一种血液成分分离袋的制作方法
1.本发明涉及血液成分分离技术领域,尤其涉及一种血液成分分离袋的制作方法。
背景技术:
2.血液成分分离袋通常包括两片pvc薄膜袋体、一个分离袋入口配件以及一个分离袋出口配件,在使用时,将血液成分分离袋固定在相关设备内进行离心分离,因此所述分离袋入口配件以及分离袋出口配件通常采用硬质pvc材质制成,以便能够将所述血液成分分离袋很好的固定在相关设备内。
3.现在的制作工艺通常是利用高周波焊接工艺将两片pvc袋体焊接在一起形成分离袋主体,之后利用环己酮或者uv胶将分离袋入口配件以及分离袋出口配件分别粘接固定在分离袋主体的两端,或者仍然采用高周波焊接工艺将分离袋入口配件以及分离袋出口配件分别与分离袋主体的两端进行焊接。上述制作工艺存在以下缺点:
4.(1)环己酮有毒,很有可能会对血液成分分离袋内的血液造成污染,另外通过环己酮将分离袋入口配件以及分离袋出口配件分别粘结固定在分离袋主体的两端,在连接处很容易出现泄露的情况。
5.(2)uv胶虽然无毒,但是需要经过紫外线固化,通过uv胶将分离袋入口配件以及分离袋出口配件分别粘结固定在分离袋主体的两端,在离心设备中使用时,连接处会承受很大的压力,因此在连接处很容易出现泄露的情况。
6.(3)由于所述分离袋主体采用的是软质的pvc材质,而分离袋入口配件以及分离袋出口配件通常采用硬质pvc材质制成,若仍然采用高周波焊接工艺将分离袋入口配件以及分离袋出口配件直接与分离袋主体的两端进行焊接,则在连接处容易出现泄露的情况。
技术实现要素:
7.为了解决现有技术中存在的问题,本技术提出了一种血液成分分离袋的制作方法,以便使制成的血液成分分离袋不会在焊接处出现漏液的情况,所述血液成分分离袋能承受较高的压力。
8.为了实现上述目的,本技术提出了一种血液成分分离袋的制作方法,包括以下步骤:
9.步骤1、裁切两片软质pvc膜作为袋体,分别记作第一袋体和第二袋体,所述第二袋体的尺寸大于所述第一袋体的尺寸,准备一个分离袋入口配件和一个分离袋出口配件,所述分离袋入口配件和分离袋出口配件均采用硬质pvc材质制成;
10.步骤2、在所述第一袋体上冲孔,形成装配孔;
11.步骤3、将所述分离袋入口配件和分离袋出口配件进行加热,加热至60
°±
10
°
;
12.步骤4、将所述分离袋入口配件插至所述第一袋体上的装配孔处;
13.步骤5、利用高周波焊接工艺,将加热后的分离袋入口配件和分离袋出口配件与第一袋体进行焊接,形成半成品;
14.步骤6、将步骤5中的半成品放置在模具中,所述模具用于将所述半成品进行固定;
15.步骤7、将所述第二袋体放在所述半成品上,利用高周波焊接工艺进行焊接,得到血液成分分离袋。
16.在一些实施例中,在所述步骤1中,裁切两片软质pvc膜作为袋体时,随意裁切两片软质pvc膜的尺寸,使第一袋体的尺寸大于制成成品时的第一袋体的尺寸,第二袋体的尺寸大于制成成品时的第二袋体的尺寸即可。
17.在一些实施例中,在所述步骤1中,每片袋体一个表面为光滑面,一个表面为磨砂面。
18.在一些实施例中,在所述步骤7中,利用高周波焊接工艺进行焊接时,利用融切模直接将袋体中多余物料去除。
19.在一些实施例中,在步骤7中,将所述第二袋体放在所述半成品上,使两片袋体的光滑面相对设置,处于血液成分分离袋的内表面。
20.在一些实施例中,采用两台焊接设备分别应用于步骤5以及步骤7中进行焊接,应用于步骤5的焊接设备的焊接功率适配步骤5中所需的焊接功率,应用于步骤7的焊接设备的焊接功率适配步骤7中所需的焊接功率。
21.本技术的该方案的有益效果在于上述血液成分分离袋的制作方法,工序简单易操作,通过先将分离袋入口配件和分离袋出口配件进行预热,再利用高周波焊接工艺进行后续的焊接,能够使制成的血液成分分离袋承受较高的压力,在离心设备中使用时,不会在焊接处出现漏液,且血液成分分离袋的内表面为光滑面,这样会使血液成分不挂壁,防止细胞破裂,减小血液的离心时间。
附图说明
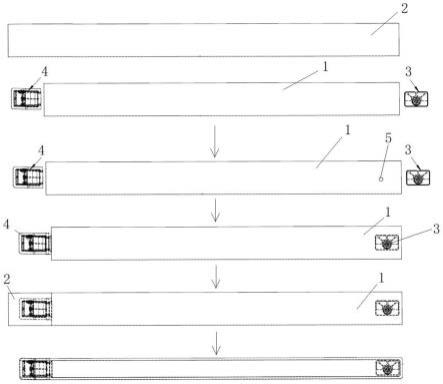
22.图1示出了实施例中血液成分分离袋的制作流程图。
23.附图标记:1-第一袋体,2-第二袋体,3-分离袋入口配件,4-分离袋出口配件,5-装配孔。
具体实施方式
24.下面结合附图对本技术的具体实施方式作进一步的说明。
25.在本技术的描述中,需要理解的是,术语“第一”、“第二”等是用于区别类似的对象,而不是用于描述或表示特定的顺序或先后次序,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
26.如图1所示,本技术所涉及的血液成分分离袋的制作方法包括以下步骤:
27.步骤1、裁切两片软质pvc膜作为袋体,分别记作第一袋体1和第二袋体2,所述第二袋体2的尺寸大于所述第一袋体1的尺寸,准备一个分离袋入口配件3和一个分离袋出口配件4,所述分离袋入口配件3和分离袋出口配件4均采用硬质pvc材质制成。
28.在本步骤中,裁切两片软质pvc膜作为袋体时,为了节省裁切时间,可以随意裁切两片软质pvc膜的尺寸,使第一袋体1的尺寸大于制成成品时的第一袋体1的尺寸,第二袋体
2的尺寸大于制成成品时的第二袋体2的尺寸即可。
29.在本步骤中,每片袋体一个表面为光滑面,一个表面为磨砂面。光滑面会使血液成分不挂壁,防止细胞破裂,减小血液的离心时间;磨砂面不易打滑,方便袋体与分离袋入口配件、分离袋出口配件进行焊接。
30.步骤2、在所述第一袋体1上冲孔,形成装配孔5。
31.步骤3、将所述分离袋入口配件3和分离袋出口配件4进行加热,加热至60
°±
10
°
,因为当加热温度过高时,所述分离袋入口配件3和分离袋出口配件4会发生形变,即便后续与袋体进行焊接也会影响使用;当加热温度过低时,所述分离袋入口配件3和分离袋出口配件4与袋体焊接后,在离心设备中使用时,该连接处也承受不了离心时的压力,所述连接处易发生漏液。
32.步骤4、将所述分离袋入口配件3插至所述第一袋体1上的装配孔5处,防止分离袋入口配件3在焊接时移动位置。
33.步骤5、利用高周波焊接工艺,将加热后的分离袋入口配件3和分离袋出口配件4与第一袋体1进行焊接,形成半成品。
34.步骤6、将步骤5中的半成品放置在模具中,所述模具用于将所述半成品进行固定。所述模具的结构和形状根据需求设定即可,只要能将所述半成品进行固定就行,例如,所述模具为一固定块,在所述固定块上设有固定槽,所述固定槽的形状与尺寸与所述半成品相适配。
35.步骤7、将所述第二袋体2放在所述半成品上,利用高周波焊接工艺进行焊接,得到血液成分分离袋。
36.当步骤1中所述第一袋体1的尺寸大于制成成品时的第一袋体1的尺寸,第二袋体2的尺寸大于制成成品时的第二袋体2的尺寸时,在所述步骤7中,利用高周波焊接工艺进行焊接时,利用融切模直接将袋体中多余物料去除。这样制成的血液成分分离袋边缘比较整齐,美观。
37.在步骤7中,将所述第二袋体2放在所述半成品上,使两片袋体的光滑面相对设置,处于血液成分分离袋的内表面,这样会使血液成分不挂壁,防止细胞破裂,减小血液的离心时间。
38.由于步骤5和步骤7在焊接时所需要的功率不一样,步骤5中需要的焊接功率为5kw,步骤7中需要的焊接功率为15kw,为了节省设备调节焊接功率的时间,进一步满足产品批量生产的需要,本技术中采用两台焊接设备分别应用于步骤5以及步骤7中进行焊接,应用于步骤5的焊接设备的焊接功率为5kw,应用于步骤7的焊接设备的焊接功率为15kw。
39.在实际使用过程中,在离心设备内,血液成分分离袋需要承受的压力大概是0.2mpa,通过本技术所涉及的制作方法制成的血液成分分离袋能承受0.4mpa的压力,能够满足使用需求。
40.本技术所涉及的血液成分分离袋的制作方法,工序简单易操作,通过先将分离袋入口配件和分离袋出口配件进行预热,再利用高周波焊接工艺进行后续的焊接,能够使制成的血液成分分离袋承受较高的压力,在离心设备中使用时,不会在焊接处出现漏液,且血液成分分离袋的内表面为光滑面,这样会使血液成分不挂壁,防止细胞破裂,减小血液的离心时间。
41.以上所述,仅为本技术较佳的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,根据本技术的技术方案及其构思加以等同替换或改变,都应涵盖在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1