一种高弹易染滑柔纤维生产设备及生产工艺的制作方法
1.本发明涉及纤维纺丝技术领域,具体为一种高弹易染滑柔纤维生产设备及生产工艺。
背景技术:
2.纤维丝是服装布料必不可少的材料,而纤维丝在生产过程中,从纤维丝原料的选择和配比上就出现错误,导致纤维丝原料生产时发生干涉,导致成品质量差,同时大多生产工艺较为复杂,不能采用一体机上一步法生产方式对纤维丝进行快速高效生产,相对于传统的二步法生产方式来说,能耗高,效率低,且纤维丝进行网络器加工时,无法根据客户对网络点高低的不同要求,实现自动调节网络空压气压力的功能,不能有效解决终端网络压力高低波动大的困扰,对网络点的均匀性及牢度起到更好的稳定作用,导致生产后的纤维丝成品具有的高弹易染滑柔性能也较为低下,同时也不能实时对纤维丝的张紧度进行精准调节,易出现紧绷断裂和缠绕的情况,给工作人员带来工作负担,为此,提出高弹易染滑柔纤维生产设备及生产工艺。
技术实现要素:
3.本发明的目的在于提供高弹易染滑柔纤维生产设备及生产工艺,以解决上述背景技术中提出的从纤维丝原料的选择和配比上就出现错误,导致纤维丝原料生产时发生干涉,导致成品质量差,同时不能采用一体机上一步法生产方式对纤维丝进行快速高效生产,也无法根据客户对网络点高低的不同要求,实现自动调节网络空压气压力的功能,不能有效解决终端网络压力高低波动大的困扰,对网络点的均匀性及牢度起到更好的稳定作用,导致生产后的纤维丝成品具有的高弹易染滑柔性能也较为低下,也不能实时对纤维丝的张紧度进行精准调节的问题。
4.为实现上述目的,本发明提供如下技术方案:一种高弹易染滑柔纤维生产设备,包括控制箱,所述控制箱正面的顶部嵌设有控制面板,所述控制箱内腔的顶部开设有安装腔,所述控制箱内腔的底部开设有活动腔,所述控制箱上设置有网络调节机构,所述网络调节机构上传送有多根纤维丝,所述控制箱靠近网络调节机构的底部设置有与多根纤维丝配合使用的张紧调节机构。
5.优选的,所述网络调节机构包括阿特拉斯离心式空压机,所述阿特拉斯离心式空压机固定在安装腔的内腔且阿特拉斯离心式空压机的出气口连通有空气过滤器,所述空气过滤器的出气口通过管道依次连通有流量传感器和调压器,所述调压器的出气口连通有高精度调压阀且高精度调压阀出气口连通有总管,所述总管的另一端连通有控压器,所述控压器内腔背面的两侧均嵌设有气压传感器,所述控压器正面的中心处从做至右依次设置有赫伯利喷嘴,所述控压器和赫伯利喷嘴相向的一端开设有喷射孔。
6.优选的,所述张紧调节机构包括伺服电机,所述伺服电机固定在控制箱底部的右侧且伺服电机的输出轴从下至上依次固定连接有减速机和丝杆,所述丝杆的表面螺纹连接
有螺纹筒,所述螺纹筒的右侧固定连接有连接架且连接架的右侧固定连接有与多根纤维丝传送配合的转向辊,所述转向辊的斜上方从左至右依次固定连接有与多根纤维丝检测配合的张紧度传感器。
7.优选的,所述阿特拉斯离心式空压机和安装腔之间通过减震垫固定,所述阿特拉斯离心式空压机进气口的外侧设置有与安装腔固定配合的防护网。
8.优选的,所述空气过滤器内部的滤芯采用活性炭和过滤棉双重材料制成,所述赫伯利喷嘴的背面固定连接有与控压器配合使用的第一安装板。
9.优选的,所述控压器正面的顶部和底部均固定连接有第二安装板且第二安装板的正面从左至右依次固定连接有与赫伯利喷嘴配合使用的导流喷嘴。
10.优选的,所述赫伯利喷嘴内腔的顶部和底部均固定连接有涡流头且涡流头的内腔采用涡流腔设计,所述赫伯利喷嘴内腔的中心处竖向固定连接有螺旋套且螺旋套的内腔开设有螺纹气旋槽。
11.优选的,所述控制箱右侧顶部的正面从前至后依次转动连接有与多根纤维丝传送配合的辅助辊,且活动腔内腔的前后两侧均竖向开设有t型滑槽,且t型滑槽的内腔滑动连接有与连接架的左侧固定连接。
12.一种高弹易染滑柔纤维的生产工艺,根据上述所述的一种高弹易染滑柔纤维生产设备,其特征在于:包括如下步骤:
13.步骤一、涤纶丝处理:工作人员选用纤伸比dr1为1.73的355dtex/96f规格的poy丝作为涤纶丝原料,采用基于巴马格一体机的一步法生产方式,先将poy丝置于g1导盘上进行传送导流,接着再经过加弹机上的第一热箱内进行加热处理,且第一热箱的上热箱温度控制在195℃,第一热箱的下热箱不开,且温度保持在常温状态50℃,使poy丝加热到玻璃化温度,接着经过第一热箱热处理后的poy丝经过冷却板进行冷却至室温,冷却完成后的poy丝再由假捻器在倍捻锭子上进行加捻处理,同时对poy丝进行预缩和定形,并使丝线扭曲,产生低收缩性变形,使经过假捻器处理后的poy丝具有起绉效应;
14.步骤二、氨纶丝处理:接着工作人员选用氨纶牵抻比dr2为3.52的15d/1f规格的华峰千禧作为氨纶丝原料,并将氨纶丝置于g1.4导盘上进行传送导流处理;
15.步骤三、纤维成品处理:然后工作人员再将步骤一制得的poy丝和步骤一制得的氨纶丝通过网络器时,控制阿特拉斯离心式空压机的压缩空气压力保持在0.32mpa状态,阿特拉斯离心式空压机产生的高压气体经过空气过滤器双重滤料过滤后再经由调压器调节后到达总管内,且流量传感器和高精度调压阀对到达总管内的高压气体流量进行精准控制,再由气压传感器对控压器内的高压气体压强进行实时监测,由涡流头的辅助成型配合,接着高压气体经过控压器上的喷射孔由赫伯利喷嘴对poy丝和氨纶丝两个不同组份的纤维合股混纤在一起,并形成以氨纶为芯,涤纶长丝为外包覆层的涤氨包覆纱,接着涤氨包覆纱经过导流喷嘴到达转向辊上,然后张紧度传感器对经过的涤氨包覆纱的张紧度进行感应监测,若涤氨包覆纱过于紧绷或松弛时,控制伺服电机带动丝杆进行正转或反转,丝杆带动螺纹筒上移或下移,螺纹筒再通过连接架带动转向辊上移或下移,则转向辊带动涤氨包覆纱进行上移或下移调节,直至转向辊上的涤氨包覆纱张紧度符合张紧度传感器预设范围值为止,则伺服电机关闭,减速机控制丝杆进行减速停转,使转向辊保持在最佳位置对涤氨包覆纱进行导向传送,然后再采用1-5-1pu盘配置,接着涤氨包覆纱再由g2.x导盘传送导流至加
弹机上的第二热箱内进行热处理,同步骤一,第二热箱内的上热箱温度控制在195℃,下热箱不开,且温度保持在常温状态50℃,使涤纶长丝加热到玻璃化温度,同时经w3罗拉热拉伸和假捻器变形加工后,与经罗拉冷拉伸的氨纶丝一同进入网络器进行合股处理,再经过油轮对涤氨包覆纱进行抗静电防飞溅油剂包覆处理,上油量控制在3.5%范围,使纱线形成有规律性的网点,最终卷绕成型,即可制得具有高弹易染滑柔的氨纶包覆纤维丝成品。
16.与现有技术相比,本发明的有益效果是:
17.本发明中,通过设置网络调节机构,由阿特拉斯离心式空压机提供0.32mpa的空气气源,再由空气过滤器、流量传感器、调压器和高精度调压阀的配合,根据客户对网络点高低的不同要求,实现自动调节网络空压气压力的功能,有效解决终端网络压力高低波动大的困扰,对网络点的均匀性及牢度起到更好的稳定作用,再由总管、控压器、气压传感器、赫伯利喷嘴和喷射孔的配合,利于由poy丝和氨纶丝原料组成的纤维丝合股成型工作,提升纤维丝成品具有的高弹易染滑柔性能,通过设置张紧调节机构,由伺服电机提供驱动来源,再由减速机、丝杆、螺纹筒、连接架、转向辊和张紧度传感器的配合,对传送过程中涤氨包覆纱纤维丝成品的张紧度进行精准调节,利于纤维丝成品的有序传送作业,防止纤维丝成品传送过程中过于紧绷出现断裂,或过于松弛出现传送混乱的情况,减轻工作人员的工作负担,提高纤维丝成品的生产效率。
18.本发明中,通过选用纤伸比dr1为1.73的355dtex/96f规格的poy丝作为涤纶丝原料,选用氨纶牵抻比dr2为3.52的15d/1f规格的华峰千禧作为氨纶丝原料,从纤维丝原料选择和配比上进行优化,使poy丝和氨纶丝搭配起来更加合理,利于纤维丝成品的成型作业,提升纤维丝成品的高弹易染滑柔性能,再采用一体机上一步法生产方式对纤维丝进行快速高效生产,提升纤维丝成品的生产效率,同时也达到节能减排的效果。
附图说明
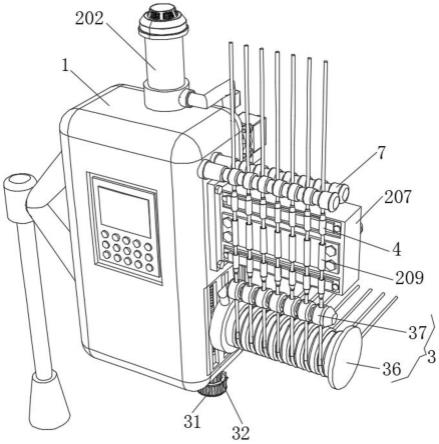
19.图1为本发明的结构示意图;
20.图2为本发明的结构后视图;
21.图3为本发明网络调节机构的结构后视图;
22.图4为本发明控压器的结构主视图;
23.图5为本发明赫伯利喷嘴和导流喷嘴的结构局部主视剖面图;
24.图6为本发明赫伯利喷嘴的结构分解示意图;
25.图7为本发明控制箱和张紧调节机构的结构局部仰视图;
26.图8为本发明工艺流程图。
27.图中:1、控制箱;2、网络调节机构;201、阿特拉斯离心式空压机;202、空气过滤器;203、流量传感器;204、调压器;205、高精度调压阀;206、总管;207、控压器;208、气压传感器;209、赫伯利喷嘴;2010、喷射孔;3、张紧调节机构;31、伺服电机;32、减速机;33、丝杆;34、螺纹筒;35、连接架;36、转向辊;37、张紧度传感器;4、导流喷嘴;5、涡流头;6、螺旋套;7、辅助辊。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.实施例1
30.请参阅图1-图7,本发明提供一种技术方案:一种高弹易染滑柔纤维生产设备,包括控制箱1,控制箱1正面的顶部嵌设有控制面板,控制箱1内腔的顶部开设有安装腔,控制箱1内腔的底部开设有活动腔,控制箱1上设置有网络调节机构2,通过设置网络调节机构2,由阿特拉斯离心式空压机201提供0.32mpa的空气气源,再由空气过滤器202、流量传感器203、调压器204和高精度调压阀205的配合,根据客户对网络点高低的不同要求,实现自动调节网络空压气压力的功能,有效解决终端网络压力高低波动大的困扰,对网络点的均匀性及牢度起到更好的稳定作用,再由总管206、控压器207、气压传感器208、赫伯利喷嘴209和喷射孔2010的配合,利于由poy丝和氨纶丝原料组成的纤维丝合股成型工作,提升纤维丝成品具有的高弹易染滑柔性能,网络调节机构2上传送有多根纤维丝,控制箱1靠近网络调节机构2的底部设置有与多根纤维丝配合使用的张紧调节机构3,通过设置张紧调节机构3,由伺服电机31提供驱动来源,再由减速机32、丝杆33、螺纹筒34、连接架35、转向辊36和张紧度传感器37的配合,对传送过程中涤氨包覆纱纤维丝成品的张紧度进行精准调节,利于纤维丝成品的有序传送作业,防止纤维丝成品传送过程中过于紧绷出现断裂,或过于松弛出现传送混乱的情况,减轻工作人员的工作负担,提高纤维丝成品的生产效率。
31.实施例2
32.请参阅图1-图8,本发明提供一种技术方案:一种高弹易染滑柔纤维生产设备,包括控制箱1,控制箱1正面的顶部嵌设有控制面板,控制箱1内腔的顶部开设有安装腔,控制箱1内腔的底部开设有活动腔,控制箱1上设置有网络调节机构2,网络调节机构2包括阿特拉斯离心式空压机201,阿特拉斯离心式空压机201固定在安装腔的内腔且阿特拉斯离心式空压机201的出气口连通有空气过滤器202,阿特拉斯离心式空压机201和安装腔之间通过减震垫固定,对阿特拉斯离心式空压机201底部进行减震降噪处理,阿特拉斯离心式空压机201进气口的外侧设置有与安装腔固定配合的防护网,对外界灰尘进行过滤,同时也起到保护的作用,空气过滤器202内部的滤芯采用活性炭和过滤棉双重材料制成,提高空气过滤器202对高压气体中杂质的过滤充分度,提升高压气体的纯净度,空气过滤器202的出气口通过管道依次连通有流量传感器203和调压器204,调压器204的出气口连通有高精度调压阀205且高精度调压阀205出气口连通有总管206,总管206的另一端连通有控压器207,控压器207内腔背面的两侧均嵌设有气压传感器208,控压器207正面的中心处从做至右依次设置有赫伯利喷嘴209,赫伯利喷嘴209的背面固定连接有与控压器207配合使用的第一安装板,便于维修人员对赫伯利喷嘴209进行拆装,控压器207正面的顶部和底部均固定连接有第二安装板且第二安装板的正面从左至右依次固定连接有与赫伯利喷嘴209配合使用的导流喷嘴4,便于维修人员对导流喷嘴4进行拆装,同时也配合赫伯利喷嘴209对纤维丝进行平稳传送,赫伯利喷嘴209内腔的顶部和底部均固定连接有涡流头5且涡流头5的内腔采用涡流腔设计,增大赫伯利喷嘴209内部高压气体的流动性和全面性,增强纤维丝原料的合股成型效果,赫伯利喷嘴209内腔的中心处竖向固定连接有螺旋套6且螺旋套6的内腔开设有螺纹气旋槽,对赫伯利喷嘴209内的高压气体产生气旋效应,利于纤维丝原料进行快速合股成型,
控压器207和赫伯利喷嘴209相向的一端开设有喷射孔2010,通过设置网络调节机构2,由阿特拉斯离心式空压机201提供0.32mpa的空气气源,再由空气过滤器202、流量传感器203、调压器204和高精度调压阀205的配合,根据客户对网络点高低的不同要求,实现自动调节网络空压气压力的功能,有效解决终端网络压力高低波动大的困扰,对网络点的均匀性及牢度起到更好的稳定作用,再由总管206、控压器207、气压传感器208、赫伯利喷嘴209和喷射孔2010的配合,利于由poy丝和氨纶丝原料组成的纤维丝合股成型工作,提升纤维丝成品具有的高弹易染滑柔性能,网络调节机构2上传送有多根纤维丝,控制箱1右侧顶部的正面从前至后依次转动连接有与多根纤维丝传送配合的辅助辊7,对纤维丝进行辅助传送,起到承上启下的辅助传送作用,控制箱1靠近网络调节机构2的底部设置有与多根纤维丝配合使用的张紧调节机构3,张紧调节机构3包括伺服电机31,伺服电机31固定在控制箱1底部的右侧且伺服电机31的输出轴从下至上依次固定连接有减速机32和丝杆33,丝杆33的表面螺纹连接有螺纹筒34,螺纹筒34的右侧固定连接有连接架35且连接架35的右侧固定连接有与多根纤维丝传送配合的转向辊36,且活动腔内腔的前后两侧均竖向开设有t型滑槽,且t型滑槽的内腔滑动连接有与连接架35的左侧固定连接,对连接架35提供滑动限位补偿,提高连接架35的升降平稳性,同时也对连接架35上的受力进行分担承托,转向辊36的斜上方从左至右依次固定连接有与多根纤维丝检测配合的张紧度传感器37,通过设置张紧调节机构3,由伺服电机31提供驱动来源,再由减速机32、丝杆33、螺纹筒34、连接架35、转向辊36和张紧度传感器37的配合,对传送过程中涤氨包覆纱纤维丝成品的张紧度进行精准调节,利于纤维丝成品的有序传送作业,防止纤维丝成品传送过程中过于紧绷出现断裂,或过于松弛出现传送混乱的情况,减轻工作人员的工作负担,提高纤维丝成品的生产效率;
33.一种高弹易染滑柔纤维的生产工艺,根据上述的一种高弹易染滑柔纤维生产设备,其特征在于:包括如下步骤:
34.步骤一、涤纶丝处理:工作人员选用纤伸比dr1为1.73的355dtex/96f规格的poy丝作为涤纶丝原料,采用基于巴马格一体机的一步法生产方式,先将poy丝置于g1导盘上进行传送导流,接着再经过加弹机上的第一热箱内进行加热处理,且第一热箱的上热箱温度控制在195℃,第一热箱的下热箱不开,且温度保持在常温状态50℃,使poy丝加热到玻璃化温度,接着经过第一热箱热处理后的poy丝经过冷却板进行冷却至室温,冷却完成后的poy丝再由假捻器在倍捻锭子上进行加捻处理,同时对poy丝进行预缩和定形,并使丝线扭曲,产生低收缩性变形,使经过假捻器处理后的poy丝具有起绉效应;
35.步骤二、氨纶丝处理:接着工作人员选用氨纶牵抻比dr2为3.52的15d/1f规格的华峰千禧作为氨纶丝原料,并将氨纶丝置于g1.4导盘上进行传送导流处理;
36.步骤三、纤维成品处理:然后工作人员再将步骤一制得的poy丝和步骤一制得的氨纶丝通过网络器时,控制阿特拉斯离心式空压机201的压缩空气压力保持在0.32mpa状态,阿特拉斯离心式空压机201产生的高压气体经过空气过滤器202双重滤料过滤后再经由调压器204调节后到达总管206内,且流量传感器203和高精度调压阀205对到达总管206内的高压气体流量进行精准控制,再由气压传感器208对控压器207内的高压气体压强进行实时监测,由涡流头5的辅助成型配合,接着高压气体经过控压器207上的喷射孔2010由赫伯利喷嘴209对poy丝和氨纶丝两个不同组份的纤维合股混纤在一起,并形成以氨纶为芯,涤纶长丝为外包覆层的涤氨包覆纱,接着涤氨包覆纱经过导流喷嘴4到达转向辊36上,然后张紧
度传感器37对经过的涤氨包覆纱的张紧度进行感应监测,若涤氨包覆纱过于紧绷或松弛时,控制伺服电机31带动丝杆33进行正转或反转,丝杆33带动螺纹筒34上移或下移,螺纹筒34再通过连接架35带动转向辊36上移或下移,则转向辊36带动涤氨包覆纱进行上移或下移调节,直至转向辊36上的涤氨包覆纱张紧度符合张紧度传感器37预设范围值为止,则伺服电机31关闭,减速机32控制丝杆33进行减速停转,使转向辊36保持在最佳位置对涤氨包覆纱进行导向传送,然后再采用1-5-1pu盘配置,接着涤氨包覆纱再由g2.x导盘传送导流至加弹机上的第二热箱内进行热处理,同步骤一,第二热箱内的上热箱温度控制在195℃,下热箱不开,且温度保持在常温状态50℃,使涤纶长丝加热到玻璃化温度,同时经w3罗拉热拉伸和假捻器变形加工后,与经罗拉冷拉伸的氨纶丝一同进入网络器进行合股处理,再经过油轮对涤氨包覆纱进行抗静电防飞溅油剂包覆处理,上油量控制在3.5%范围,使纱线形成有规律性的网点,最终卷绕成型,即可制得具有高弹易染滑柔的氨纶包覆纤维丝成品。
37.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1