃、隔热保温、防腐蚀和抗冲击能力强等优点,满足当今市场的需求,提高了防火瓦楞纸纸箱的实用性和使用性。但是该装置加工出的纸箱抗冲击能力弱。
技术实现要素:
4.为克服现有技术的不足,本发明提供一种防火耐磨瓦楞纸箱成型系统及工艺,其有益效果为本发明能够加工出抗冲击能力强的纸箱。
5.本发明解决其技术问题所采用的技术方案是:
6.一种防火耐磨瓦楞纸箱成型系统,包括托架,托架的两端分别连接有侧滑套,两个侧滑套的外端皆活动连接有辊轴,两个侧滑套上皆设有中轴架,两个中轴架的中部皆设有直角板,两个中轴架的内端皆设有能插入筋板的c型橡胶块;插入在c型橡胶块上的筋板顶面与直角板贴合;两个中轴架上的c型橡胶块对应设置。
7.所述成型系统还包括u型架,u型架焊接在侧滑套上,中轴架竖向滑动连接在u型架上.
8.所述成型系统还包括焊接在其中一个中轴架外端的外导架,外导架上通过轴承转动连接有覆胶辊.
9.还包括固接在中轴架内端的内导架,c型橡胶块设置有多个,多个c型橡胶块上皆设有滑座,多个滑座皆与内导架配合连接。
10.所述滑座与内导架之间滑动连接。
11.所述c型橡胶块为橡胶材质。
12.还包括转动连接在中轴架上的转轴,转轴上固接有安装架,安装架上固接有直角板、弧形板和锐角板。
13.还包括转动连接在侧滑套上的短轴,短轴上固接有驱动架,驱动架上活动连接有伸缩架,辊轴转动连接在伸缩架上。
14.所述辊轴与水箱ⅱ密封转动连接,水箱ⅱ固接在伸缩架上,设有槽口的托架的底面设有水箱ⅰ。
15.一种防火耐磨瓦楞纸箱成型系统制备纸箱的工艺,该工艺包括以下步骤:
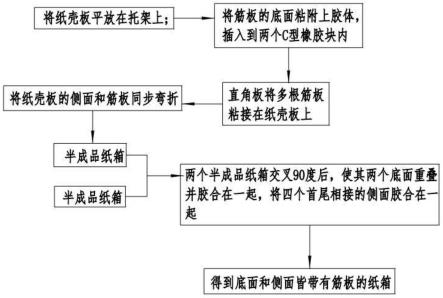
16.a:将纸壳板平放在托架上,直角板和辊轴分别位于纸壳板的上下两端,同时使纸壳板待弯曲的折痕位置处于直角板和辊轴之间;
17.b:将筋板的底面从覆胶辊滚过粘附上胶体后插入到两个c型橡胶块内;
18.c:控制中轴架向下移动,中轴架带动直角板向下将筋板压制在纸壳板上,使得多根筋板粘接在纸壳板上;
19.d:两个辊轴向上移动将纸壳板两端沿着折痕向上推顶,同时在直角板的压制下使得粘附在纸壳板上的筋板也被折弯;
20.e:中轴架向上移动带动直角板与纸箱分离,同时筋板与c型橡胶块脱离,得到底面和侧面粘接有筋板的半成品纸箱;
21.f:重复上述步骤再制得一个底面和两个侧面粘接有筋板的半成品纸箱;
22.g:将两个半成品纸箱交叉90度后,使其两个底面重叠并胶合在一起,将四个首尾相接的侧面胶合在一起,得到底面和侧面皆带有筋板的纸箱。
附图说明
23.下面结合附图和具体实施方法对本发明做进一步详细的说明。
24.图1为防火耐磨瓦楞纸箱成型工艺的结构示意图;
25.图2为直角板和辊轴配合的结构示意图;
26.图3为托架的结构示意图;
27.图4为多个c型橡胶块的结构示意图;
28.图5为辊轴的结构示意图;
29.图6为直角板、弧形板和锐角板的结构示意图;
30.图7为c型橡胶块的结构示意图;
31.图8为辅助架的结构示意图;
32.图9和图10为防火耐磨瓦楞纸箱成型系统的结构示意图;
33.图11为放置有筋板和纸壳板的成型系统的结构示意图。
具体实施方式
34.如图2所示:
35.将纸壳板平放在托架101上,直角板204和辊轴304分别位于纸壳板的上下两端,同时使纸壳板待弯曲的折痕位置处于直角板204和辊轴304之间,将筋板的底面粘附上胶体后插入到两个c型橡胶块209内,控制中轴架201向下移动,中轴架201带动直角板204向下将筋板压制在纸壳板上,使得多根附有粘胶的筋板粘接在纸壳板上,直角板204压制在筋板上,配合两个辊轴304向上移动将纸壳板两端沿着折痕向上推顶,将纸壳板的两侧折弯形成侧面,同时在直角板204的压制下,配合向上移动的辊轴304,使得粘附在纸壳板上的筋板也被向上折弯,进而使得弯折的筋板能够与弯折的纸箱内壁完好贴合粘附,制得底面和两个侧面都粘附有筋板的半成品纸箱,重复上述步骤再制得一个底面和两个侧面粘接有筋板的半成品纸箱,将两个半成品纸箱交叉90度后,使其两个底面重叠并胶合在一起,将四个首尾相接的侧面胶合在一起,得到底面和侧面皆带有筋板的纸箱,使得当外部的纸壳箱磨损或烧毁后,其内部的筋板能够对纸箱内的物品进行保护,避免纸壳箱受损后,内部的物品直接暴
露在外面造成损失或丢失,抗冲击能力强。
36.如图4至5所示:
37.所述成型系统还包括u型架105,u型架105焊接在侧滑套104上,中轴架 201竖向滑动连接在u型架105上,中轴架201和u型架105之间固定连接有第一电动推杆,第一电动推杆启动带动中轴架201上下移动,进而带动直角板204 和插有筋板的c型橡胶块209上下移动,直角板204向远离托架101方向移动时,便于将纸壳板插入到筋板和托架101之间,并调整纸壳板的位置,其次,还能够插入不同厚度的纸壳板,当直角板204向靠近托架101方向移动时,带动筋板向下移动,同时直角板204将筋板压制粘接固定在纸壳板上。
38.如图8所示:
39.所述成型系统还包括焊接在其中一个中轴架201外端的外导架306,外导架 306上通过轴承转动连接有覆胶辊307,筋板插入到c型橡胶块209上之前,筋板的底面先与覆胶辊307接触,筋板向靠近c型橡胶块209的方向移动时,筋板带动覆胶辊307转动,转动的覆胶辊307不断将胶体粘附在筋板上,进而使得筋板插入到c型橡胶块209上的同时,其底面粘附有胶体。
40.如图7所示:
41.所述成型系统还包括焊接在中轴架201内端的内导架207,c型橡胶块209 设置有多个,多个c型橡胶块209上皆胶合有滑座208,多个滑座208皆与内导架207配合连接;多个c型橡胶块209便于插入多根筋板,胶合有多根筋板的纸箱,其强度更大,更耐磨损,对内部物体的保护更佳。
42.如图7所示:
43.所述滑座208与内导架207之间滑动连接,从而能够改变多个c型橡胶块 209之间的间距,进而调整纸箱内筋板的间距,改变筋板分布的密度,或者适用于不同长度的纸箱;
44.其次,内导架207的末端处于开放的状态,可以根据需求安装或卸下滑座 208,进而能够插入不同数量的筋板,将其粘附在纸箱内部;
45.滑座208上螺纹连接锁紧螺钉,进而能够将滑座208固定在内导架207上。
46.如图7所示:
47.直角板204将带有粘胶的筋板压制在纸壳板上,使得筋板与纸壳板之间粘接固定,所述c型橡胶块209为橡胶材质,c型橡胶块209下端两侧的凸沿与筋板接触面为镜面,因此当c型橡胶块209向上移动时,粘附上胶体的筋板不会与镜面的c型橡胶块209粘接固定,而是在c型橡胶块209向上移动时,粘接在纸壳板上的筋板挤压c型橡胶块209两侧的凸沿,凸沿向外端展开,进而实现c型橡胶块209与筋板之间的分离。
48.如图6所示:
49.所述成型系统还包括通过轴承转动连接在中轴架201上的转轴202,转轴 202通过联轴器连接在减速电机的输出轴上,减速电机固定在中轴架201上,转轴202上通过插销固定连接有安装架203,安装架203上通过螺钉固定连接有直角板204、弧形板205和锐角板206,直角板204、弧形板205和锐角板206三者之间间隔120度;
50.纸壳板两端向上弯折时,纸壳板的两端能够沿着直角板204的端面进行弯折,当直角板204朝下放置时,纸壳板的弯折轨迹呈现为直角形态,加工出的纸箱侧面为竖直面;
51.减速电机启动带动转轴202转动,进而通过安装架203带动直角板204、弧形板205
和锐角板206转动,当弧形板205朝下放置时,纸壳板的侧面和底面之间的弯折轨迹呈现为弧形面,加工出拐角为弧形面的纸箱;
52.当锐角板206朝下放置时,纸壳板的侧面和底面之间的弯折角度呈现为锐角,加工出拐角为锐角的纸箱,进而能够加工出不同形状的纸箱。
53.如图6所示:
54.所述成型系统还包括通过轴承转动连接在侧滑套104上的短轴301,短轴 301通过联轴器连接在驱动电机的输出轴上,驱动电机通过螺栓固定在侧滑套 104上,短轴301上通过插销固定连接有驱动架302,驱动架302上竖向滑动连接有伸缩架303,伸缩架303和驱动架302之间固定连接第二电动推杆,辊轴 304通过轴承转动连接在伸缩架303上;
55.第二电动推杆启动带动伸缩架303上下移动,伸缩架303向上移动时,将纸壳板的侧边向上推顶,将纸壳板折弯,形成纸箱的侧面;
56.其次,当弧形板205朝下摆放时,驱动电机启动带动短轴301转动,短轴 301带动驱动架302绕着短轴301轴线转动,驱动架302带动其上的辊轴304绕着短轴301轴线做圆周运动,进而使得与纸壳板底面接触的辊轴304做圆周运动时,绕着弧形轨迹向上转动,进而将纸壳板向上推顶的同时,做圆周运动的辊轴304与弧形板205的弧形面配合,将纸壳板的侧边呈弧形轨迹向上推顶,从而成型出拐角为弧形面的纸箱;
57.再次,当锐角板206朝下摆放时,锐角板206下端的水平面与纸壳板接触贴合,控制短轴301转动,使得伸缩架303转至锐角板206的上端,同时将纸壳板的侧边向上带起,然后控制第二电动推杆启动带动伸缩架303向纸壳板方向伸出,辊轴304推顶纸壳板直至纸壳板与锐角板206的倾斜边接触,加工出拐角为锐角的纸箱,从而可以根据需求将纸壳板加工成需要的形状。
58.如图5所示:
59.所述辊轴304的外端面粘接有海绵,辊轴304上设有多个滤孔,辊轴304 与水箱ⅱ305上的水管通过密封轴承转动连接,水箱ⅱ305上的水管上设有水泵,水箱ⅱ305通过螺钉固定连接在伸缩架303上,将防火涂料注入到水箱ⅱ305内储存,在水泵的作用下将防火涂料注入到辊轴304内,当辊轴304向上移动推顶纸壳板时,吸附有防火涂料的辊轴304在纸壳板的侧面向上滚动,将防火涂料均匀的涂抹在纸壳板的外表面上,进而实现对纸壳板侧面推动成型的同时,在纸壳板的外表面涂覆一层防火涂料,使其具备防火功能;
60.托架101的底面设有槽口,托架101的底面通过螺栓固定连接有水箱ⅰ103,水箱ⅰ103通过水泵接入外接的防火涂料,水箱ⅰ103上设有多个喷嘴,防火涂料在水泵作用下通过多个喷嘴喷出,喷射在纸壳板的底面,进而在纸壳板的底面涂覆一层防火涂料,使其具备防火功能。
61.如图3至4所示:
62.所述托架101的两端分别焊接一个延伸杆102,两个侧滑套104分别与两个延伸杆102滑动连接,侧滑套104与延伸杆102之间固定连接有第三电动推杆;
63.第三电动推杆启动带动两个侧滑套104移动,改变两个侧滑套104之间间距,进而改变两个c型橡胶块209,两个辊轴304之间的间距,从而能够加工出不同长度的纸箱。
64.如图8所示:
65.两个所述侧滑套104上通过螺钉连接有辅助架106,辅助架106位于直角板 204和
直角板204之间,也就是辅助架106与纸壳箱上的折痕对应,因此通过测量两个辅助架106之间的间距,即可直接得到带有筋板的纸箱的底面的长度尺寸。
66.一种防火耐磨瓦楞纸箱成型系统制备纸箱的工艺,该工艺包括以下步骤:
67.a:将纸壳板平放在托架101上,直角板204和辊轴304分别位于纸壳板的上下两端,同时使纸壳板待弯曲的折痕位置处于直角板204和辊轴304之间;
68.b:将筋板的底面从覆胶辊307滚过粘附上胶体后插入到两个c型橡胶块209 内;
69.c:控制中轴架201向下移动,中轴架201带动直角板204向下将筋板压制在纸壳板上,使得多根筋板粘接在纸壳板上;
70.d:两个辊轴304向上移动将纸壳板两端沿着折痕向上推顶,同时在直角板 204的压制下使得粘附在纸壳板上的筋板也被折弯;
71.e:中轴架201向上移动带动直角板204与纸箱分离,同时筋板与c型橡胶块209脱离,得到底面和侧面粘接有筋板的半成品纸箱;
72.f:重复上述步骤再制得一个底面和两个侧面粘接有筋板的半成品纸箱;
73.g:将两个半成品纸箱交叉90度后,使其两个底面重叠并胶合在一起,将四个首尾相接的侧面胶合在一起,得到底面和侧面皆带有筋板的纸箱。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1