一种长丝及其制备方法和应用与流程
1.本发明涉及纺丝工艺技术领域,具体涉及一种长丝的制备方法及其应用。
背景技术:
2.纺丝是将高分子材料溶液或熔体形成丝状物的过程,根据方法不同可以分为湿法纺丝、干法纺丝和熔体纺丝。
3.可降解材料在纺丝过程中,经常遇到结晶速度慢、纤维间粘连、强度低、韧性差、加工窗口窄等问题。特别是聚羟基脂肪酸酯(pha)材料,在制备纤维的应用中,即使与其他成熟可纺材料如pla、pbat共混纺丝,仍存在以上问题;pha单独纺丝难度更甚,用传统纺丝工艺难以实现。
技术实现要素:
4.为解决上述问题,本发明提供了一种纺丝的新工艺,通过水冷同时拉伸,再风热干燥并结合特定选择纺丝温度、速度、各步骤顺序等使得加工稳定性更优,最终拉伸取向程度和结晶度更高。丝条的韧性也更好,大大减少后续断头的概率,减少粘连现象。
5.本发明的第一方面,提供了一种长丝的制备方法,所述的制备方法包括将原料熔融造粒后进行初纺工艺,干燥、上油,然后进行成型工艺。
6.所述的原料熔融造粒为将原料在料筒中混合后采用双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,获得长丝专用粒料。优选的,料筒温度设置为140-220℃中的任一数值,优选150-210℃,例如140、150、160、170、180、190、200、210、220℃。优选的,送风温度为5-75℃,例如5、10、15、20、25、30、35、40、45、50、55、60、65、70、75℃。
7.优选的,长丝专用粒料先经过干燥后再进行初纺工艺。优选的,所述的干燥使水分控制在180ppm以下。
8.在本发明的一个具体实施方式中,所述的干燥为真空干燥,设置温度为60-105℃,例如60、65、70、75、80、85、90、95、100、105℃。干燥时间可以根据干燥温度适当调整,优选为1-12h,例如1、1.5、2、2.5、3、3.5、4、5、6、7、8、9、10、11、12h。
9.初纺工艺包括水冷同时拉伸。
10.优选的,所述的水冷同时拉伸中水冷温度为0-30℃中的任一数值,进一步优选4-25或4-10或4-15℃,例如0、1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18、19、20、21、22、23、24、25、26、27、28、29、30℃。
11.优选的,所述的水冷同时拉伸中的拉伸比为2-12中的任一数值,进一步优选为4-12或6-10或4-10,例如2、2.5、3、3.5、4、4.5、5、5.5、6、6.5、7、7.5、8、8.5、9、9.5、10、10.5、11、11.5、12。
12.优选的,所述的水冷同时拉伸中水中加入抗静电剂。优选加入抗静电剂0.05-0.3%中的任一数值,例如0.05、0.1、0.15、0.2、0.25、0.3%。所述的抗静电剂包括但不限于吐温20、吐温40、吐温60中的一种或两种以上的组合。
13.在本发明的一个具体实施方式中,所述的水冷同时拉伸中水中加入0.15%的吐温40。
14.在本发明的一个具体实施方式中,所述的水冷为在水平的水槽中进行,其长度可以为任何需要的长度,例如0.5、1、2、3、4、5m及以上等。
15.所述初纺工艺的温度为150-210℃中的任一数值,优选为160-200或165-195℃,例如150、155、160、165、170、175、180、185、190、195、200、205、210℃。
16.所述初纺工艺的压力为5-15mpa中的任一数值,优选为6-13mpa,例如5、6、7、8、9、10、11、12、13、14、15mpa。
17.所述初纺工艺的挤出速度为40-200m/min中的任一数值,优选60-100m/min,例如40、50、60、70、80、90、100、110、120、130、140、150、160、170、180、190、200m/min。
18.所述初纺工艺设置的模头孔数为单孔、12、24、36、48、60、72、84、96及以上。
19.所述的干燥为环吹风甬道干燥,优选的,送风温度为35-105℃中的任一数值,优选40-100℃或50-100℃或85-102℃中的任一数值,例如35、40、45、50、60、70、80、85、90、95、100、102、105℃。优选的,所述的环吹风甬道为垂直设置,长度为任何需要的长度,优选1.5-5m及其以上,例如1.5、2、2.5、3、3.5、4、4.5、5、6、7、8、9、10m及以上等。
20.其中,干燥同时上油。
21.优选的,所述的上油使用油辊上油,优选的,油辊处速度为400-1600m/min中的任一数值,优选600-1400m/min或1000-1500m/min或1200-1400m/min或480-1440m/min中的任一数值,例如400、450、480、500、600、700、800、900、1000、1050、1100、1150、1200、1250、1300、1350、1400、1440、1450、1500、1550、1600m/min。
22.所述的成型工艺包括将上油得到的丝条依次送入第一导丝辊、第二导丝辊、第三导丝辊然后收集。
23.优选的,第一导丝辊与第二导丝辊之间产生拉伸,控制拉伸比为1.5-4中的任一数值,例如1.5、2、2.5、3、3.5、4。
24.第一导丝辊设置温度为25-90℃中的任一数值,优选45-70℃中的任一数值,例如25、30、35、40、45、50、55、60、65、70、80、90℃。
25.第一导丝辊设置速度为500-2000中的任一数值,优选1200-1800m/min或1300-1500m/min或750-1750m/min中的任一数值,例如500、600、700、750、800、900、1000、1100、1200、1300、1350、1400、1450、1500、1600、1700、1750、1800、1900、2000m/min。
26.第二导丝辊设置温度为70-115℃中的任一数值,优选75-110℃中的任一数值例如70、75、80、85、90、95、100、105、110、115℃。
27.第二导丝辊设置速度为1500-5500m/min中的任一数值,优选2400-4800m/min或3000-4200m/min或2800-4200m/min中的任一数值,例如1500、1800、2000、2200、2400、2500、2800、3000、3200、3300、3500、3800、4000、4200、4500、4800、5000、5200、5500m/min;第三导丝辊速度为1750-6000m/min中的任一数值,优选2500-5000m/min或3300-4600m/min或3000-4500m/min中的任一数值,例如1750、2000、2200、2500、3000、3300、3500、4000、4500、4600、5000、5500、6000m/min。
28.所述的上油使用的油辊与第一导丝辊之间设置环吹风,温度为15-45℃中的任一数值,优选18-45℃中的任一数值,例如15、18、20、25、30、35、40、45℃。
29.所述的第二导丝辊与第三导丝辊之间设置环吹风,温度为15-45℃中的任一数值,优选18-45℃中的任一数值,例如15、18、20、25、30、35、40、45℃。
30.所述的收集包括卷绕在筒子上,优选的设置卷绕速度为1750-6000m/min中的任一数值,进一步优选2500-5000m/min或3300-4600m/min或3000-4500m/min,例如1750、2000、2500、2750、3000、3300、3300、3400、3500、3600、3700、3800、3900、4000、4100、4200、4300、4400、4500、4600、5000、5500、6000m/min。
31.优选的,所述的长丝的形式包括但不限于poy、fdy、dty。
32.在本发明的一个具体实施方式中,poy形式的长丝还可以经过假捻变形进一步得到dty形式的长丝产品。
33.在本发明的一个具体实施方式中,poy形式的长丝还可以经过假捻变形进一步得到dty形式的长丝产品。
34.在本发明的一个具体实施方式中,所述的长丝的形式为fdy,优选的,在油辊和第一导丝辊之间设置环吹风;优选的,在油辊和第一导丝辊之间设置环吹风温度控制在15-45℃中的任一数值,优选18-45℃中的任一数值,例如15、18、20、25、30、35、40、45℃;优选的,在第二导丝辊和第三导丝辊之间设置环吹风,温度控制在15-45℃中的任一数值,优选18-45℃中的任一数值,例如15、18、20、25、30、35、40、45℃;优选的,卷绕速度为1750-6000m/min中的任一数值,进一步优选2500-5000m/min或3300-4600m/min或3000-4500m/min,例如1750、2000、2500、3000、3300、3300、3400、3500、3600、3700、3800、3900、4000、4100、4200、4300、4400、4500、4600、5000、5500、6000m/min。
35.在本发明的一个具体实施方式中,所述的长丝的形式为poy,优选的,所述的卷绕速度为800-3200m/min中的任一数值,进一步优选2000-3000m/min,例如800、900、1000、1500、1750、2000、2500、3000、3200m/min。
36.在本发明的一个具体实施方式中,所述的长丝的形式为dty,优选的,所述的制备方法还包括假捻变形。
37.所述的原料包括pha,优选还包含助剂。在本发明的一个具体实施方式中,所述的原料由pha和助剂组成。
38.所述的pha可以为现有技术已知的任何pha,可以为任何分子量,例如30-600万(具体可以为30、50、100、200、300、400、500、600万),可以为任何方式制备获得,例如细菌发酵或者化学合成等。
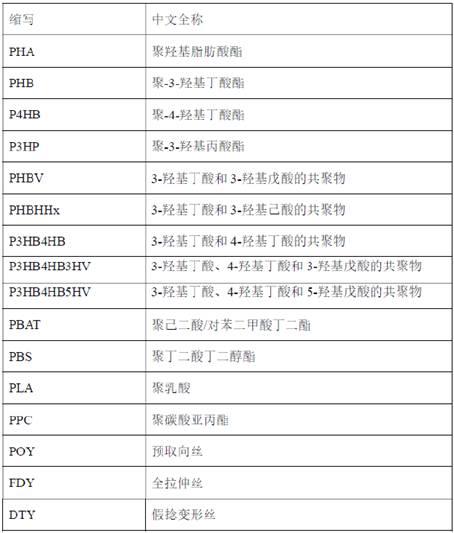
39.所述的pha包括但不限于3-羟基丙酸(3hp)、3-羟基丁酸、3-羟基戊酸、3-羟基己酸、4-羟基丁酸和5-羟基戊酸或其衍生物的各种均聚、随机共聚和嵌段共聚物,更优选的,所述的pha包括聚-3-羟基丁酸酯(phb)、聚-3-羟基戊酸酯(phv)、聚-3-羟基丙酸酯(p3hp)、3-羟基丁酸和3-羟基戊酸的共聚物(phbv)、聚-3-羟基辛酸酯(pho)、聚-3-羟基壬酸酯(phn)、3-羟基丁酸和4-羟基丁酸的共聚物(p3hb4hb)、3-羟基丁酸和3-羟基己酸的共聚物(phbhhx)、3-羟基丁酸、4-羟基丁酸和3-羟基戊酸的共聚物(p3hb4hb3hv)或3-羟基丁酸、4-羟基丁酸和5-羟基戊酸的共聚物(p3hb4hb5hv)中的一种或两种及其以上的组合。
40.优选的,所述的pha选自phb、p3hb4hb、phbhhx、phbv、p3hb4hb3hv和p3hb4hb5hv中的一种或两种以上的组合。
41.优选的,phbv中3hv的摩尔含量为1-80%中的任一数值,例如1%、2%、3%、4%、5%、6%、7%、8%、9%、10%、15%、20%、25%、30%、40%、50%、60%、70%或80%。
42.优选的,p3hb4hb中4hb摩尔含量为1-80%中的任一数值,例如1%、2%、3%、4%、5%、6%、7%、8%、9%、10%、15%、20%、25%、30%、40%、50%、60%、70%或80%。
43.优选的,phbhhx中hhx摩尔含量为1-80%中的任一数值,例如1%、2%、3%、4%、5%、6%、7%、8%、9%、10%、15%、20%、25%、30%、40%、50%、60%、70%或80%。
44.优选的,p3hb4hb3hv中4hb、3hv摩尔含量为1-80%中的任一数值,例如1%、2%、3%、4%、5%、6%、7%、8%、9%、10%、15%、20%、25%、30%、40%、50%、60%、70%或80%。
45.优选的,p3hb4hb5hv中4hb、5hv摩尔含量为1-80%中的任一数值,例如1%、2%、3%、4%、5%、6%、7%、8%、9%、10%、15%、20%、25%、30%、40%、50%、60%、70%或80%。
46.根据具体实施方式的需要,pha可以为一种,或者也可以为两种或两种以上的组合。例如,在本发明的一个实施方式中,pha为75份phb与25份p3hb4hb。在本发明的另一个实施方式中,pha为55份phb与45份phbv。在本发明的另一个实施方式中,pha为65份phb、20份phbhhx与15份p3hb4hb。在本发明的另一个实施方式中,pha为65份phb、15份phbv与20份p3hb4hb。在本发明的另一个实施方式中,pha为65份phb、22份phbhhx与13份phbv。在本发明的另一个实施方式中,pha为55份phb、18份phbhhx、10份phbv与17份p3hb4hb。在本发明的另一个实施方式中,pha为80份phb与20份p3hb4hb3hv。在本发明的另一个实施方式中,pha为82份phb与18份p3hb4hb5hv。在本发明的另一个实施方式中,pha为81份phb、10份p3hb4hb3hv与9份p3hb4hb5hv。在本发明的另一个实施方式中,pha为70份phb、12份phbv与18份p3hb4hb3hv。在本发明的另一个实施方式中,pha为70份phb、14份phbv与16份p3hb4hb5hv。在本发明的另一个实施方式中,pha为72份phb、14份phbhhx与14份p3hb4hb3hv。在本发明的另一个实施方式中,pha为72份phb、16份phbhhx与12份p3hb4hb5hv。在本发明的另一个实施方式中,pha为75份phb、12份p3hb4hb与13份p3hb4hb3hv。在本发明的另一个实施方式中,pha为75份phb、15份p3hb4hb与10份p3hb4hb5hv。
47.本发明所述的长丝(或其原料)中pha作为主要成分(例如在整个产品中质量百分比大于60%),其可以为唯一可降解成分也可以包含其他常见的可降解材料,例如pla、pbat、ppc、pbs、尼龙等,但是这些常见的可降解材料不作为主要成分(例如在整个产品中质量百分比小于20%)。
48.所述的助剂可以为现有技术任何已知的助剂,其可以对pha进行物理改性或化学改性。
49.所述的助剂包括但不限于成核剂、增强剂、纳米材料、四氯苯酐、热稳定剂、扩链剂、抗氧剂、抗水解剂、抗粘连剂、环保交联剂、环保偶联剂和环保增塑剂中的一种或两种以上的组合。
50.优选的,所述成核剂包括但不限于纳米氧化镁、纳米碳酸钙、millad 3905、millad 3988、na-21、aclyn 285a中的一种或两种以上的组合。
51.优选的,所述增强剂包括但不限于气相纳米二氧化硅、滑石粉、纳米纤维素、dh-2增强剂、dh-3增强剂、dh-4增强剂、四氯苯酐中的一种或两种以上的组合。进一步优选的,所述的增强剂至少包含四氯苯酐。
52.优选的,所述的成核剂与增强剂的质量比为(0.1-5):(1-25)中的任一数值,进一步优选为(0.2-3):(1-20)中的任一数值。例如(0.1、0.2、0.3、0.4、0.5、0.55、0.6、0.7、0.75、0.8、0.9、1、2、3、4或5):(1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18、19、20、21、22、23、24或25)。
53.优选的,所述的纳米材料包括纳米氧化镁、纳米碳酸钙、气相纳米二氧化硅或纳米纤维素。
54.在本发明的一个具体实施方式中,所述的pha与四氯苯酐的质量比为100:(1.5-2),例如100:(1.5、1.6、1.7、1.8、1.9或2)。
55.在本发明的一个具体实施方式中,所述的pha与纳米材料的质量比为100:(1-4),例如100:(1、1.5、1.6、1.7、1.8、1.9、2、2.5、3、3.5或4)。
56.优选的,所述热稳定剂包括但不限于2-乙基己酸镁、2-乙基己酸锌、硬脂酸锌、硬脂酸钙、月桂酸钙、月桂酸镁中的一种或两种以上的组合。
57.优选的,所述扩链剂包括但不限于basf adr 4300f、basf adr 4400、vertellus e60p、2,2'-(1,3-亚苯基)-二恶唑啉、三羟甲基丙烷、ek-145聚酯扩链剂中的一种或两种以上的组合。
58.优选的,所述抗氧剂包括但不限于抗氧剂ca、lowinox 44b25、抗氧剂rianox 1098、抗氧剂rianox 1790、抗氧剂rianox 168、抗氧剂rianox 626中的一种或两种以上的组合。
59.优选的,所述抗水解剂包括但不限于聚碳化二亚胺un-03、双键抗水解剂chinox p-500、dupont 132f nc010、抗水解稳定剂3600、kaneka m732中的一种或两种以上的组合。
60.优选的,所述抗粘连剂包括但不限于油酸酰胺、硬脂酸酰胺、byk3700有机硅流平剂、二氧化硅开口剂ab-mb-09、抗静电剂moa3-pk中的一种或两种以上的组合。
61.优选的,所述环保交联剂包括但不限于甲基丙烯酸羟丙酯、甲基三乙氧基硅烷、htdi、dap、异丁氧基甲基丙烯酸胺、多官能氮丙啶交联剂sac-100、柠檬酸铝、多功能聚碳化二亚胺un-557中的一种或两种以上的组合。
62.优选的,所述环保偶联剂包括但不限于硅烷偶联剂z-6020、硅烷偶联剂kh-550、硅烷偶联剂kbm-602、tts、kr-38s中的一种或两种以上的组合。
63.优选的,所述环保增塑剂包括但不限于tbc、atbc、bntxib中的一种或两种以上的组合。
64.优选的,在长丝(或其原料)中,所述的pha的质量含量为64.10%-99.33%(优选72%-99%)中的任一数值,例如64.10%、65%、70%、72%、75%、80%、85%、87%、90%、95%、98%、99%、99.33%。
65.优选的,在长丝(或其原料)中,所述的助剂的质量含量为0.67%-35.90%(优选为1%-28%)中的任一数值,例如0.67%、1%、5%、10%、11%、12%、13%、15%、20%、25%、28%、30%、35%、35.90%。
66.在本发明的一个具体实施方式中,所述的长丝(或其原料)中包含pha100份,助剂14.5份。
67.在本发明的一个具体实施方式中,所述的长丝(或其原料)以质量分数计包括:pha:50-150份,例如50、60、70、80、90、100、110、120、130、140、150份;
助剂:1-28份,例如1、1.5、2、3、4、5、6、7、7.5、8、9、10、11、12、13、14、14.5、15、16、17、18、19、20、25、28份。
68.优选的,所述的助剂中包括:热稳定剂:0.1-2.5份,例如0.1、0.5、0.55、0.6、0.65、0.7、0.75、0.8、0.9、1.0、1.1、1.2、1.25、1.3、1.5、2、2.4或2.5份;成核剂:0.1-1.5份,例如0.1、0.15、0.2、0.25、0.3、0.35、0.4、0.45、0.5、0.55、0.6、0.65、0.7、0.75、0.8、0.9、1.0或1.5份;扩链剂:0.1-2.5份,例如0.1、0.15、0.2、0.25、0.3、0.35、0.4、0.45、0.5、0.55、0.6、0.7、0.8、0.9、1.0、1.1、1.2、1.25、1.3、1.4、1.5、2或2.5份;抗氧剂:0.1-1.5份,例如0.1、0.2、0.25、0.3、0.35、0.4、0.45、0.5、0.55、0.6、0.65、0.7、0.75、0.8、0.9、1.0或1.5份;抗水解剂:0.1-1.5份,例如0.1、0.2、0.25、0.3、0.35、0.4、0.45、0.5、0.55、0.6、0.65、0.7、0.75、0.8、0.9、1.0或1.5份;增强剂:1.0-9.0份,例如1.0、1.5、2.0、2.5、3.0、3.5、4.0、4.5、5.0、7.0或9.0份;抗粘连剂:0.1-2.0份,例如0.1、0.2、0.25、0.3、0.35、0.4、0.45、0.5、0.55、0.6、0.65、0.7、0.75、0.8、0.9、1.0、1.5或2.0份;环保交联剂:0.1-2.5份,例如0.1、0.15、0.2、0.25、0.3、0.35、0.4、0.45、0.5、0.55、0.6、0.7、0.8、0.9、1.0、1.1、1.2、1.25、1.3、1.4、1.5、2.0或2.5份;环保偶联剂:0.1-3.0份,例如0.1、0.3、0.5、0.55、0.6、0.65、0.7、0.75、0.8、0.85、0.9、0.95、1.0、1.1、1.2、1.25、1.3、1.4、1.5、2.0、2.5或3.0份;环保增塑剂:0.1-2.0份,例如0.1、0.2、0.25、0.3、0.35、0.4、0.45、0.5、0.55、0.6、0.65、0.7、0.75、0.8、0.9、1.0、1.5或2.0份。
69.在本发明的一个具体实施方式中,所述的制备方法包括:a)将原料干燥后混合,熔融挤出并采用风冷方式冷却造粒,获得长丝专用粒料;b)将长丝专用粒料进行初纺工艺,得到初生纤维,所述的初纺工艺包括水冷同时拉伸,其中,水冷温度为0-30℃,拉伸比为2-12,且水中加入0.05-0.3%的抗静电剂,所述初纺工艺的温度为150-210 ℃,压力为5-15mpa,挤出速度为40-200 m/min;c)将初生纤维环吹风甬道干燥并经油辊上油,其中,送风温度为35-105℃,油辊处速度为400-1600 m/min;d)将上油得到的丝条进行成型工艺,所述的成型工艺包括将上油得到的丝条依次送入第一导丝辊、第二导丝辊、第三导丝辊然后收集获得长丝;其中,第一导丝辊设置温度为25-90 ℃,速度为500-2000m/min,第二导丝辊设置温度为70-115 ℃,速度为1500-5500m/min,第三导丝辊速度为1750-6000m/min;油辊与第一导丝辊之间设置环吹风,温度为15-45 ℃,第二导丝辊与第三导丝辊之间设置环吹风,温度为15-45 ℃。
70.若将第一导丝辊、第二导丝辊去掉,将油辊与第一导丝辊、第二导丝辊与第三导丝辊之间的环吹风去掉,则控制卷绕速度为800-3200 m/min,可得到poy形式的长丝成品;poy形式的长丝还可以经过假捻变形进一步得到dty形式的长丝产品。
71.本发明的第二方面,提供了一种上述的制备方法获得的长丝。
72.本发明的第三方面,提供了一种上述的长丝在制备需要材料具有生物可降解性能的产品中的应用,优选的,所述的产品包括传统织物产品或产业用纺织品产品。
73.本发明的第四方面,提供了一种产品,所述的产品由本技术所述的长丝制备获得。
74.优选的,所述的产品包括但不限于传统织物产品或产业用纺织品产品。
75.优选的,所述的传统织物产品包括但不限于纱、线、缝纫线、绣花线、针织布、梭织布、无纺布、服装、服装饰品、家用纺织品、装饰布艺制品、手套、帽子、袜子、箱包、毯子、布艺玩具、灯饰、工艺品、手工钩编物、缂丝、腰带、绳子、织带、魔术贴、布艺包装等等。
76.优选的,所述的产业用纺织品产品包括但不限于假发、发片、假睫毛、假胡须、用于人偶制作的毛发、车内饰、航空航天内饰、救生装备、土工用布、建筑用布、农用布、篷帆类纺织产品、人造革用布、医用的缝合线、结扎线、固定线、保健织物、纱布、绷带、医用胶布、棉签、棉球、伤口敷料、防护口罩、创可贴、手术用品(包括手术衣、帽、覆盖布)、手套、医用防护服、军用纺织品产品等。
77.本发明所述的“a同时b”,代表a的过程与b的过程在时间上全部或部分重叠。例如“水冷同时拉伸”,代表水冷过程与拉伸过程在时间上全部或部分重叠,并不仅仅包括同一个时刻开始,和/或,同一个时刻结束,和/或,水冷的过程与拉伸的过程在时间上的完全重叠。其中,水冷的总时间与拉伸的总时间并不一定一致,可以水冷的时间长于拉伸,也可以水冷的时间短于拉伸,也可以时间一致。但是,至少保证水冷时间和拉伸时间中短的那个时间的80%以上与长的那个时间完全重叠。
78.采用本发明所述的制备方法获得的长丝具体以下优势:1、创造性地采用先水冷同时拉伸,后风热干燥,快速结晶,再进一步拉伸取向、热定型、快速冷却并卷绕的fdy加工工艺,相比于传统fdy加工工艺,加工稳定性更优,最终拉伸取向程度和结晶度更高。特别是经过试验,发现只有初次水冷并同时拉伸的工艺,可以为其后的进一步取向和结晶奠定更好的基础,即经过该工艺后,丝条的韧性会更好,大大减少后续断头的概率;此外,拉伸倍数扩大,纺丝速度提高,因此显著加快了纯pha长丝的生产效率。
79.2、创造性地在水冷过程中添加了抗静电剂,并结合快速风热干燥的工艺,这一工艺组合,一方面协同后续的油剂改善了长丝表面的静电效应,使其便于抱合、集束,另一方面协同抗粘连剂改善了长丝表面的润湿性能,使其相对更亲水润泽,并大大减少了粘连现象,有利于后续加工和应用。
80.3、首先通过水冷快速拉伸,使得pha挤出条迅速延长变细,在水中比在空气中更能减少断裂的发生,一方面是因为浮力对重力的部分抵消,另一方面是由于水分的存在有助于维持pha材料的橡胶态,使其更易变形,从而便于其拉伸变细。接下来,风热迅速干燥,将pha初生纤维表面的水分去除,其中抗静电剂和纤维中抗粘连剂的共同作用,使纤维表面立即干爽不粘连,后续上油辊更强化了其抗静电效应,有利于其后续抱合、集束、拉伸及卷绕。紧接着,以玻璃化温度以上、熔点以下的最快结晶温度范围进行风冷快速结晶,迅速提高纤维的结晶度,继而提高其力学强度。随后在第一导丝辊的温和温度下进行高速拉伸取向,使其分子取向更完全,得到高取向度、中等结晶度的纤维;在第二导丝辊经过紧张热定型,使纤维结晶进一步发展和完善,分子排列更加规整,强化取向效果,使其中累积贮存在纤维内的能量全部释放,实现应力松弛。最后,通过快速冷却强化结晶,同时避免表面粘连,顺利地
卷绕在筒子上。整条长丝制备工艺连续不断,运转迅速,高效节能。
81.本发明所述的物理改性如通过热稳定剂、成核剂、抗氧剂、抗水解剂、增强剂、抗粘连剂、环保偶联剂、环保增塑剂等与pha物理共混,提高或改善其对应的性能,期间是物理变化。
82.本发明所述的化学改性如通过扩链剂提高分子量、通过环保交联剂使高分子由线状变为网状结构(支链联结,形成三维空间网型大分子的交联结构),期间发生的是化学变化。
83.本发明所述的“包括”或“包含”是开放式的描述,含有所描述的指定成分或步骤,以及不会实质上影响的其他指定成分或步骤。
84.本发明英文缩写与中文全称对照见表1。
85.表1:英文缩写与中文全称对照
具体实施方式
86.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的部分实施例,而不是全部。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
87.实施例中使用的部分试剂来源:油酸酰胺:购自江西威科油脂化学有限公司,货号为wk1610;byk3700有机硅流平剂:购自毕克助剂(上海)有限公司,货号3700;抗静电剂moa3-pk:购自江苏省海安石油化工厂,货号moa3-pk。
88.实施例中使用的各类pha来源于北京微构工场生物技术有限公司。
89.如无特殊说明,本发明实施例中所用的材料均可市售获得。
90.如无特殊说明,本发明实施例中所述的份、%或比例,如无特别说明,皆是以质量为基准。
91.实施例中的测试项目及测试方法:
①
规格:线密度(dtex)按照《gb/t 14343-2008 化学纤维长丝线密度试验方法》进行测试;条数(f)即模头孔数。
92.②
断裂强度(cn/dtex)、断裂强度cv(%)、断裂伸长率(%)、断裂伸长率cv(%)按照《gb/t 14344-2008 化学纤维长丝拉伸性能试验方法》进行测试。
93.断裂强度保持率为保存3月后的断裂强度保持率:保持率高表示后结晶现象被改善。
94.③
极限氧指数(%):按照fz/t 50017-2011《涤纶纤维阻燃性能试验方法氧指数法》中的方法进行测试。
95.④
抑菌率(%):按照gb/t 20944.3-2008《纺织品抗菌性能评价第3部分:振荡法》中的方法进行测试,得到对金黄色葡萄球菌及大肠杆菌的抑菌率。
96.实施例1:phb+p3hb4hb长丝的制备
步骤一、将各原料经过70-95℃真空干燥6-10 h,使水分控制在180ppm以下;步骤二、以质量份数计,称取75份phb、25份p3hb4hb、0.5份2-乙基己酸镁、0.75份硬脂酸锌、0.25份纳米氧化镁、0.15份millad 3905、0.35份aclyn 285a、0.5份basf adr 4300f、0.25份vertellus e60p、0.5份ek-145聚酯扩链剂、0.25份抗氧剂ca、0.25份抗氧剂rianox 1098、0.25份抗氧剂rianox 626、0.5份聚碳化二亚胺un-03、0.25份抗水解稳定剂3600、1.5份气相纳米二氧化硅、1.5份dh-2增强剂、2份四氯苯酐、0.4份油酸酰胺、0.3份byk3700有机硅流平剂、0.3份抗静电剂moa3-pk、0.4份甲基三乙氧基硅烷、0.5份htdi、0.35份柠檬酸铝、0.6份硅烷偶联剂z-6020、0.9份硅烷偶联剂kh-550、0.4份tbc、0.6份atbc通过高速混合机进行物理混合10-30min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为150-210℃,送风温度为15-75℃,得到pha长丝专用粒料;步骤三、将pha长丝专用粒料经过70-105℃真空干燥2.5h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为165-195℃,熔体计量泵内压力控制为6-13mpa,模头孔数为48孔,控制挤出速度为60-100 m/min,通过水平1m长的水槽进行冷却,同时进行拉伸,拉伸比为6-10,水温4℃,水内添加0.15%的吐温40,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经垂直3.5m长的环吹风甬道干燥,其中,送风温度为85-102℃,并立即经油辊进行上油处理,多根集束成丝条,油辊处速度为1200-1400m/min;步骤五、将步骤四上油得到的pha丝条,依次送入第一导丝辊(拉伸加热温度控制在45-70℃,纺丝速度控制在1300-1500m/min)、第二导丝辊(定型加热温度控制在75-110℃,拉伸速度控制在3000-4200m/min)、第三导丝辊,在油辊和第一导丝辊之间设置环吹风,温度控制在18-45℃;在第一导丝辊和第二导丝辊之间产生拉伸,控制拉伸比为2-4;在第二导丝辊和第三导丝辊之间设置环吹风,温度控制在18-45℃,然后通过卷绕装置卷绕在筒子上,卷绕速度为3300-4600m/min,得到fdy形式的pha长丝成品。
97.实施例2:phb+p3hb4hb长丝的制备与实施例1原料及配比相同,不同之处在于:步骤一、将各原料经过60-80℃真空干燥10-12 h,使水分控制在180ppm以下;步骤二、将各原料通过高速混合机进行物理混合30-60min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为150-220℃,送风温度为5-65℃,得到pha长丝专用粒料;步骤三、将步骤二所得pha长丝专用粒料经过60℃真空干燥4h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为165-210℃,熔体计量泵内压力控制为5-13mpa,模头孔数为24孔,控制挤出速度为100-200 m/min,通过水平0.5m长的水槽进行冷却,同时进行拉伸,拉伸比为2-8,水温0℃,水内添加0.3%的吐温60,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经垂直10m长的环吹风甬道干燥,其中,送风温度为35-85℃,并立即经油辊进行上油处理,多根集束成丝条,油辊处速度为400-800m/min;步骤五、将步骤四上油得到的pha丝条,依次送入第一导丝辊(拉伸加热温度控制在45-90℃,纺丝速度控制在600-1200m/min)、第二导丝辊(定型加热温度控制在75-115℃,拉伸速度控制在2400-4500m/min)、第三导丝辊,在油辊和第一导丝辊之间设置环吹风,温
度控制在18-45℃;在第一导丝辊和第二导丝辊之间产生拉伸,控制拉伸比为2.5-4;在第二导丝辊和第三导丝辊之间设置环吹风,温度控制在18-45℃,然后通过卷绕装置卷绕在筒子上,卷绕速度为2700-5000m/min,得到fdy形式的pha长丝成品。
98.实施例3:phb+p3hb4hb长丝的制备与实施例1原料及配比相同,不同之处在于:步骤一、将各原料经过85-105℃真空干燥6-8 h,使水分控制在180ppm以下;步骤二、将各原料通过高速混合机进行物理混合10-30min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为140-210℃,送风温度为35-75℃,得到pha长丝专用粒料;步骤三、将pha长丝专用粒料经过105℃真空干燥1h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为150-205℃,熔体计量泵内压力控制为6-15mpa,模头孔数为72孔,控制挤出速度为40-120 m/min,通过水平1m长的水槽进行冷却,同时进行拉伸,拉伸比为6-12,水温15℃,水内添加0.15%的吐温40,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经垂直2.5m长的环吹风甬道干燥,其中,送风温度为90-105℃,并立即经油辊进行上油处理,多根集束成丝条,油辊处速度为480-1440m/min;步骤五、将步骤四上油得到的pha丝条,依次送入第一导丝辊(拉伸加热温度控制在25-70℃,纺丝速度控制在500-1500m/min)、第二导丝辊(定型加热温度控制在70-110℃,拉伸速度控制在1500-2250m/min)、第三导丝辊,在油辊和第一导丝辊之间设置环吹风,温度控制在18-45℃;在第一导丝辊和第二导丝辊之间产生拉伸,控制拉伸比为1.5-3;在第二导丝辊和第三导丝辊之间设置环吹风,温度控制在18-45℃,然后通过卷绕装置卷绕在筒子上,卷绕速度为1750-2750m/min,得到fdy形式的pha长丝成品。
99.实施例4:phb+p3hb4hb长丝的制备与实施例1原料及配比相同,不同之处在于:步骤一、将各原料经过70-95℃真空干燥6-10 h,使水分控制在180ppm以下;步骤二、将各原料通过高速混合机进行物理混合10-30min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为150-210℃,送风温度为15-75℃,得到pha长丝专用粒料;步骤三、将pha长丝专用粒料经过70-105℃真空干燥2.5h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为165-195℃,熔体计量泵内压力控制为6-13mpa,模头孔数为12孔,控制挤出速度为120-200 m/min,通过水平1m长的水槽进行冷却,同时进行拉伸,拉伸比为6-12,水温4℃,水内添加0.25%的吐温60,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经垂直3.5m长的环吹风甬道干燥,其中,送风温度为85-102℃,并立即经油辊进行上油处理,多根集束成丝条,油辊处速度为1200-1600m/min;步骤五、将步骤四上油得到的pha丝条,依次送入第一导丝辊(拉伸加热温度控制在45-90℃,纺丝速度控制在1500-2000m/min)、第二导丝辊(定型加热温度控制在75-110℃,拉伸速度控制在3200-5500m/min)、第三导丝辊,在油辊和第一导丝辊之间设置环吹风,温度控制在18-45℃;在第一导丝辊和第二导丝辊之间产生拉伸,控制拉伸比为2-3;在第二
导丝辊和第三导丝辊之间设置环吹风,温度控制在18-45℃,然后通过卷绕装置卷绕在筒子上,卷绕速度为3500-6000m/min,得到fdy形式的pha长丝成品。
100.实施例5:phb+p3hb4hb长丝的制备与实施例1原料及配比相同,不同之处在于:步骤一、将各原料经过85℃真空干燥8 h,使水分控制在180ppm以下;步骤二、将各原料通过高速混合机进行物理混合30min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为150-210℃,送风温度为15-75℃,得到pha长丝专用粒料;步骤三、将pha长丝专用粒料经过100℃真空干燥1.5h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为160-200℃,熔体计量泵内压力控制为6-13mpa,模头孔数为96孔,控制挤出速度为60-120 m/min,通过水平5m长的水槽进行冷却,同时进行拉伸,拉伸比为4-10,水温30℃,水内添加0.05%的吐温20,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经垂直4m长的环吹风甬道干燥,其中,送风温度为85-100℃,并立即经油辊进行上油处理,多根集束成丝条,油辊处速度为480-1200m/min;步骤五、将步骤四上油得到的pha丝条,依次送入第一导丝辊(拉伸加热温度控制在45-70℃,纺丝速度控制在600-1500m/min)、第二导丝辊(定型加热温度控制在75-110℃,拉伸速度控制在1600-4000m/min)、第三导丝辊,在油辊和第一导丝辊之间设置环吹风,温度控制在18-45℃;在第一导丝辊和第二导丝辊之间产生拉伸,控制拉伸比为2-4;在第二导丝辊和第三导丝辊之间设置环吹风,温度控制在18-45℃,然后通过卷绕装置卷绕在筒子上,卷绕速度为1800-4500m/min,得到fdy形式的pha长丝成品。
101.以上制备例所得fdy形式的pha长丝成品可满足后续应用要求。
102.对照例1:phb+p3hb4hb纯风冷长丝的制备(与实施例1相比,以风冷代替水冷)步骤一、将各原料经过70-95℃真空干燥6-10 h,使水分控制在180ppm以下;步骤二、以质量份数计,称取75份phb、25份p3hb4hb、0.5份2-乙基己酸镁、0.75份硬脂酸锌、0.25份纳米氧化镁、0.15份millad 3905、0.35份aclyn 285a、0.5份basf adr 4300f、0.25份vertellus e60p、0.5份ek-145聚酯扩链剂、0.25份抗氧剂ca、0.25份抗氧剂rianox 1098、0.25份抗氧剂rianox 626、0.5份聚碳化二亚胺un-03、0.25份抗水解稳定剂3600、1.5份气相纳米二氧化硅、1.5份dh-2增强剂、2份四氯苯酐、0.4份油酸酰胺、0.3份byk3700有机硅流平剂、0.3份抗静电剂moa3-pk、0.4份甲基三乙氧基硅烷、0.5份htdi、0.35份柠檬酸铝、0.6份硅烷偶联剂z-6020、0.9份硅烷偶联剂kh-550、0.4份tbc、0.6份atbc通过高速混合机进行物理混合10-30min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为150-210℃,送风温度为15-75℃,得到pha长丝专用粒料;步骤三、将pha长丝专用粒料经过70-105℃真空干燥2.5h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为165-195℃,熔体计量泵内压力控制为6-13mpa,模头孔数为48孔,控制挤出速度为60-100m/min,通过水平1m长的风冷装置进行冷却,同时进行拉伸,拉伸比为6-10,风冷温度为4℃,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经垂直3.5m长的环吹风甬道干燥,其中,送风温度为85-102℃,并立即经油辊进行上油处理,多根集束成丝条,油辊处速度为
1200-1400m/min;步骤五、将步骤四上油得到的pha丝条,依次送入第一导丝辊(拉伸加热温度控制在45-70℃,纺丝速度控制在1300-1500m/min)、第二导丝辊(定型加热温度控制在75-110℃,拉伸速度控制在3000-4200m/min)、第三导丝辊,在油辊和第一导丝辊之间设置环吹风,温度控制在18-45℃;在第一导丝辊和第二导丝辊之间产生拉伸,控制拉伸比为2-4;在第二导丝辊和第三导丝辊之间设置环吹风,温度控制在18-45℃,然后通过卷绕装置卷绕在筒子上,卷绕速度为3300-4600m/min,得到fdy形式的pha长丝成品。
103.但长丝制备过程中极易出现纤维断头现象,工艺不稳定,成品脆性明显。
104.对照例2:过高速度下的phb+p3hb4hb长丝的制备(与实施例1相比,拉伸速度、卷绕速度过快)步骤一、将各原料经过70-95℃真空干燥6-10 h,使水分控制在180ppm以下;步骤二、以质量份数计,称取75份phb、25份p3hb4hb、0.5份2-乙基己酸镁、0.75份硬脂酸锌、0.25份纳米氧化镁、0.15份millad 3905、0.35份aclyn 285a、0.5份basf adr 4300f、0.25份vertellus e60p、0.5份ek-145聚酯扩链剂、0.25份抗氧剂ca、0.25份抗氧剂rianox 1098、0.25份抗氧剂rianox 626、0.5份聚碳化二亚胺un-03、0.25份抗水解稳定剂3600、1.5份气相纳米二氧化硅、1.5份dh-2增强剂、2份四氯苯酐、0.4份油酸酰胺、0.3份byk3700有机硅流平剂、0.3份抗静电剂moa3-pk、0.4份甲基三乙氧基硅烷、0.5份htdi、0.35份柠檬酸铝、0.6份硅烷偶联剂z-6020、0.9份硅烷偶联剂kh-550、0.4份tbc、0.6份atbc通过高速混合机进行物理混合10-30min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为150-210℃,送风温度为15-75℃,得到pha长丝专用粒料;步骤三、将pha长丝专用粒料经过70-105℃真空干燥2.5h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为165-195℃,熔体计量泵内压力控制为6-13mpa,模头孔数为48孔,控制挤出速度为60-100 m/min,通过水平1 m长的水槽进行冷却,同时进行拉伸,拉伸比为6-10,水温4℃,水内添加0.15%的吐温40,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经垂直3.5m长的环吹风甬道干燥,其中,送风温度为85-102℃,并立即经油辊进行上油处理,多根集束成丝条,油辊处速度为1200-1400m/min;步骤五、将步骤四上油得到的pha丝条,依次送入第一导丝辊(拉伸加热温度控制在45-70℃,纺丝速度控制在1300-1500m/min)、第二导丝辊(定型加热温度控制在75-110℃,拉伸速度控制在6500-8000m/min)、第三导丝辊,在油辊和第一导丝辊之间设置环吹风,温度控制在18-45℃;在第一导丝辊和第二导丝辊之间产生拉伸,控制拉伸比为5-6;在第二导丝辊和第三导丝辊之间设置环吹风,温度控制在18-45℃,然后通过卷绕装置卷绕在筒子上,卷绕速度为6600-8200m/min,得到fdy形式的pha长丝成品。
105.对照例3:过低速度下的phb+p3hb4hb长丝的制备(与实施例1相比,拉伸速度、卷绕速度过慢)步骤一、将各原料经过70-95℃真空干燥6-10 h,使水分控制在180ppm以下;步骤二、以质量份数计,称取75份phb、25份p3hb4hb、0.5份2-乙基己酸镁、0.75份硬脂酸锌、0.25份纳米氧化镁、0.15份millad 3905、0.35份aclyn 285a、0.5份basf adr 4300f、0.25份vertellus e60p、0.5份ek-145聚酯扩链剂、0.25份抗氧剂ca、0.25份抗氧剂
rianox 1098、0.25份抗氧剂rianox 626、0.5份聚碳化二亚胺un-03、0.25份抗水解稳定剂3600、1.5份气相纳米二氧化硅、1.5份dh-2增强剂、2份四氯苯酐、0.4份油酸酰胺、0.3份byk3700有机硅流平剂、0.3份抗静电剂moa3-pk、0.4份甲基三乙氧基硅烷、0.5份htdi、0.35份柠檬酸铝、0.6份硅烷偶联剂z-6020、0.9份硅烷偶联剂kh-550、0.4份tbc、0.6份atbc通过高速混合机进行物理混合10-30min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为150-210℃,送风温度为15-75℃,得到pha长丝专用粒料;步骤三、将pha长丝专用粒料经过70-105℃真空干燥2.5h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为165-195℃,熔体计量泵内压力控制为6-13mpa,模头孔数为48孔,控制挤出速度为60-100 m/min,通过水平1 m长的水槽进行冷却,同时进行拉伸,拉伸比为6-10,水温4℃,水内添加0.15%的吐温40,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经垂直3.5m长的环吹风甬道干燥,其中,送风温度为85-102℃,并立即经油辊进行上油处理,多根集束成丝条,油辊处速度为1200-1400m/min;步骤五、将步骤四上油得到的pha丝条,依次送入第一导丝辊(拉伸加热温度控制在45-70℃,纺丝速度控制在1300-1500m/min)、第二导丝辊(定型加热温度控制在75-110℃,拉伸速度控制在1560-2250m/min)、第三导丝辊,在油辊和第一导丝辊之间设置环吹风,温度控制在18-45℃;在第一导丝辊和第二导丝辊之间产生拉伸,控制拉伸比为1.2-1.5;在第二导丝辊和第三导丝辊之间设置环吹风,温度控制在18-45℃,然后通过卷绕装置卷绕在筒子上,卷绕速度为1650-2400m/min,得到fdy形式的pha长丝成品。
106.对照例4:先风冷同时拉伸后水冷的phb+p3hb4hb长丝的制备(与实施例1相比,冷却成型工艺不同)步骤一、将各原料经过70-95℃真空干燥6-10 h,使水分控制在180ppm以下;步骤二、以质量份数计,称取75份phb、25份p3hb4hb、0.5份2-乙基己酸镁、0.75份硬脂酸锌、0.25份纳米氧化镁、0.15份millad 3905、0.35份aclyn 285a、0.5份basf adr 4300f、0.25份vertellus e60p、0.5份ek-145聚酯扩链剂、0.25份抗氧剂ca、0.25份抗氧剂rianox 1098、0.25份抗氧剂rianox 626、0.5份聚碳化二亚胺un-03、0.25份抗水解稳定剂3600、1.5份气相纳米二氧化硅、1.5份dh-2增强剂、2份四氯苯酐、0.4份油酸酰胺、0.3份byk3700有机硅流平剂、0.3份抗静电剂moa3-pk、0.4份甲基三乙氧基硅烷、0.5份htdi、0.35份柠檬酸铝、0.6份硅烷偶联剂z-6020、0.9份硅烷偶联剂kh-550、0.4份tbc、0.6份atbc通过高速混合机进行物理混合10-30min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为150-210℃,送风温度为15-75℃,得到pha长丝专用粒料;步骤三、将pha长丝专用粒料经过70-105℃真空干燥2.5h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为165-195℃,熔体计量泵内压力控制为6-13mpa,模头孔数为48孔,控制挤出速度为60-100 m/min,通过垂直3.5m长的环吹风甬道干燥,其中,送风温度为85-102℃,同时进行拉伸,拉伸比为6-10,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经水平1 m长的水槽进行冷却,水温4℃,水内添加0.15%的吐温40,并立即经油辊进行上油处理,多根集束成丝条,油辊处速度为1200-1400m/min;步骤五、将步骤四上油得到的pha丝条,依次送入第一导丝辊(拉伸加热温度控制
在45-70℃,纺丝速度控制在1300-1500m/min)、第二导丝辊(定型加热温度控制在75-110℃,拉伸速度控制在3000-4200m/min)、第三导丝辊,在油辊和第一导丝辊之间设置环吹风,温度控制在18-45℃;在第一导丝辊和第二导丝辊之间产生拉伸,控制拉伸比为2-4;在第二导丝辊和第三导丝辊之间设置环吹风,温度控制在18-45℃,然后通过卷绕装置卷绕在筒子上,卷绕速度为3300-4600m/min,得到fdy形式的pha长丝成品。
107.但长丝制备过程中易出现沾辊现象,工艺不稳定,纤维易断头,成品存在后结晶现象。
108.对照例5:先水冷未同时拉伸的phb+p3hb4hb长丝的制备(与实施例1相比,冷却成型工艺不同)步骤一、将各原料经过70-95℃真空干燥6-10 h,使水分控制在180ppm以下;步骤二、以质量份数计,称取75份phb、25份p3hb4hb、0.5份2-乙基己酸镁、0.75份硬脂酸锌、0.25份纳米氧化镁、0.15份millad 3905、0.35份aclyn 285a、0.5份basf adr 4300f、0.25份vertellus e60p、0.5份ek-145聚酯扩链剂、0.25份抗氧剂ca、0.25份抗氧剂rianox 1098、0.25份抗氧剂rianox 626、0.5份聚碳化二亚胺un-03、0.25份抗水解稳定剂3600、1.5份气相纳米二氧化硅、1.5份dh-2增强剂、2份四氯苯酐、0.4份油酸酰胺、0.3份byk3700有机硅流平剂、0.3份抗静电剂moa3-pk、0.4份甲基三乙氧基硅烷、0.5份htdi、0.35份柠檬酸铝、0.6份硅烷偶联剂z-6020、0.9份硅烷偶联剂kh-550、0.4份tbc、0.6份atbc通过高速混合机进行物理混合10-30min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为150-210℃,送风温度为15-75℃,得到pha长丝专用粒料;步骤三、将pha长丝专用粒料经过70-105℃真空干燥2.5h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为165-195℃,熔体计量泵内压力控制为6-13mpa,模头孔数为48孔,控制挤出速度为60-100 m/min,通过水平1 m长的水槽进行冷却,水温4℃,水内添加0.15%的吐温40,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经垂直3.5m长的环吹风甬道干燥,其中,送风温度为85-102℃,并立即经油辊进行上油处理,多根集束成丝条,油辊处速度为200-300m/min;步骤五、将步骤四上油得到的pha丝条,依次送入第一导丝辊(拉伸加热温度控制在45-70℃,纺丝速度控制在1300-1500m/min)、第二导丝辊(定型加热温度控制在75-110℃,拉伸速度控制在3000-4200m/min)、第三导丝辊,在油辊和第一导丝辊之间设置环吹风,温度控制在18-45℃;在第一导丝辊和第二导丝辊之间产生拉伸,控制拉伸比为2-4;在第二导丝辊和第三导丝辊之间设置环吹风,温度控制在18-45℃,然后通过卷绕装置卷绕在筒子上,卷绕速度为3300-4600m/min,得到fdy形式的pha长丝成品。
109.但长丝制备过程中易出现纤维断头现象,工艺不稳定,成品存在后结晶现象。
110.对照例6:先水冷后风冷再温水拉伸的phb+p3hb4hb长丝的制备(与实施例1相比,冷却成型工艺不同)步骤一、将各原料经过70-95℃真空干燥6-10 h,使水分控制在180ppm以下;步骤二、以质量份数计,称取75份phb、25份p3hb4hb、0.5份2-乙基己酸镁、0.75份硬脂酸锌、0.25份纳米氧化镁、0.15份millad 3905、0.35份aclyn 285a、0.5份basf adr 4300f、0.25份vertellus e60p、0.5份ek-145聚酯扩链剂、0.25份抗氧剂ca、0.25份抗氧剂
rianox 1098、0.25份抗氧剂rianox 626、0.5份聚碳化二亚胺un-03、0.25份抗水解稳定剂3600、1.5份气相纳米二氧化硅、1.5份dh-2增强剂、2份四氯苯酐、0.4份油酸酰胺、0.3份byk3700有机硅流平剂、0.3份抗静电剂moa3-pk、0.4份甲基三乙氧基硅烷、0.5份htdi、0.35份柠檬酸铝、0.6份硅烷偶联剂z-6020、0.9份硅烷偶联剂kh-550、0.4份tbc、0.6份atbc通过高速混合机进行物理混合10-30min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为150-210℃,送风温度为15-75℃,得到pha长丝专用粒料;步骤三、将pha长丝专用粒料经过70-105℃真空干燥2.5h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为165-195℃,熔体计量泵内压力控制为6-13mpa,模头孔数为48孔,控制挤出速度为60-100 m/min,通过水平1m长的水槽进行冷却,水温4℃,水内添加0.15%的吐温40,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经垂直3.5m长的环吹风甬道干燥,其中,送风温度为18-45℃,再通过水平1m长的水槽继续冷却,水温18-45℃,水内添加0.15%的吐温40,并同时拉伸,经油辊进行上油处理,多根集束成丝条,油辊处速度为1200-1400m/min;步骤五、将步骤四上油得到的pha丝条,依次送入第一导丝辊(拉伸加热温度控制在45-70℃,纺丝速度控制在1300-1500m/min)、第二导丝辊(定型加热温度控制在75-110℃,拉伸速度控制在3000-4200m/min)、第三导丝辊,在油辊和第一导丝辊之间设置环吹风,温度控制在18-45℃;在第一导丝辊和第二导丝辊之间产生拉伸,控制拉伸比为2-4;在第二导丝辊和第三导丝辊之间设置环吹风,温度控制在18-45℃,然后通过卷绕装置卷绕在筒子上,卷绕速度为3300-4600m/min,得到fdy形式的pha长丝成品。
111.但长丝制备过程中易出现沾辊现象,工艺不稳定,纤维易断头。
112.对照例7:加快纺丝速度的phb+p3hb4hb长丝的制备(与实施例1相比,纺丝速度过快)步骤一、将各原料经过70-95℃真空干燥6-10 h,使水分控制在180ppm以下;步骤二、以质量份数计,称取75份phb、25份p3hb4hb、0.5份2-乙基己酸镁、0.75份硬脂酸锌、0.25份纳米氧化镁、0.15份millad 3905、0.35份aclyn 285a、0.5份basf adr 4300f、0.25份vertellus e60p、0.5份ek-145聚酯扩链剂、0.25份抗氧剂ca、0.25份抗氧剂rianox 1098、0.25份抗氧剂rianox 626、0.5份聚碳化二亚胺un-03、0.25份抗水解稳定剂3600、1.5份气相纳米二氧化硅、1.5份dh-2增强剂、2份四氯苯酐、0.4份油酸酰胺、0.3份byk3700有机硅流平剂、0.3份抗静电剂moa3-pk、0.4份甲基三乙氧基硅烷、0.5份htdi、0.35份柠檬酸铝、0.6份硅烷偶联剂z-6020、0.9份硅烷偶联剂kh-550、0.4份tbc、0.6份atbc通过高速混合机进行物理混合10-30min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为150-210℃,送风温度为15-75℃,得到pha长丝专用粒料;步骤三、将pha长丝专用粒料经过70-105℃真空干燥2.5h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为165-195℃,熔体计量泵内压力控制为6-13mpa,模头孔数为48孔,控制挤出速度为60-100m/min,通过水平1m长的水槽进行冷却,同时进行拉伸,拉伸比为6-10,水温4℃,水内添加0.15%的吐温40,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经垂直3.5m长的环吹风甬道干燥,其中,送风温度为85-102℃,并立即经油辊进行上油处理,多根集束成丝条,油辊处速度为
4300f、0.25份vertellus e60p、0.5份ek-145聚酯扩链剂、0.25份抗氧剂ca、0.25份抗氧剂rianox 1098、0.25份抗氧剂rianox 626、0.5份聚碳化二亚胺un-03、0.25份抗水解稳定剂3600、1.5份气相纳米二氧化硅、1.5份dh-2增强剂、2份四氯苯酐、0.4份油酸酰胺、0.3份byk3700有机硅流平剂、0.3份抗静电剂moa3-pk、0.4份甲基三乙氧基硅烷、0.5份htdi、0.35份柠檬酸铝、0.6份硅烷偶联剂z-6020、0.9份硅烷偶联剂kh-550、0.4份tbc、0.6份atbc通过高速混合机进行物理混合10-30min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为150-210℃,送风温度为15-75℃,得到pha长丝专用粒料;步骤三、将pha长丝专用粒料经过70-105℃真空干燥2.5h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为165-195℃,熔体计量泵内压力控制为6-13mpa,模头孔数为48孔,控制挤出速度为60-100 m/min,通过水平1m长的水槽进行冷却,同时进行拉伸,拉伸比为6-10,水温40℃,水内添加0.15%的吐温40,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经垂直3.5m长的环吹风甬道干燥,其中,送风温度为85-102℃,并立即经油辊进行上油处理,多根集束成丝条,油辊处速度为1200-1400m/min;步骤五、将步骤四上油得到的pha丝条,依次送入第一导丝辊(拉伸加热温度控制在45-70℃,纺丝速度控制在1300-1500m/min)、第二导丝辊(定型加热温度控制在75-110℃,拉伸速度控制在3000-4200m/min)、第三导丝辊,在油辊和第一导丝辊之间设置环吹风,温度控制在18-45℃;在第一导丝辊和第二导丝辊之间产生拉伸,控制拉伸比为2-4;在第二导丝辊和第三导丝辊之间设置环吹风,温度控制在18-45℃,然后通过卷绕装置卷绕在筒子上,卷绕速度为3300-4600m/min,得到fdy形式的pha长丝成品。
117.但长丝制备过程中极易出现沾辊、纤维断头现象,成品存在后结晶现象,无法满足后续应用要求。
118.对照例10:水冷拉伸比过大的phb+p3hb4hb长丝的制备(与实施例1相比,水冷拉伸比过大)步骤一、将各原料经过70-95℃真空干燥6-10 h,使水分控制在180ppm以下;步骤二、以质量份数计,称取75份phb、25份p3hb4hb、0.5份2-乙基己酸镁、0.75份硬脂酸锌、0.25份纳米氧化镁、0.15份millad 3905、0.35份aclyn 285a、0.5份basf adr 4300f、0.25份vertellus e60p、0.5份ek-145聚酯扩链剂、0.25份抗氧剂ca、0.25份抗氧剂rianox 1098、0.25份抗氧剂rianox 626、0.5份聚碳化二亚胺un-03、0.25份抗水解稳定剂3600、1.5份气相纳米二氧化硅、1.5份dh-2增强剂、2份四氯苯酐、0.4份油酸酰胺、0.3份byk3700有机硅流平剂、0.3份抗静电剂moa3-pk、0.4份甲基三乙氧基硅烷、0.5份htdi、0.35份柠檬酸铝、0.6份硅烷偶联剂z-6020、0.9份硅烷偶联剂kh-550、0.4份tbc、0.6份atbc通过高速混合机进行物理混合10-30min,再通过双螺杆挤出机熔融挤出并采用风冷方式冷却造粒,料筒温度设置为150-210℃,送风温度为15-75℃,得到pha长丝专用粒料;步骤三、将pha长丝专用粒料经过70-105℃真空干燥2.5h后,通过双螺杆熔融纺丝机进行纺丝,纺丝温度设置为165-195℃,熔体计量泵内压力控制为6-13mpa,模头孔数为48孔,控制挤出速度为60-100 m/min,通过水平1m长的水槽进行冷却,同时进行拉伸,拉伸比为14-18,水温4℃,水内添加0.15%的吐温40,得到pha初生纤维;步骤四、将步骤三冷却得到的pha初生纤维经垂直3.5m长的环吹风甬道干燥,其
中,送风温度为85-102℃,并立即经油辊进行上油处理,多根集束成丝条,油辊处速度为1400-1800m/min;步骤五、将步骤四上油得到的pha丝条,依次送入第一导丝辊(拉伸加热温度控制在45-70℃,纺丝速度控制在1600-2100m/min)、第二导丝辊(定型加热温度控制在75-110℃,拉伸速度控制在3000-4200m/min)、第三导丝辊,在油辊和第一导丝辊之间设置环吹风,温度控制在18-45℃;在第一导丝辊和第二导丝辊之间产生拉伸,控制拉伸比为2-4;在第二导丝辊和第三导丝辊之间设置环吹风,温度控制在18-45℃,然后通过卷绕装置卷绕在筒子上,卷绕速度为3300-4600m/min,得到fdy形式的pha长丝成品。
119.由于水冷拉伸比过大,为了维持纤维张力,后续油辊处速度、第一导丝辊速度也被迫提高,造成整体拉伸和结晶进程的不协调,长丝质量极不稳定,工艺不稳定,极易出现纤维断头现象。
120.以上实施例与对照例测试结果汇总如表2-4所示,相较于对照例制作的长丝,对照例长丝的综合性能受到影响,而本技术的长丝具有更好的技术效果。
121.表2:实施例1的测试结果表3:对照例1-4的测试结果表4:对照例5-10的测试结果
应说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1