一种纸浆模塑产品的生产系统的制作方法
1.本发明涉及纸浆模塑生产技术领域,特别是涉及一种纸浆模塑产品的生产系统。
背景技术:
2.目前纸质纸浆模塑餐具或工包的生产多数采用手工作业方式,一般餐具或工包半成品设备包含两台定型机及一台成型机,设备排布为成型机在中间,两台定型机分列于成型机两侧,需要依靠人工搬运将成型机得到的湿胚转移至定型机,且定型机在加热过程中产品的细小纤维会堵塞加热模具气孔。
3.现有技术通过增加大量的模具设备以提高产能,当模具发生堵塞时换下清洁,但在频繁更换模具时存在费时费力的问题,并没有从源头解决加热过程中细小纤维会堵塞加热模具气孔的问题。且产品干燥之后,细小纤维附着在产品表面会影响产品的整体光洁度。
技术实现要素:
4.为了解决上述问题,本发明的目的在于提供一种纸浆模塑产品的生产系统,以解决现有技术的纸浆模塑产品生产效率低且表面光洁度低的问题。
5.本发明的纸浆模塑产品的生产系统的技术方案为:
6.纸浆模塑产品的生产系统包括成型机、烘干装置、喷湿装置和定型机,所述烘干装置设置于所述成型机的一侧,所述喷湿装置和所述定型机设置于所述成型机的另一侧;
7.所述烘干装置包括主机壳和回转输送线,所述主机壳的内部上侧设有进风道,所述主机壳的内部下侧设有出风道,所述主机壳的内部介于所述进风道和所述出风道之间形成烘干腔室;所述主机壳的外部安装有热风机,且所述热风机连通所述进风道和所述出风道;
8.所述回转输送线具有进料段、中间段和出料段,所述进料段位于所述成型机与所述烘干装置的进口之间,所述中间段对应于所述烘干腔室设置,所述出料段位于所述烘干装置的出口与所述成型机之间;
9.所述回转输送线上活动安装有载具,所述出料段设置有翻转结构,所述翻转结构与所述载具相配合,以在所述载具运行至所述翻转结构时,使所述载具发生翻转动作完成卸料;
10.所述出料段与所述喷湿装置之间连接有第一传送机构,所述第一传送机构用于将烘干后的半成品传送至喷湿工位;所述喷湿装置与所述定型机之间连接有第二传送机构,所述第二传送机构用于将喷湿后的半成品传送至定型工位。
11.进一步的,所述回转输送线为链条式回转输送线,所述链条式回转输送线包括平行间隔布置的两个输送链条,以及驱动所述输送链条的链轮,所述载具挂接于两个所述输送链条之间。
12.进一步的,所述载具包括通风板,以及设置于所述通风板两端的设置有端轴,所述端轴的轴线平行于所述通风板的板面且位于所述通风板的上方,所述端轴与对应侧所述输
送链条转动相连,且所述通风板与两个所述输送链条间隙配合。
13.进一步的,所述成型机与所述烘干装置之间还设有进出料支架,所述进料段和所述出料段均设置在所述进出料支架上,且所述翻转结构安装在所述进出料支架对应所述出料段的位置。
14.进一步的,所述翻转结构包括平滑相连的第一导引部和第二导引部,所述第一导引部沿所述出料段出料方向斜向上设置,所述第二导引部沿所述出料段出料方向斜向下设置。
15.进一步的,所述通风板靠近所述烘干装置的一侧设置有挡杆,所述挡杆与所述第一导引部和所述第二导引部滑动配合,以在所述挡杆经过所述第一导引部时使所述载具发生前翻。
16.进一步的,所述热风机安装于所述烘干装置远离所述成型机的一侧,所述进风道与所述成型机之间设置有热风管。
17.进一步的,所述热风机包括引风机与炉膛,所述引风机与所述出风道连接,所述炉膛与所述进风道连接,所述引风机与所述炉膛之间连接有回风管,所述回风管上分接有排湿气口。
18.进一步的,所述第一传送机构末端连接有转接传送带,所述转接传送带下方设置有存料运料机构,所述转接传送带具有第一对接状态和第二对接状态,当所述转接传送处于第一对接状态时,所述转接传送带升起,用于导通所述第一传送机构和所述喷湿装置之间的路径,当所述转接传送带处于第二对接状态时,所述转接传送带下降用于导通所述第一传送机构与所述存料运料机构相接的路径。
19.进一步的,所述定型机至少有两个,所述喷湿装置与至少两个所述定型机之间分别连接有所述第二传送机构。
20.有益效果:纸浆模塑餐具、工包的生产线主要包括成型机、烘干装置、喷湿装置以及定型机,烘干设备包括主机壳和回转输送线,主机壳内部上侧设有进风道,下侧设有出风道,主机壳的内部介于进风道和出风道之间形成烘干腔室,主机壳外部安装由热风机,且热风机连通进风道和出风道,热风机加热后的气流进入进风道,从进风道由上至下经过烘干腔室进入出风道,再由出风道回至热风机,加热后的气流可对烘干腔室中的产品进行热气烘干。
21.回转输送线具有进料段、中间段和出料段,进料段位于成型机和烘干装置的进口之间,中间段对应于烘干腔室设置,出料段位于烘干装置的出口与成型机之间,回转输送线上活动安装有载具;成型机将纸浆吸附至网上,使纸浆脱水成型得到湿胚,进料段上的载具接到湿胚,载具由进料段移动至中间段,载具上的湿胚在烘干腔室中烘干到一定程度得到烘干后的半成品。湿胚在经过烘干装置烘干后,产品的纤维结合强度大大提升,即使再通过真空抽气干燥,也不会出现产品中的细小纤维被吸到模具的排气孔中形成堵塞、结焦的问题,对模具的影响较小,可延长模具的使用时间。
22.出料段设置有翻转结构,翻转结构和载具相配合,当载具运行至翻转结构时,载具会发生翻转动作并完成卸料,卸完料的载具从出料段移动至进料段继续接取成型机生产的湿胚进入烘干腔室中烘干,可连续的对湿胚进行干燥处理,提高了干燥效率,并且湿胚经过烘干装置的干燥处理,在定型机处热压成型所需要的时间就更短,进一步提高了生产效率。
23.出料段与喷湿装置之间连接有第一传送机构,第一传送机构用于将烘干后的半成品传送至喷湿工位,载具在翻转结构处翻转并卸料至第一传送机构,通过第一传送机构将烘干后的半成品传送至喷湿工位喷湿,喷湿装置与定型机之间连接有第二传送机构,第二传送机构将喷湿后的半成品传送至定型机定性工位进行热压定型,湿胚经过烘干装置的烘干处理后,表面干燥粗糙,使用喷湿装置对其表面进行喷湿处理后再进入定型机进行热压成型处理,能够有效提高产品的表面光洁度。
24.成型机制得的湿胚在载具上通过进料段进入烘干腔室烘干,烘干后的半成品通过第一传送机构被传送至喷湿工位,第二传送机构将喷湿后的半成品传送至定型机定性工位进行热压定型,在由纸浆到成品的一系列工序中,所有的操作皆由机器配合机械结构完成,不需要使用人工或者机器人协同作业,减小了人工作业中的不确定性,确保了稳定的高效率生产。
附图说明
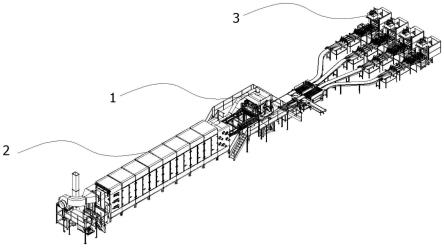
25.图1为本发明的纸浆模塑产品的生产系统的主视图;
26.图2为本发明的纸浆模塑产品的生产系统的成型机的烘干装置的内部示意图;
27.图3为本发明的纸浆模塑产品的生产系统的的载具的主视图;
28.图4为本发明的纸浆模塑产品的生产系统的出料段的局部示意图;
29.图5为本发明的纸浆模塑产品的生产系统的进料段的局部示意图;
30.图6为本发明的纸浆模塑产品的生产系统的定型机的转接传送带的两种对接状态的示意图;
31.图7为本发明的纸浆模塑产品的生产系统的定型机的第二传送机构的俯视图;
32.图8为本发明的纸浆模塑产品的生产系统的定型机的热风机的侧视图;
33.图9为本发明的纸浆模塑产品的生产系统的定型机的成型机的侧视图。
34.图中:1-成型机、2-烘干装置、3-定型机、4-进风道、5-出风道、6-中间段、7-通气板、8-载具、9-进料段、10-出料段、11-挡杆、12-翻转结构、13-连接轨道、14-第一传送机构、15-转接传送带、16-存料运料机构、17-伸缩杆、18-喷湿装置、19-半成品分道装置、20-半成品定位装置、21-定型机上料机构、22-引风机、23-排湿气口、24-燃烧口、25-炉膛、26-第二传送机构、27-进出料支架。
具体实施方式
35.下面结合附图和实施例,对本发明的纸浆模塑产品的生产系统的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
36.本发明的一种纸浆模塑产品的生产系统的具体实施例,如图1至图9所示,纸浆模塑产品的生产系统包括包括成型机1、烘干装置2、喷湿装置18和定型机3;成型机1为转股成型机,可进行连续生产,用于将纸浆吸附至网上,使纸浆脱水成型得到湿胚;烘干装置2设置于成型机1的一侧,喷湿装置18和定型机3设置于成型机1的另一侧,烘干装置2包括主机壳和回转输送线,主机壳的内部上侧设有进风道4,主机壳的内部下侧设有出风道5,主机壳的内部介于进风道4和出风道5之间形成烘干腔室;主机壳的外部安装有热风机,且热风机连通进风道4和出风道5,热风机包括引风机22、排湿气口23、燃烧口24以及炉膛25,炉膛25连
接进风道4,引风机22连接出风道5,空气进入引风机22,并在燃烧口24处加热,加热后的空气经过炉膛25进入进风道4,加热后的空气在进风道4由上至下穿过通风板5对烘干腔室中的产品进行热气烘干,并经过出风道5回至引风机22;进风道4和成型机1之间设置有热风管,加热后的气体可通过热风管进入成型机1。
37.成型机1与烘干装置2的主机壳之间设置有进出料支架27,回转输送线具有进料段9、中间段6和出料段10,进料段9和出料段10设置在进出料支架27上,且进料段9位于成型机1与烘干装置2的进口之间,中间段6对应于烘干腔室设置,出料段10位于烘干装置2的出口与成型机1之间;中间段6在烘干腔室中呈“之”字型分布,且中间段6之间设置有通气板7,通气板7上有均匀开孔,可使气流均匀通过;回转输送线是链条式回转输送线,链条式回转输送线包括平行间隔布置的两个输送链条,以及驱动所述输送链条的链轮,两个输送链条之间挂接有多个载具8,载具8包括通风板,通风板两侧设置有端轴,端轴的轴线位于通风板的轴线的上方,两侧的端轴分别与对应的输送链条转动相连,通风板与两条输送链条间隙配合。
38.进出料支架27对应出料段10的位置设置有翻转结构12,翻转结构12包括平滑相接的第一导引部和第二导引部,第一导引部沿出料段10出料方向斜向上设置,第二导引部沿出料段10出料方向斜向下设置,且在第一导引部和第二导引部之间有最高点;通风板在靠近烘干装置2的一侧设置有挡杆11,挡杆11与第一导引部和第二导引部滑动配合,以在挡杆11经过第一导引部时使载具8发生前翻。
39.载具9在进料段10上接到成型机1制得的湿胚,经进料段10移动至中间段6,加热后的空气在进风道4由上至下穿过通气板7对中间段6上的湿胚进行热气烘干得到烘干后的半成品。出料段10与喷湿装置18之间通过连接轨道13连接有第一传送机构14,载具8在翻转结构12发生翻转时,烘干后的半成品从连接轨道13滑落至第一传送机构14,卸完料的载具9从出料段10移动至进料段9继续接取成型机1生产的湿胚进入烘干腔室中烘干,可连续的对湿胚进行干燥处理,提高了干燥效率,并且湿胚经过烘干装置的干燥处理,在定型机3处热压成型所需要的时间就更短,进一步提高了生产效率。
40.第一传送机构14的尾端设置有转接传送带15和存料运料机构16,出料段10与第一传送机构14通过连接轨道13连接,出料段10位于第一传送机构14的斜上方,确保出料段10上的半成品可以通过连接轨道9滑落至第一传送机构14;第一传送机构14与转接传送带15的一端转动连接,转接传送带15下连接有伸缩杆17,伸缩杆17与转接传送带15转动连接,存料运料机构16与转接传送带15在水平方向上垂直设置,并且存料运料机构16设置于转接传送带15下方。
41.转接传送带15有第一对接状态时和第二对接状态,伸缩杆17伸展时,转接传送带15处于第一对接状态,转动传送带15升起与喷湿装置18水平相接,导通第一传送机构14和喷湿装置18之间的路径;伸缩杆17收缩时,转接传送带15处于第二对接状态,转接传送带15向下至存料运料机构16上方对应位置。正常情况下,伸缩杆17处于伸展状态下,烘干后半成品直接经过转接传送带15传输至喷湿装置18;当后续生产线发生堵塞时,伸缩杆17收缩,烘干后的半成品通过转接传送带15传输至存料运料机构16。
42.当烘干后的半成品经被传送至喷湿工位时,喷湿装置18会对烘干后的半成品的表面进行喷湿处理,再通过第二传送机构26传送至定型工位,第二传送机构26上设置有半成
品分道装置19和半成品定位装置20以及定型机上料机构21,在经过半成品分道装置19和半成品定位装置20的分道定位整理后,在定型机上料位置排列规律整齐,定型机上料机构21将半成品送到定型机3的下模位置,经过热压定型得到最终产品。
43.湿胚在热压定型之前先用烘干装置2对其进行烘干;湿胚在经过烘干装置2烘干后,产品的纤维结合强度大大提升,即使通过真空再抽气干燥,也不会出现产品中的细小纤维被吸到模具的排气孔中形成堵塞、结焦的问题,对模具的影响较小,可延长模具的使用时间。
44.且湿胚经过烘干装置2的烘干处理后,表面干燥粗糙,使用喷湿装置对其表面进行喷湿处理后再进入定型机进行热压成型处理,可有效提高产品的表面光洁度。
45.在本实施例中,连接轨道13分别通过第一传送机构14与两个喷湿装置18连接,喷湿装置18通过两个第二传送机构26分别与两个定型机3连接,一台成型机1连接一台烘干装置2,一台烘干装置2分别连接四台定型机3,大大提高了生产线产能。
46.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1