一种具有自动进筒和出筒功能的圈条器的制作方法
【】本技术属于纺织机械,涉及梳棉机圈条器的改进,尤其涉及一种圈条器直线式自动进筒装置。
背景技术
0、
背景技术:
1、传统的环锭纺纺纱流程由清花机、梳棉机(圈条器)、并条(或有多道并条)、粗纱机和细纱机组成;气流纺和涡流纺的纺纱流程由清花机、梳棉机、圈条器、并条、气流纺纱机(或涡流纺纱机)组成。
2、在上述各纺织流程中,圈条器都具有起承上启下的功能,它由导棉轮、小压辊装置、圈条装置、换筒装置、切条装置等组成。梳棉机棉条通过导棉轮,经小压辊转移至圈条装置,圈条装置将棉条有规律的均匀圈放在棉条筒内,当棉条生产长度达到设定值后,换筒装置将满筒移出,空筒移入。作用是将散乱的纤维有序地圈放在条筒中,进行储存及物流输送到下游工序的,供后道并条或气流纺纱机使用。其中梳棉机生产的条子称为生条,并条出来的条子是熟条,一般来说,只有并条后的熟条才能供粗纱机或气流纺纱机用。
3、现在广泛使用的圈条器有很多种,根据筒径大小可分为φ400mm、φ450mm、φ500mm、φ550mm、φ600mm、φ900mm、φ1000mm、φ1200mm等的圈条器;根据换筒方式则分为人工换筒和自动换筒的圈条器,根据换筒形式则分为旋转换筒和直线换筒等多种圈条器机型。
4、在现有的圈条器使用场景中,圈条器后道是并条机,且一般圈条器的直径较大,一般直径都大于φ600mm,所能容纳的纤维量也较大,每筒容纳生条长度在4000米到10000米不等,纤维重量在25-80公斤左右,换筒频次在20分-60分钟。为了提高生产效率,降低人工,客户多选择大条筒的圈条器,这样可以,减少换筒次数,减少人为的生条断头,同时也提高质量。
5、随着纺纱技术的进步,新技术、新材料、新工艺的不断应用,特别是新型梳理元件的使用,主机出条速度和产量不断提高,梳棉机已实现了高质高产(出条速度达到(200-350米/分),在部分场景下(特别是气流纺等),梳棉机所生产的生条,无论是条干、含杂率、短绒率等各项指标,已能直接达到气流纺纱机使用的要求,也就是说,圈条器里的生条的质量已达到熟条的要求,无需经过并条机处理,可以直接供气流纺使用。但由于气流纺纱机受产量及场地的限制,一般使用的条筒较小,筒直径在φ400mm-φ500mm不等,小条筒的容纳量小,每筒的生产时间也短,一般4-6分钟/筒,换筒的频率加大。目前,市面上的圈条器无论何种形式,都没有自动进筒输送装置和自动出筒输出装置。现有直线自动换筒圈条器如图1、图2所示,在圈条器进筒和出筒都是人工操作,操作人员从上筒导板11上将备用筒推到空筒工位16上,当圈条工位17上的圈条筒绕满棉条后即成满筒,满筒由运筒机构13带动载有备用筒的小车板上的推筒导轮15将满筒推移到出筒工位18上,同时将备用筒推动到圈条工位17上,由限位导轮14对备用筒进行限位,当满筒被同步推移到出筒工位18上后,由人工从出筒工位18将满筒从出筒滑板12拉出,周而复始,如此循环。
6、这种圈条器的缺陷是:由于进筒和出筒工作全部由人工完成,在高速圈条的生产条件下,增加了人工换筒的次数,操作人员的劳动量大增。在劳动力成本不断增高的条件下,如何减少用工量,降低操作者的劳动强度是纺织企业降本增效的关键路径之一,为此,申请人实用新型了一种具有直线自动进筒和出筒功能的圈条器。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的是提供一种具有自动进筒和出筒功能的圈条器,它能一次性放置多个备用筒,每个班次所用的备用筒只要人工投放一次,圈条器开机后就能自动进行进筒和出筒,解决了圈条器频繁人工上筒和出筒造成的生产效率低、工人劳动强度大的缺陷。
2、本实用新型的目的是通过以下技术方案实现的:
3、一种具有自动进筒和出筒功能的圈条器,包括圈条器本体,其特征是:在圈条器本体对应于上筒导板处设有进筒轨道,在出筒滑板处设有出筒轨道,在进筒轨道与圈条器本体连接处一侧设有单向拨筒装置,所述进筒轨道和出筒轨道均为滚动式输送轨道,所述进筒轨道包括左侧边、右侧边、若干个移筒滚动体和支撑脚,所有移筒滚动体均设置在左侧边和右侧边之间,在左侧边、右侧边和移筒滚动体的连接体的外端下方设有支撑脚,进筒轨道的连接端与圈条器本体固定连接,支撑脚的高度能使进筒轨道整体呈现外高内低的斜置状态,便于备用筒能自动滑动进入空筒工位;所述出筒轨道的结构与进筒轨道相同,出筒轨道整体呈现外低内高的斜置状态,便于满筒能自动滑出;所述单向拨筒装置为三杆转动式结构,与现有的单向转动式单人放行转动装置相同。
4、进一步,在左侧边、右侧边之间间隔安装有一排移筒滚动体,移筒滚动体的宽度与左侧边、右侧边的间距宽度相对应。
5、进一步,在左侧边、右侧边之间间隔安装有二排移筒滚动体,二排移筒滚动体之和的宽度与左侧边、右侧边的间距宽度相对应。
6、进一步,所述移筒滚动体包括底板和滚球,在底板上均匀地分布有滚球。
7、进一步,单向拨筒装置包括电机、转盘、拨动杆和机箱,电机驱动转盘,拨动杆沿周向等份地固定安装在转盘上,电机固定在机箱上。
8、更进一步,单向拨筒装置还包括变速箱,电机驱动变速箱的输入轴连接,转盘与变速箱的输出轴相连接。
9、更进一步,单向拨筒装置还包括光电开关,电机由光电开关控制。
10、更进一步,所述转盘与水平面之间的夹角为0~60度,拨动杆沿周向固定安装在转盘上,变速箱固定在机箱上,转盘可转动地安装在机箱上。
11、由于将圈条器本体的上筒导板改进成进筒轨道,将出筒滑板改进成出筒轨道,在进筒轨道与圈条器本体连接处一侧设有单向拨筒装置,所述进筒轨道和出筒轨道均为滚动式输送轨道,进筒轨道整体呈现外高内低的斜置状态,便于备用筒能自动滑动进入空筒工位;出筒轨道整体呈现外低内高的斜置状态,便于满筒从出筒工位自动滑出;所述单向拨筒装置为三杆转动式结构,与高铁、机场等场所用的单向转动式单人放行转动装置相同。在进筒轨道放满备用筒,当需要换筒时单向拨筒装置则会单向转动三根拨杆,从而将进筒轨道上最靠近拨杆的备用筒推向空筒工位,实现备用筒的自动进行空筒工位,当圈条工位上圈条筒绕满后,则由圈条器的运筒机构将圈条筒从圈条工位向出筒工位推移,实现备用筒的自动补给,圈条筒的移出后,满筒能自动沿出筒轨道滑出,使得圈条器的进筒和出筒实现自动化,有效的解决了现有技术中存在的问题。
技术特征:
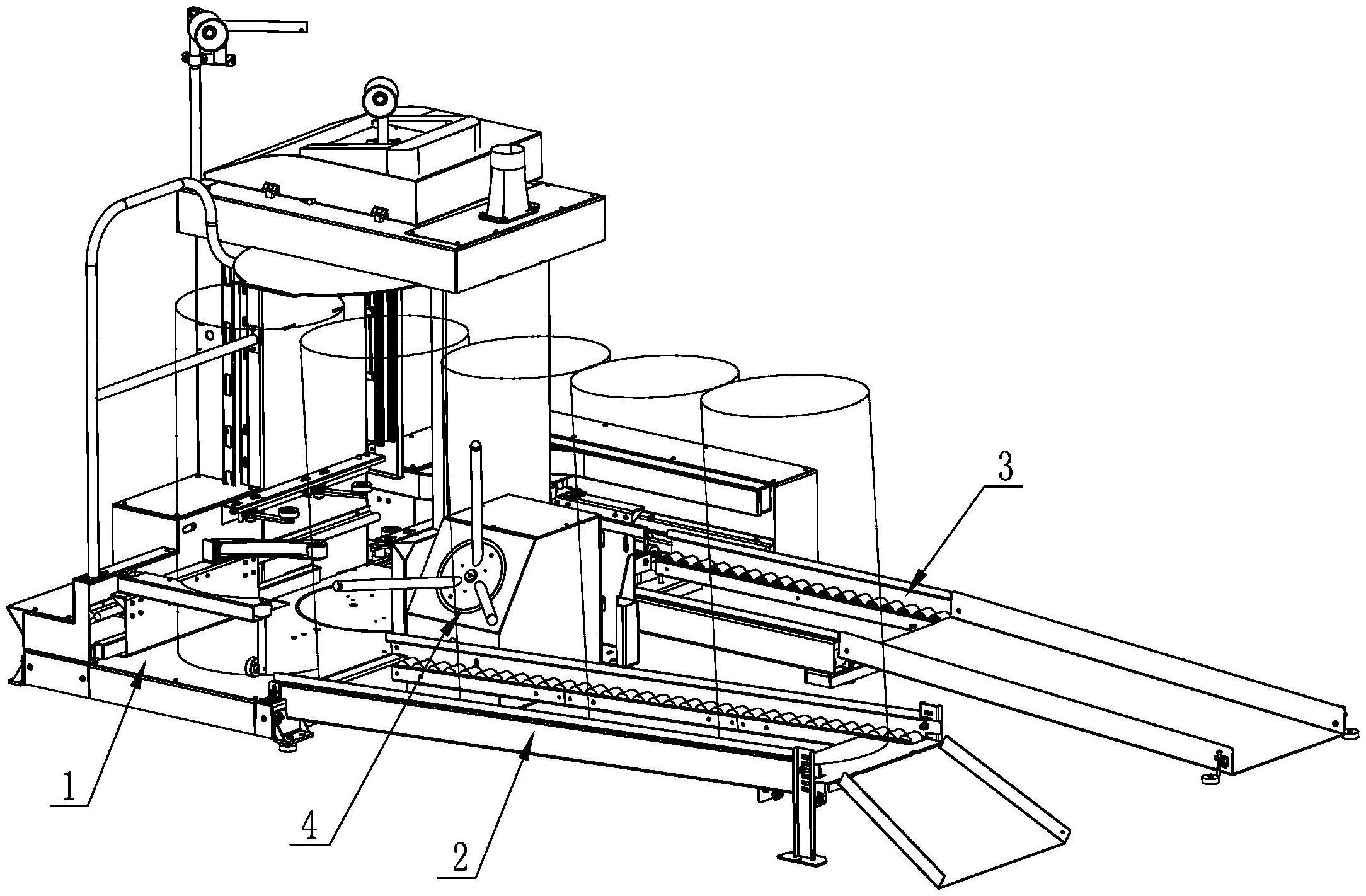
1.一种具有自动进筒和出筒功能的圈条器,包括圈条器本体(1),其特征是:在圈条器本体(1)对应于上筒导板(11)处设有进筒轨道(2),在出筒滑板(12)处设有出筒轨道(3),在进筒轨道(2)与圈条器本体(1)连接处一侧设有单向拨筒装置(4),所述进筒轨道(2)和出筒轨道(3)均为滚动式输送轨道,所述进筒轨道(2)包括左侧边(21)、右侧边(22)、若干个移筒滚动体(23)和支撑脚(24),所有移筒滚动体(23)均设置在左侧边(21)和右侧边(22)之间,在左侧边(21)、右侧边(22)和移筒滚动体(23)的连接体的外端下方设有支撑脚(24),进筒轨道(2)的连接端(26)与圈条器本体(1)固定连接,支撑脚(24)的高度能使进筒轨道(2)整体呈现外高内低的斜置状态,便于备用筒能自动滑动进入空筒工位(16);所述出筒轨道(3)的结构与进筒轨道(2)相同,出筒轨道(3)整体呈现外低内高的斜置状态,便于满筒能自动滑出;所述单向拨筒装置(4)为三杆转动式结构,与现有的单向转动式单人放行转动装置相同。
2.根据权利要求1所述的具有自动进筒和出筒功能的圈条器,其特征是:在左侧边(21)、右侧边(22)之间间隔安装有一排移筒滚动体(23),移筒滚动体(23)的宽度与左侧边(21)、右侧边(22)的间距宽度相对应。
3.根据权利要求1所述的具有自动进筒和出筒功能的圈条器,其特征是:在左侧边(21)、右侧边(22)之间间隔安装有二排移筒滚动体(23),二排移筒滚动体(23)之和的宽度与左侧边(21)、右侧边(22)的间距宽度相对应。
4.根据权利要求1所述的具有自动进筒和出筒功能的圈条器,其特征是:所述移筒滚动体(23)包括底板和滚球,在底板上均匀地分布有滚球。
5.根据权利要求1所述的具有自动进筒和出筒功能的圈条器,其特征是:单向拨筒装置(4)包括电机(41)、转盘(42)、拨动杆(43)和机箱(44),电机(41)驱动转盘(42),拨动杆(43)沿周向等份地固定安装在转盘(42)上,电机(41)固定在机箱(44)上。
6.根据权利要求5所述的具有自动进筒和出筒功能的圈条器,其特征是:单向拨筒装置(4)还包括变速箱(45),电机(41)驱动变速箱(45)的输入轴连接,转盘(42)与变速箱(45)的输出轴相连接。
7.根据权利要求5或6所述的具有自动进筒和出筒功能的圈条器,其特征是:单向拨筒装置(4)还包括光电开关(46),电机(41)由光电开关(46)控制。
8.根据权利要求5所述的具有自动进筒和出筒功能的圈条器,其特征是:所述转盘(42)与水平面之间的夹角为0~60度,拨动杆(43)沿周向固定安装在转盘(42)上,变速箱(45)固定在机箱(44)上,转盘(42)可转动地安装在机箱(44)上。
技术总结
一种具有自动进筒和出筒功能的圈条器,属于纺织机械,在圈条器本体对应于上筒导板处设有进筒轨道,在出筒滑板处设有出筒轨道,在进筒轨道与圈条器本体连接处一侧设有单向拨筒装置,进筒轨道整体呈现外高内低的斜置状态,便于备用筒能自动滑动进入空筒工位;所述出筒轨道的结构与进筒轨道相同,出筒轨道整体呈现外低内高的斜置状态,便于满筒能自动滑出;所述单向拨筒装置为三杆转动式结构,与高铁、机场等场所用的单向转动式单人放行转动装置相同。它能一次性放置多个备用筒,每个班次所用的备用筒只要人工投放一次,圈条器开机后就能自动进行进筒和出筒,解决了圈条器频繁人工上筒和出筒造成的生产效率低、工人劳动强度大的缺陷。
技术研发人员:朱中华,王春平,王刚
受保护的技术使用者:卓郎(常州)纺织机械有限公司
技术研发日:20221209
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!