一种亲肤纤维生产设备的制作方法
1.本实用新型涉及功能性纤维生产技术领域,具体为亲肤纤维生产设备。
背景技术:
[0002]“宝宝绒专用亲肤纤维”是一类如动物绒毛般柔软、温暖、舒适的dty功能性超细旦全消光扁平纤维,产品规格新颖独特,具体为173dtex/256f。后道经过雪尼尔纱机与棉纱混合割绒,再经过织机织造、染整等工序后制成最终成品面料,其织物主要为婴儿绒、宝贝绒等高档面料,作为婴幼儿贴身衣物,要求手感柔软、舒适,绒面丰盈但悬垂感强、光泽柔和,易清洗、易护理,高于纯棉、丝绸等使用性能,属于环保型无公害高科技产品,产品内在品质要求极高,深得客户青睐。
[0003]
该类新产品由于f数多达256根,dpf只有0.7dtex,原丝在加弹环节单丝易发生断裂,丝路上积蓄毛絮,造成新产品出现毛丝。后道客户对最终成品面料风格要求高,对整个原丝质量、加弹硬件、工艺条件提出了很高的要求,目前市面上已有的生产设备以及工艺还存在诸多难点没有解决。
技术实现要素:
[0004]
(一)解决的技术问题
[0005]
针对现有技术的不足,本实用新型提供了亲肤纤维生产设备,解决了原丝在加弹环节单丝易发生断裂,丝路上积蓄毛絮,造成新产品出现毛丝的问题,以及目前市面上已有的生产设备还存在诸多难点没有解决的问题。
[0006]
(二)技术方案
[0007]
为实现以上目的,本实用新型通过以下技术方案予以实现:
[0008]
亲肤纤维生产设备,包括机架;固定连接在所述机架内侧下壁且靠近机架左壁的原丝架;固定连接在所述机架内侧后壁且位于原丝架右侧的预网络器;从左到右依次设置在所述机架内侧后壁的第一罗拉和切丝器,所述第一罗拉和预网络器之间还设置有移丝凸轮;从左到右依次固定连接在所述机架上壁的升头杆、第一支架、第二支架,所述升头杆上端设置有升头组件,所述第一支架、第二支架上端分别固定连接有上加热箱、冷却板;设置在所述机架上壁且位于第二支架右侧的假捻器;从上到下依次设置在所述机架内侧后壁的第二罗拉、主网络器以及辅助罗拉,所述第二罗拉、主网络器以及辅助罗拉均设置在假捻器下方;从左到右依次设置在所述机架内侧后壁且位于辅助罗拉右侧的下加热箱、第三罗拉、上油装置以及卷绕机。
[0009]
优选的,所述升头组件包括固定套、固定管以及两组瓷件,所述固定套固定连接在升头杆上端,所述固定管固定连接在固定套内侧壁,所述固定管贯穿固定套内壁并向两端伸出,两组所述瓷件分别通过两组转轴固定连接在固定管两端内侧壁。
[0010]
优选的,两组所述转轴与瓷件之间通过轴承转动连接,两组所述转轴远离瓷件的一端外壁均设置有扁方,两组所述转轴远离瓷件的一端分别固定连接在固定管的两端内侧
壁,所述固定管两端内侧壁均螺纹连接有压紧螺丝,所述转轴与固定管通过压紧螺丝及扁方固定连接。
[0011]
优选的,所述第一罗拉由罗拉筒、罗拉脚、皮圈以及两组套筒组成,所述罗拉筒、罗拉脚均转动连接在机架内侧后壁,两组所述套筒转动连接在罗拉脚前壁,所述皮圈套设在两组套筒外壁,所述罗拉脚外壁设置有释放扳手。
[0012]
优选的,所述移丝凸轮移动行程为皮圈宽度的3/5且移动中心与皮圈宽度的中心对齐。
[0013]
优选的,所述主网络器内部的喷嘴孔径为1.2mm且网络压力为0.05+0.01mpa,所述预网络器网络压力为0.02+0.01mpa。
[0014]
优选的,所述上加热箱加热范围为175
±
0.5℃,所述下加热箱加热范围为 165
±
0.5℃。
[0015]
本实用新型还提供一种亲肤纤维生产工艺,所述的生产工艺包括如下步骤:
[0016]
s1、采用全消光、扁平截面的poy作为原料放在原丝架上,经过预网络器点网,再经过第一罗拉、升头组件送入上加热箱加热,再经过冷却板进行冷却;
[0017]
s2、经冷却板冷却后的丝束送入假捻器进行加解捻,并经过第二罗拉送入主网络器,再经过辅助罗拉送入下加热箱定型;
[0018]
s3、经过定型的丝束经第三罗拉调节卷绕张力,进一步由上油装置上油后经卷绕机卷绕成型。
[0019]
(三)有益效果
[0020]
本实用新型提供了亲肤纤维生产设备。具备以下有益效果:
[0021]
1、相比以往技术,本实用新型在第一罗拉前面设置了一道预网络器,进一步提高了poy丝条的集束性,降低了单丝断裂致毛丝的可能性。
[0022]
2、相比以往技术,本实用新型第一罗拉采用皮圈形式,丝条与罗拉的接触面大,加工时拉伸不易打滑,同时通过控制移丝凸轮的移动范围,使得丝束与皮圈接触位置更加居中,大大降低了异常丝产生。
[0023]
3、相比以往技术,本实用新型设定低于常规性的预网压力和主网压力,使得丝束既有网络点但不明显的网络效果。
[0024]
4、相比以往技术,本实用新型采用压紧螺丝配合转轴上的扁方安装瓷件,使得瓷件更换非常方便,且通过在转轴与瓷件之间设置的轴承,将传统的固定式瓷件优化为转动式瓷件,使得瓷件随着丝条的快速运行而带动旋转,减小丝束在运行过程中的张力,同时提升张力的稳定性。
附图说明
[0025]
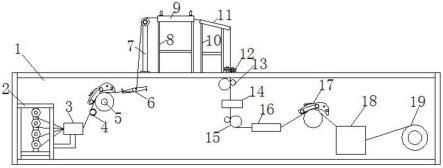
图1为本实用新型结构示意图;
[0026]
图2为本实用新型升头组件侧面结构示意图;
[0027]
图3为本实用新型固定管与转轴连接结构局部剖视图;
[0028]
图4为本实用新型转轴与瓷件连接结构局部剖视图;
[0029]
图5为本实用新型第一罗拉结构示意图。
[0030]
其中,1、机架;2、原丝架;3、预网络器;4、移丝凸轮;5、罗拉筒;6、切丝器;7、升头
杆;8、第一支架;9、上加热箱;10、第二支架;11、冷却板; 12、假捻器;13、第二罗拉;14、主网络器;15、辅助罗拉;16、下加热箱; 17、第三罗拉;18、上油装置;19、卷绕机;20、固定套;21、固定管;22、转轴;23、瓷件;24、压紧螺丝;25、扁方;26、轴承;27、罗拉脚;28、释放扳手;29、套筒;30、皮圈。
具体实施方式
[0031]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0032]
实施例:
[0033]
如图1到图5所示,本实用新型实施例提供亲肤纤维生产设备,包括机架1;固定连接在机架1内侧下壁且靠近机架1左壁的原丝架2;固定连接在机架1内侧后壁且位于原丝架2右侧的预网络器3,在第一罗拉前面新增一道预网络器3,进一步提高了poy丝条的集束性,降低了多孔丝断裂致毛丝的可能性。
[0034]
从左到右依次设置在机架1内侧后壁的第一罗拉和切丝器6,第一罗拉和预网络器3之间还设置有移丝凸轮4,第一罗拉由罗拉筒5、罗拉脚27、皮圈30 以及两组套筒29组成,罗拉筒5、罗拉脚27均转动连接在机架1内侧后壁,两组套筒29转动连接在罗拉脚27前壁,皮圈30套设在两组套筒29外壁,罗拉脚27外壁设置有释放扳手28,移丝凸轮4移动行程为皮圈30宽度的3/5且移动中心与皮圈30宽度的中心对齐,相比于以前老式的皮辊式罗拉,第一罗拉改造后与丝条的接触面大,加工时拉伸更加均匀,同时通过改造移丝凸轮4的移动行程,使得丝束与皮圈30接触位置更加居中,大大降低了异常丝产生。
[0035]
从左到右依次固定连接在机架1上壁的升头杆7、第一支架8、第二支架10,升头杆7上端设置有升头组件,第一支架8、第二支架10上端分别固定连接有上加热箱9、冷却板11,升头组件包括固定套20、固定管21以及两组瓷件23,固定套20固定连接在升头杆7上端,固定管21固定连接在固定套20内侧壁,固定管21贯穿固定套20内壁并向两端伸出,两组瓷件23分别通过两组转轴22 固定连接在固定管21两端内侧壁,两组转轴22与瓷件23之间通过轴承26转动连接,两组转轴22远离瓷件23的一端外壁均设置有扁方25,两组转轴22远离瓷件23的一端分别固定连接在固定管21的两端内侧壁,固定管21两端内侧壁均螺纹连接有压紧螺丝24,转轴22与固定管21通过压紧螺丝24及扁方25 固定连接,经过加装轴承26,使得瓷件23随着丝条的快速运行而带动旋转,减小丝束在运行过程中的张力,同时提升张力的稳定性。
[0036]
设置在机架1上壁且位于第二支架10右侧的假捻器12;从上到下依次设置在机架1内侧后壁的第二罗拉13、主网络器14以及辅助罗拉15,第二罗拉13、主网络器14以及辅助罗拉15均设置在假捻器12下方;从左到右依次设置在机架1内侧后壁且位于辅助罗拉15右侧的下加热箱16、第三罗拉17、上油装置18以及卷绕机19。
[0037]
上加热箱9加热范围为175
±
0.5℃,下加热箱16加热范围为165
±
0.5℃,主网络器14内部的喷嘴孔径为1.2mm且网络压力为0.05+0.01mpa,预网络器3 网络压力为0.02+0.01mpa,特殊组合的变形温度和定型温度串联性工艺,颠覆传统工艺降低了丝条强度,使
产品在雪尼尔纱机上加工时容易切割,进一步增加了纤维的柔、绒特性,设定低于常规性的预网压力和主网压力,使得丝束既有网络压力且网点不明显的网络效果。
[0038]
本实用新型还提供一种亲肤纤维生产工艺,生产工艺包括如下步骤:
[0039]
s1、采用全消光、扁平截面的poy作为原料放在原丝架2上,经过预网络器3点网,再经过第一罗拉、升头组件送入上加热箱9加热,再经过冷却板11 进行冷却;
[0040]
s2、经冷却板11冷却后的丝束送入假捻器12进行加解捻,并经过第二罗拉13送入主网络器14,再经过辅助罗拉15送入下加热箱16定型;
[0041]
s3、经过定型的丝束经第三罗拉17调节卷绕张力,进一步由上油装置18 上油后经卷绕机19卷绕成型。
[0042]
经对该设备及工艺生产出的成品进行测试,测试结果如表1所示:
[0043][0044][0045]
表1
[0046]
通过表1数据可见,全消光扁平混纤丝新产品完全满足市场需求,细节上也解决了多f异形纤维加工过程毛羽过多、网络漏网等很多问题。
[0047]
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1