一种方底阀口袋边缘压边机构的制作方法
1.本实用新型涉及方底阀口袋加工设备领域,具体涉及一种方底阀口袋边缘压边机构。
背景技术:
2.现在的方底阀口袋两端张开后需要通过压边机构对袋体两端开口处进行按压平整,这样便于后续热封条与无纺布的热粘合,当方底阀口袋通过张开机构张口与压平机构压平后,最后通过压边机构(即为压边条对袋体的两端进行按压),现在袋体两端的袋口张开后,通过压边机构直接进行按压,这样袋体张开处存在褶皱或者袋口没有向两侧完全展开,这样在无纺布粘贴的时候,这样无纺布没有粘贴到位(当袋体张开区域没有完全平整的时候,当无纺布贴在袋体上的时候,袋体与无纺布之间存在缝隙,这样在装粉剂的时候会产生粉剂溢出的情况)。
技术实现要素:
3.针对上述现有技术的不足,本实用新型提出了一种方底阀口袋边缘压边机构,通过压边机构实现将袋体完全张开,这样便于后续无纺布粘贴在袋体上,保证无纺布与袋体完全贴合,不会产生漏灰的情况。
4.为实现上述目的,本实用新型的方案:一种方底阀口袋边缘压边机构,包括平台、输送机构、压条与袋体边缘平整机构,其中方底阀口袋并排的放置在平台上,在平台上设置有对方底阀口袋进行输送的输送机构,在输送机构的两侧分别设置有压条,袋体通过压条与平台进行贴合,压条对袋体张开的区域进行限位,在每道压条的上方设置有袋体边缘平整机构,通过袋体边缘平整机构将袋体完全展开;袋体边缘平整机构包括升降组件、摆动组件与按压组件,其中升降组件底部设有两个向外摆动的摆动组件,在每个摆动组件的底部设置有按压组件,在两个摆动组件上设置有回位组件,当升降组件上升的时候,摆动组件自动回位,按压组件即为通过电机驱动的滚轮且滚轮的滚动方向与袋体输送的方向一致位于内侧的滚轮位于输送机构的上方,当滚轮下移的时候与输送机构贴合。
5.优选地,升降组件通过龙门架固定在平台的上方,升降组件即为升降气缸且升降气缸的缸体安装在龙门架上,在升降组件的底部设置有安装块,在安装块的底部设置有铰接有两根摆动杆且两根摆动杆形成八字形,在安装块的底部设置有通孔且通孔位于两根摆动杆之间,通孔与摆动杆之间设置有回位组件,回位组件包括升降杆、回位弹簧与拉杆,其中升降杆伸入到通孔,在升降杆上套有回位弹簧且回位弹簧将升降杆向上牵引,在升降杆的底部铰接有两根拉杆且每根拉杆的另外一端与摆动杆中段进行铰接且拉杆与摆动杆的铰接点低于拉杆与升降杆的铰接点。
6.优选地,在摆动杆的底端通过轴承安装有滚轮且滚轮通过电机进行驱动,滚轮线速度与输送机构的输送速度一致,在滚轮外壁上套有防滑橡胶。
7.与现有技术相比,本实用新型的优点在于:通过压边机构实现将袋体完全张开,这
样便于后续无纺布粘贴在袋体上,保证无纺布与袋体完全贴合,不会产生漏灰的情况。
附图说明
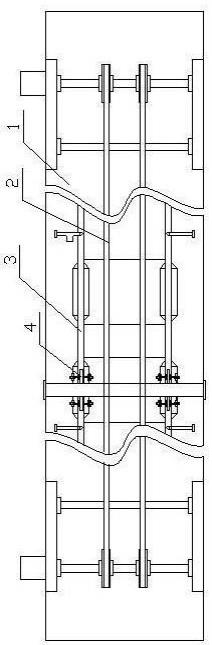
8.图1为本实用新型的主视图。
9.图2为本实用新型的左视图。
10.图3为本实用新型袋体边缘平整机构的示意图。
11.其中,1、平台,2、输送机构,3、压条,4、袋体边缘平整机构,4.1、升降组件,4.2、升降气缸,4.3、安装块,4.4、摆动组件,4.5、摆动杆,4.6、通孔,4.7、按压组件,4.8、滚轮,4.9、防滑橡胶,4.10、回位组件,4.11、升降杆,4.12、回位弹簧,4.13、拉杆。
具体实施方式
12.现结合附图,对本实用新型进一步的阐述。
13.如图1-3所述,一种方底阀口袋边缘压边机构,包括平台1、输送机构2、压条3与袋体边缘平整机构4,其中方底阀口袋并排的放置在平台1上(平台1顶面为光滑的平面且平台1的顶部放置有多个纵向并排设置的方底阀口袋),在平台1上设置有对方底阀口袋进行输送的输送机构2(输送机构2即为两根横向并排设置的输送带,每根输送带套在两个左右设置的辊筒上,每个辊筒通过轴承固定在平台1上,每个辊筒通过电机进行驱动,输送带的底部将袋体按压在平台1上,通过输送带的移动实现袋体的输送),在输送机构2的前后两侧分别设置有压条3(在每根压条3的顶部通过焊接的方式固定有悬挂杆且悬挂杆通过支架固定在平台1前后两侧壁上,压条3将袋体折边后进行按压,放置袋体折边后回位),袋体通过压条3与平台1进行贴合,压条3对袋体张开的区域进行限位,在每道压条3的上方设置有袋体边缘平整机构4,通过袋体边缘平整机构4将袋体完全展开,在平台1上方通过螺栓紧固的方式固定有龙门架,袋体边缘平整机构4设置在龙门架上;袋体边缘平整机构4包括升降组件4.1、摆动组件4.4与按压组件4.7,升降组件4.1顶部通过螺栓固定在龙门架上,其中升降组件4.1底部设有两个向外摆动的摆动组件4.4,在每个摆动组件4.4的底部设置有按压组件4.7,在两个摆动组件4.4上设置有回位组件4.10,当升降组件4.1上升的时候,摆动组件4.4自动回位,按压组件4.7即为通过电机驱动的滚轮4.8且滚轮4.8的滚动方向与袋体输送的方向一致位于内侧的滚轮4.8位于输送机构2的上方,当滚轮4.8下移的时候与输送机构2贴合,在摆动杆4.5的底端通过轴承安装有滚轮4.8且滚轮4.8通过电机进行驱动,滚轮4.8线速度与输送机构2的输送速度一致,在滚轮4.8外壁上套有防滑橡胶4.9(增加袋体与滚轮4.8的摩擦力,这样便于将袋口平展开来);当方底阀口袋袋口张开后,在进行与无纺布粘贴的时候需要保证袋口张开处平整,袋口张开的时候,先通过压条3进行折边后的袋体进行按压,然后升降组件4.1向下移动,摆动组件4.4底部的滚轮4.8按压在张开袋口的边缘上,升降组件4.1继续下压,通过摆动组件4.4向两侧摆动将袋口完全展开平整,这样不会存在褶皱,由于滚轮4.8同样进行转动且滚轮4.8的线速度与输送机构2的输送速度一致,这样在将袋口展开的同时也不影响输送。
14.升降组件4.1通过龙门架固定在平台1的上方,升降组件4.1即为升降气缸4.2且升降气缸4.2的缸体通过螺栓紧固的方式安装在龙门架上,在升降组件4.1的底部通过焊接的方式有安装块4.3(安装块4.3通过焊接的方式固定在升降气缸4.2的活塞杆上),在安装块
4.3的底部铰接有两根摆动杆4.5且两根摆动杆4.5形成八字形(两个摆动杆4.5纵向设置,摆动杆4.5即为摆动组件4.4),在安装块4.3的底部开设有通孔4.6且通孔4.6位于两根摆动杆4.5之间,通孔4.6与摆动杆4.5之间设置有回位组件4.10,当升降组件4.1下降的时候,摆动杆4.5的底部抵在平台1上,两根摆动杆4.5的底部向两侧张开,这样实现袋体完全展开,回位组件4.10包括升降杆4.11、回位弹簧4.12与拉杆4.13,其中升降杆4.11伸入到通孔4.6,在升降杆4.11上套有回位弹簧4.12且回位弹簧4.12将升降杆4.11向上牵引(回位弹簧4.12底部与升降杆4.11进行焊接,回位弹簧4.12的顶部与安装座底部进行焊接,),在升降杆4.11的底部铰接有两根拉杆4.13且每根拉杆4.13的另外一端与摆动杆4.5中段进行铰接且拉杆4.13与摆动杆4.5的铰接点低于拉杆4.13与升降杆4.11的铰接点,当摆动杆4.5底部向外张开的时候,升降杆4.11下降,当升降组件4.1上升的时候,摆动杆4.5底部不受力,这样升降杆4.11在弹簧的作用下上升,这样升降杆4.11通过拉杆4.13将摆动杆4.5向中间拉紧,这样摆动杆4.5慢慢的靠拢,即为蛋袋体位于摆动杆4.5下方的时候,升降组件4.1向下移动,摆动杆4.5底部张开实现将袋口完全平展开来,当摆动杆4.5位于两个袋体之间间隔局域的时候,升降组件4.1快速上升,这样摆动杆4.5向中间靠拢,这样便于对下一个袋体的袋口展开。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1