圆柱形袋体成型方法与流程
本申请涉及生物制药,尤其涉及一种圆柱形袋体成型方法。
背景技术:
1、圆柱形状的袋体是产品线上很常见的一种袋体形态,其在生物制药领域广泛使用,比如3f圆柱形袋体。现有技术一般生产这种圆柱形状的袋体的方式是:通过加热圆柱形的焊接模具,对切割好的膜材进行焊接。如图1所示,先根据成型尺寸切割好下料的膜材,然后通过直线焊接将切割好的膜材2焊接成型为柱体4,接着将柱体4套到圆柱形模具5内并两端翻边6,然后再分别在两个翻边6上盖上膜材1和膜材3,再通过按压模具7合模上下封口,最后加热成型为成品8,图1中以成品直径及高度均为x进行说明。
2、但是,这种方式成型过程繁琐,且还需要借助模具才能成型,并且针对不同直径的袋体还需要预先生产不同尺寸的模具,生产成本较高。
技术实现思路
1、本申请的目的在于提供了一种圆柱形袋体成型方法,以解决现有技术成型过程繁琐、生产成本较高的技术问题。
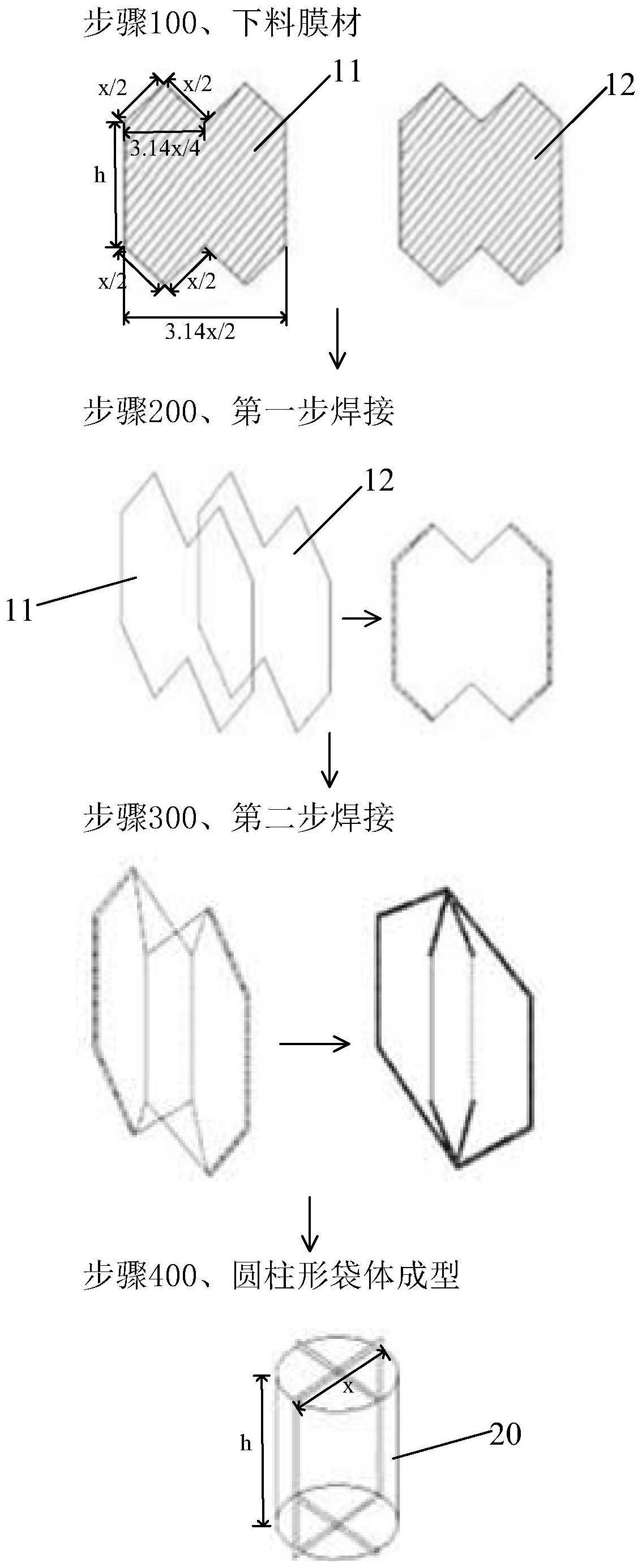
2、本申请提供的一种圆柱形袋体成型方法,包括:
3、步骤100、下料切割膜材,所述膜材包括方形部和与所述方形部的相对两边相连的角形部,所述方形部包括以h为长度且相对设置的第一边和第二边,以及以3.14x/2为长度且相对设置的第三边和第四边,所述角形部包括四个相同的等腰三角形,分别为第一等腰三角形、第二等腰三角形、第三等腰三角形和第四等腰三角形,所述等腰三角形的相邻两个等边的长度均为x/2,其斜边的长度为3.14x/4,所述第一等腰三角形和所述第二等腰三角形依次沿所述第三边相连设置,且所述第一等腰三角形的斜边与所述第二等腰三角形的斜边与所述第三边重合,所述第三等腰三角形和所述第四等腰三角形依次沿所述第四边相连设置,且所述第三等腰三角形的斜边与所述第四等腰三角形的斜边与所述第四边重合;切割好相同的两个所述膜材,分别为第一膜材和第二膜材;
4、步骤200、将所述第一膜材和所述第二膜材重合对齐,分别将对齐的所述第一膜材和所述第二膜材的所述第一边彼此焊接相连,将对齐的所述第一膜材和所述第二膜材的所述第二边彼此焊接相连;
5、所述第一等腰三角形包括相邻且长度相等的第一短边和第二短边,所述第二等腰三角形包括相邻且长度相等的第三短边和第四短边,所述第二短边和所述第三短边相邻,所述第三等腰三角形包括相邻且长度相等的第五短边和第六短边,所述第四等腰三角形包括相邻且长度相等的第七短边和第八短边,所述第六短边和所述第七短边相邻;将对齐的所述第一膜材和所述第二膜材的所述第一短边彼此焊接相连、所述第四短边彼此焊接相连、所述第五短边彼此焊接相连和第八短边彼此焊接相连;
6、步骤300、将所述第一膜材的所述第二短边和所述第三短边彼此焊接相连,将所述第二膜材的所述第二短边和所述第三短边彼此焊接相连,将所述第一膜材的所述第六短边和所述第七短边彼此焊接相连,将所述第二膜材的所述第六短边和所述第七短边彼此焊接相连;
7、步骤400、将焊接后的膜材的内部空间充气或注液后形成圆柱形袋体成品,所述圆柱形袋体的高为h,其圆形顶面和圆形底面的直径为x。
8、进一步的,所述第一膜材和所述第二膜材需要焊接的各边向外延伸设有留边,在所述留边上进行所述焊接。
9、更进一步的,所述留边的向外延伸宽度为8~12mm。
10、进一步的,所述焊接采用直边焊的焊接方式。
11、更进一步的,所述膜材采用热合性膜材,所述焊接采用热熔焊接方式;或
12、所述焊接采用电流形式的高周波焊接方式。
13、进一步的,所述膜材的方形部为长方形或正方形。
14、进一步的,所述x大于或等于169mm。
15、更进一步的,所述圆柱形袋体成品的体积为1l~2000l;和/或
16、所述h大于或等于200mm。
17、进一步的,所述膜材上预留有可打开和闭合的预留孔,通过所述预留孔进行充气或注液。
18、进一步的,所述圆柱形袋体为3f圆柱形袋体。
19、与现有技术相比,本申请提供的圆柱形袋体成型方法,无需借助模具,通过按尺寸和形状要求切割好两个膜材,然后按要求焊接封闭好两个膜材,最后充气或注液撑开焊接好的形体即可成型为预定尺寸大小的圆柱形袋体,过程方便快捷简单,实用性强,效率高,且无需预先制作需要借助的模具,更不需要每次生产对应尺寸的模具,大大降低了生产成本。
技术特征:
1.一种圆柱形袋体成型方法,其特征在于,包括:
2.根据权利要求1所述的圆柱形袋体成型方法,其特征在于,
3.根据权利要求2所述的圆柱形袋体成型方法,其特征在于,
4.根据权利要求1-3任一项所述的圆柱形袋体成型方法,其特征在于,所述焊接采用直边焊的焊接方式。
5.根据权利要求4所述的圆柱形袋体成型方法,其特征在于,
6.根据权利要求1所述的圆柱形袋体成型方法,其特征在于,
7.根据权利要求6所述的圆柱形袋体成型方法,其特征在于,
8.根据权利要求7所述的圆柱形袋体成型方法,其特征在于,
9.根据权利要求1所述的圆柱形袋体成型方法,其特征在于,
10.根据权利要求1所述的圆柱形袋体成型方法,其特征在于,
技术总结
本申请涉及生物制药技术领域,尤其涉及一种圆柱形袋体成型方法。其包括按尺寸下料切割膜材,将切割好的两个膜材按步骤要求进行焊接,然后将焊接好的膜材的内部空间充气或注液后形成圆柱形袋体成品。该圆柱形袋体成型方法无需借助模具,更不需要每次生产对应尺寸的模具,大大降低了生产成本,同时成型过程方便快捷简单,实用性强,效率高。
技术研发人员:张浩林,徐江运,徐龙渤,徐茏林
受保护的技术使用者:浙江金仪盛世生物工程有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!