围框纸盒成型的贴胶带机构的制作方法
1.本实用新型涉及围框纸盒成型设备,特别涉及贴胶带机构。
背景技术:
2.围框纸盒由长条纸板围合形成围框作为纸盒的侧壁,再将围框与底板(即底纸板作为纸盒底部)进行组合连接。围框纸盒采用围框与底板进行组合连接,可以制作四角、六角、八角等款式纸盒。其中,长条纸板处于立起的状态下被围合在成型模具上进行围框成型,长条纸板依托成型模具围合形成围框时,可以采用胶带进行贴角连接,目前采用贴角机(为成熟技术,常用于纸盒成型如天地盖成型中)进行贴角,将长条纸板围合后的连接处进行相连,贴角机需要在围合成型后再贴角连接,导致工序增加,而且贴角机采用的胶带成本较高,在贴角过程需要额外加热,导致整个生产成本上升。
技术实现要素:
3.鉴于背景技术中存在的技术问题,本实用新型所解决的技术问题旨在提供一种无需额外加热、能够将立起的长条纸板的边缘(短边)处贴胶带的围框纸盒成型的贴胶带机构。
4.为解决上述技术问题,本实用新型采用如下的技术方案:围框纸盒成型的贴胶带机构,包括有扯带座、夹带装置、贴带装置和断带装置,其特征在于:扯带座与纵移传动装置连接,夹带装置和贴带装置连接在扯带座上,夹带装置包括有夹带部件,贴带装置包括有贴带部件和第一横移驱动部件,贴带部件上设有吸带区,贴带部件上还设有刀槽,贴带部件与第一横移驱动部件传动连接,断带装置包括有切刀,切刀配置在贴带部件的后方,刀槽配置在切刀的前侧。
5.分别在上述技术方案上还可以进行以下各种优化或补充说明。
6.比如,断带装置还包括有第二横移驱动部件,切刀与第二横移驱动部件传动连接。
7.例如,夹带部件包括有第一夹带件和第二夹带件,第一夹带件与第二夹带件配合相对设置,第一夹带件和/或第二夹带件与夹带驱动部件传动连接。
8.比方,第一夹带件采用固定轮,第二夹带件采用活动压块,活动压块位于固定轮的前侧,活动压块与夹带驱动部件传动连接。
9.再比如,吸带区采用静电吸带区或吸气吸带区,吸带区位于刀槽的纵向回退侧。
10.再例如,吸带区设置气孔。
11.此外,还包括有胶带放卷部件,胶带放卷部件与扯带座之间设有过带部件。
12.再优化,还包括与贴带部件配合夹压的贴带垫纸部件。
13.本实用新型的有益效果为,该围框纸盒成型的贴胶带机构,结构布局合理,可以直接采用普通的胶带(如透明胶带),无需额外加热,节省生产成本,且可以直接在立起状态的长条纸板的短边处贴胶带,以便在围合成型之前完成贴胶带,节省围合成型的工序和时间,效率更高,更实用。因此,本实用新型与现有技术相比具有实质性特点和进步。
附图说明
14.下面结合附图描述本实用新型的实施方式及实施例的有关细节及工作原理。
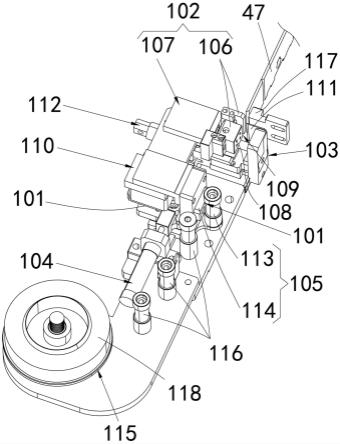
15.图1为本实用新型中围框纸盒成型的贴胶带机构的结构示意图。
16.图2为本实用新型中围框纸盒成型的贴胶带机构与将长条纸板吸住翻转立起的结构配合的结构示意,其中被翻转立起的长条纸板还可以进行升降调整位置。
17.图中:51、吸料气嘴;52、翻转轴;54、升降支架;100、扯带座;101、夹带装置;102、贴带装置;103、断带装置;104、纵移传动装置;105、夹带部件;106、贴带部件;107、第一横移驱动部件;108、吸带区;109、刀槽;110、夹带驱动部件;111、切刀;112、第二横移驱动部件;113、第一夹带件;114、第二夹带件;115、胶带放卷部件;116、过带部件;117、贴带垫纸部件;118、胶带卷。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本实用新型实施方式的一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.参见附图,本实施方式的实施例中围框纸盒成型的贴胶带机构,包括有扯带座100、夹带装置101、贴带装置102和断带装置103。
20.其中,扯带座100与纵移传动装置104连接,由纵移传动装置104带动扯带座100进行纵向移动,可以额外配置纵向轨道供扯带座100纵向移动,更稳定,纵移传动装置104可以采用气缸或电机等作为动力。
21.其中,夹带装置101和贴带装置102连接在扯带座100上,夹带装置101以及贴带装置102将随扯带座100一并进行纵向移动。
22.其中,夹带装置101包括有夹带部件105,夹带装置101用于配合夹住和释放胶带,夹住胶带时随扯带座100纵向移动时配合将胶带扯出供料,纵向回退时可释放胶带。夹带装置101由夹带部件105配合接触夹住胶带。
23.其中,贴带装置102包括有贴带部件106和第一横移驱动部件107,贴带部件106与第一横移驱动部件107传动连接,由第一横移驱动部件107带动贴带部件106进行横向移动,也可以额外配置横向滑轨供贴带部件106横向移动,第一横移驱动部件107可以采用个气缸或电机等作为动力。其中,贴带部件106上设有吸带区108,由吸带区108配合吸附和释放胶带,贴带部件106上还设有刀槽109,刀槽109供切刀111切入配合切断胶带。
24.其中,断带装置103包括切刀111,切刀111配置在贴带部件106的后方,刀槽109配置在切刀111的前侧。
25.围框纸盒成型的贴胶带机构工作原理,将胶带扯出依次放置在夹带装置101和贴带装置102中,胶带的端部由贴带部件106的吸带区108将胶带背部吸住,胶带的胶面朝后,当长条纸板47处于立起状态下,将在长条纸板47的短边贴上胶带,以便后续长条纸板47围合成围框时在连接处由胶带胶粘连接;夹带装置101夹住胶带,胶带的端部被吸在贴带部件106的吸带区108上,扯带座100纵向移动(朝长条纸板移),将胶带扯出,使胶带的端部位于长条纸板47的前侧,胶带的胶面朝向长条纸板47的短边,贴带部件106朝后横向移动,将胶
带的端部贴在长条纸板47上,夹带装置101以及贴带部件106的吸带区108释放胶带,夹带装置101、贴带部件106以及扯带座100回退回位,切刀111相对配合进入刀槽109内将胶带切断,使得贴在长条纸板47上的那部分胶带分离,并且贴在长条纸板47上的胶带有一部分超出长条短边边缘用于围合时连接长条纸板另一端的边缘,之后切刀111与刀槽109分开回位,等待下次运行。
26.该围框纸盒成型的贴胶带机构,结构布局合理,可以直接采用普通的胶带(如透明胶带),无需额外加热,节省生产成本,且可以直接在立起状态的长条纸板47的短边处贴胶带,以便在围合成型之前完成贴胶带,节省围合成型的工序和时间,效率更高,更实用。
27.分别在以上实施例的基础上还可以进行以下优化或进一步说明。
28.比如,断带装置103还包括有第二横移驱动部件112,切刀111与第二横移驱动部件112传动连接。由第二横移驱动部件112带动切刀111进行横向移动,配合刀槽109相对运行使切刀111进入到刀槽109内,配合切断胶带。第二横移部件可以采用气缸或电机等作为动力。
29.其中,夹带部件105包括有第一夹带件113和第二夹带件114,第一夹带件113与第二夹带件114配合相对设置,第一夹带件113和/或第二夹带件114与夹带驱动部件110传动连接。第一夹带件113与第二夹带件114配合夹住和释放胶带。由夹带驱动部件110带动第一夹带件113和/或第二夹带件114动作配合相互合拢夹住和相互分开释放,夹带驱动部件110可以采用气缸或电机等作为动力。第一夹带件113和第二夹带件114均可以采用压块、轮、杆等结构;例如图中,第一夹带件113采用固定轮,第二夹带件114采用活动压块,活动压块位于固定轮的前侧,活动压块与夹带驱动部件110传动连接,活动压块压向固定轮配合夹住。
30.其中,吸带区108采用静电吸带区108或吸气吸带区108,吸带区108可以采用静电吸附和吸气吸附的方式吸住胶带,以及相应断开的方式释放胶带;吸带区108位于刀槽109的纵向回退侧,即刀槽109处于近纵向朝长条纸板47伸出的方便。图中,吸带区108采用吸气的方式,在吸带区108设置气孔,气孔负压状态吸气吸住胶带,气孔解除负压状态释放胶带。
31.另外,该围框纸盒成型的贴胶带机构还包括有胶带放卷部件115,用于胶带放置,比如胶带放卷部件115采用放卷盘或放卷轴等,供胶带卷118;胶带放卷部件115与扯带座100之间设有过带部件116,过带部件116如过带轮或过带轴等,以便胶带被扯出绕设布置。将过带部件116、夹带部件105等表面防粘处理,如喷铁氟龙或凹凸设置等,避免胶带粘贴在上面无法分离;采用普通胶带(如透明胶带),一般不易造成无法分离的情况。
32.为了使贴胶带更牢固,该围框纸盒成型的贴胶带机构还额外包括有贴带垫纸部件117,贴带垫纸部件117与贴带部件106配合夹压,夹压胶带与长条纸板47,通过夹住施压,将胶带与长条纸板47粘接更牢固。其中贴带垫纸部件117一般采用垫块,垫在立起的长条纸板47的后侧,贴带垫纸部件117可以仅垫在长条纸板47短边处。
33.以上所述为本实用新型的优选实施方式,应当指出,本实用新型的保护范围并不局限于此。对本技术领域的技术人员来说,在不脱离本实用新型揭露的技术范围的同等发明构思的前提下,还可做出若干改进和润饰或等同替换,也视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1