制造纱线的方法和以该方式获得的纱线与流程
制造纱线的方法和以该方式获得的纱线
1.相关申请的交叉引证
2.本技术要求了于
2021
年4月
23
日提交的美国临时申请第
63/178,979
号的权益,其全部内容通过引证并入本文
。
3.本发明公开于权利要求中并且涉及纱线以及用于制造该纱线的方法
。
4.本发明具体涉及通过熔融纺丝方法获得的纱线
。
该纱线可以包括基于聚合物的长丝,例如聚对苯二甲酸乙二醇酯
(pet)、
聚酰胺
(
例如
pa-6)、
聚对苯二甲酸丙二醇酯
(ptt)
或聚丙烯
(pp)
的长丝
。
包括不同聚合物的长丝可以组合成单根纱线
。
这些长丝可以是单组分
、
双组分或多组分的,可以包括聚合物共混物或混合物,例如通过在挤出机中混合多种聚合物或通过预配混来实现
。
这些长丝可以具有圆形
、
椭圆形
、
多叶形或任何其他形状的截面
。
5.在多色纱线的生产中,通常在熔融纺丝工艺中生产多根不同染色和
/
或可染色的单股线并收集这些单股线,以便形成复合线
。
例如从
wo 2006/081844
中已知用于生产这种类型的多色地毯纱线的通用方法以及通用熔融纺丝装置
。
6.在
wo
‘
844
中,单股线在卷曲之前交织多次
。
本文所谓的预交织发生在单股线的牵伸之前
。
后交织发生在牵伸之后和卷曲之前,其中,后交织喷嘴可以相互分离的方式控制,以便分别交织单股线
。
由此,在复合线中的不同颜色效果使得能够在复合线中实施混合颜色或多色效果
。
7.为了满足快速变化的时尚趋势以及由此地毯纱线设定的不断变化的要求,实际上期望能够在熔融纺丝工艺中生产具有高柔性的这种类型的复合线
。
8.在例如
ep 0861931 a1
中描述了用于由多个单股线产生复合线的方法,其中,单股线在卷曲化之前和之后直接交织
。
然而,已经卷曲化的单股线的后交织具有以下基本缺点:由于单独长丝的卷曲化结构,仅可能有限地混合长丝
。
此外,卷曲化之后的单股线通常通过冷却介质冷却,使得单股线的单独长丝以相对刚性的方式表现,并且由此在后交织中仅能够通过压力的增加输入来混合
。
9.us 2020/0115824 a1
公开了在多色地毯纱线的生产中,已知在熔融纺丝工艺中生产多根不同染色的长丝
。
收集这些长丝以形成复合纱线
。
通过借助于从喷嘴输送的流体处理这些长丝而能够在纱线中获得不同的颜色效果
。us’824
的纱线具有均匀的物理特性和质量
。
10.本发明首先旨在提供一种制造纱线的替代方法,其中根据优选实施方式,可以解决现有技术的纱线或方法的一个或多个问题
。
具体地,本发明试图提供一种沿着纱线长度具有波动特性的纱线
。
11.在本发明的实际实施方式中,可以使用
us 2018/0216259 a1
或
us 2020/0115824 a1
的装置,两者都通过引证并入本文
。
12.本发明的第一独立方面旨在提供一种用于制造纱线的方法,其中,该纱线包括多根连续长丝,该方法至少包括以下步骤:
[0013]-纺丝多根连续长丝的步骤;以及
[0014]-借助于由两个或更多个喷嘴供应的加压流体处理多根连续长丝的步骤,
[0015]
其特征是喷嘴中的一个或多个喷嘴以变化的压力和
/
或速率和
/
或温度输送流体
。
[0016]
本发明可以具有优于已知方法的一个或多个优点,可以在例如预交织
、
后交织或卷曲的一个或多个处理阶段中对多根连续长丝进行单独处理
。
该多根连续长丝可以单独地或结合地处理,从而实现新颖的并且特别是能够沿着纱线的长度获得的变化的颜色
、
变化的结构和
/
或其他变化的特性
。
[0017]
优选地,纺丝多根连续长丝的步骤涉及熔融纺丝多根连续长丝
。
[0018]
根据另外的或另一个实施方式,一个或多个喷嘴以变化的速率输送流体
。
优选地,喷嘴间歇地输送流体,由此使得一个或多个喷嘴以变化的速率输送流体
。
由于间歇的流体输送,能够沿着纱线的长度获得变化的特性,特别是间歇地激活流体输送会产生分离或主导效果,而间歇地停止流体输送会产生静音或混合效果
。
[0019]
根据另外的或另一实施方式,一个或多个喷嘴以变化的压力输送流体
。
变化的压力可以允许沿着纱线长度形成更复杂的图案
。
[0020]
根据一些实施方式,另外地或可替代地,变化的压力包括在
0.0
至
1.0mpa
之间
(
在0至
10
巴之间
)
,更优选地在
0.0
至
0.8mpa
之间
(
在0至8巴之间
)
,甚至更优选在
0.0
至
0.6mpa
之间
(
在0至6巴之间
)。
[0021]
根据一些实施方式,另外地或可替代地,变化的压力包括在
0.00
至
68.95kpa
之间
(
在0至
10
磅
/
平方英寸之间
)
,更优选地在
0.00
至
55.16kpa
之间
(
在0至8磅
/
平方英寸之间
)
,甚至更优选地在
0.00
至
41.37kpa
之间
(
在0至6磅
/
平方英寸之间
)。
[0022]
根据另外的或另一实施方式,一个或多个喷嘴以变化的温度输送流体
。
[0023]
在一些实施方式中,一个或多个喷嘴被控制成以变化的压力和
/
或速率和
/
或温度输送流体
。
[0024]
优选地,一个或多个喷嘴是通过计算机程序来控制的
。
该计算机程序可以包括一个或多个软件组件,诸如,例如计算机可读介质,该计算机可读介质包括计算机可执行指令以用于执行与以上提到的实施方式相关联的方法
。
计算机程序可以加载到计算装置上
。
如本文所使用的,“计算装置”或“计算机”可以包括多个计算机
。
计算装置可以包括一个或多个硬件组件,例如处理器
、
随机存取存储器
(ram)
模块
、
只读存储器
(rom)
模块
、
存储装置
、
数据库
、
一个或多个输入
/
输出
(i/o)
装置
、
接口或它们的组合
。
以上所列的所有硬件组件可能不是实践本文所描述的方法所必需的
。
处理器可以配置成执行指令并处理数据以执行与制造纱线相关联的一个或多个功能,特别是用于执行与以上提到的实施方式相关联的方法
。
处理器可以通信地联接到
ram、rom、
存储装置
、
数据库
、i/o
装置
、
接口或它们的组合
。
计算机程序指令可以加载到
ram
中以用于由处理器执行
。
数据库可以包括一个或多个软件和
/
或硬件组件,其协作以存储
、
组织
、
分类
、
过滤和
/
或排列由计算机和
/
或处理器使用的数据
。
例如,该数据库可以存储计算机可读指令,这些指令使处理器调整由一个或多个喷嘴输送的加压流体的压力和
/
或速率和
/
或温度
。
[0025]
更优选地,计算机程序用于控制一个或多个喷嘴以根据具有预设顺序的不同的压力
、
速率和
/
或温度输送流体
。
由此,具有按预设顺序的不同压力可以包括在
0.0
至
1.0mpa
之间
(
在0至
10
巴之间
)
,更优选地在
0.0
至
0.8mpa
之间
(
在0至8巴之间
)
,甚至更优选地在
0.0
至
0.6mpa
之间
(
在0至6巴之间
)
,由此,该具有预设顺序的不同压力可以包括在
0.00
至
68.95kpa
之间
(
在0至
10
磅
/
平方英寸之间
)
,更优选地在
0.00
至
55.16kpa
之间
(
在0至8磅
/
平
方英寸之间
)
,甚至更优选地在
0.00
至
41.37kpa
之间
(
在0至6磅
/
平方英寸之间
)
,由此,具有预设顺序的不同速率可以包括间歇性开
/
关顺序,和
/
或由此,可以控制具有预设顺序的不同温度
。
[0026]
根据另外的或另一实施方式,计算机程序用于控制一个或多个喷嘴以根据具有随机顺序的不同的压力
、
速率和
/
或温度输送流体
。
类似地,由此,具有随机顺序的不同压力可以包括在
0.0
至
1.0mpa
之间
(
在0至
10
巴之间
)
,更优选在
0.0
至
0.8mpa
之间
(
在0至8巴之间
)
,甚至更优选地在
0.0
至
0.6mpa
之间
(
在0至6巴之间
)
,由此,具有随机顺序的不同压力可以包括在
0.00
至
68.95kpa
之间
(
在0至
10
磅
/
平方英寸之间
)
,更优选地在
0.00
至
55.16kpa
之间
(
在0至8磅
/
平方英寸之间
)
,甚至更优选地在
0.00
至
41.37kpa
之间
(
在0至6磅
/
平方英寸之间
)
,由此,具有随机顺序的不同速率可以包括间歇性开
/
关顺序,和
/
或由此,可以控制具有随机顺序的不同温度
。
[0027]
根据另外的或另一实施方式,一个或多个喷嘴彼此独立地以变化的压力和
/
或速率和
/
或温度输送流体,每个喷嘴优选地根据前述实施方式中任一个者设置
。
[0028]
在一些实施方式中,多根连续长丝包括具有不同颜色和
/
或不同染色性的长丝
。
[0029]
根据另外的或另一实施方式,方法还包括对多根连续长丝进行交织的交织步骤
。
更具体地,交织步骤可以包括预交织和后交织的子步骤
。
在一些实施方式中,方法还包括牵伸步骤和
/
或卷曲步骤
。
[0030]
根据另外的或另一实施方式,处理多根连续长丝的步骤在对多根连续长丝进行交织的步骤之前和
/
或之后执行
。
在一些情况下,可以控制交织步骤
(
特别是预交织步骤和
/
或后交织步骤
)
的一个或多个喷嘴以变化的压力和
/
或速率和
/
或温度输送流体
。
在根据本发明的方法中,可以通过使用旋转交织喷嘴或通过静态交织喷嘴来执行交织步骤,特别是预交织步骤和
/
或后交织步骤
。
长丝的更密集的交织可以特别地通过使用旋转交织喷嘴来实现
。
[0031]
在一些实施方式中,处理多根连续长丝的步骤之前是捆扎多根长丝的步骤,其中,执行交织步骤以对多个丝束进行交织
。
[0032]
甚至更优选地,这些丝束中的每个丝束仅由相同颜色的长丝组成
。
[0033]
根据另外的或另一实施方式,流体是加压空气
。
在一些实施方式中,加压空气具有变化的温度
。
优选地,加压空气具有恒定温度
。
[0034]
根据一些实施方式,本发明的流体可以是加压蒸汽,其可以具有变化的压力
、
速率和
/
或温度,并且其相对湿度
(rh
%
)
也可以变化
。
[0035]
根据本发明的一些实施方式,纱线可以包括基于聚合物的长丝,例如聚对苯二甲酸乙二醇酯
(pet)、
聚酰胺
(
例如
pa-6)、
聚对苯二甲酸丙二醇酯
(ptt)
或聚丙烯
(pp)
的长丝
。
包括不同聚合物的长丝可以组合成单根纱线
。
这些长丝可以是单组分
、
双组分或多组分的,可以包括聚合物共混物或混合物,例如通过在挤出机中混合多种聚合物或通过预配混来实现
。
这些长丝可以具有圆形
、
椭圆形
、
多叶形或任何其他形状的截面
。
[0036]
本发明的第二方面涉及通过根据第一方面的以上提到的实施方式中任一个获得的或可获得的纱线
。
[0037]
本发明的第三个独立方面旨在提供一种包括多根连续长丝的纱线,这些长丝在纱线的长度上以变化的方式进行处理,其长度为至少
20cm、
优选至少
100cm、
或至少
1500cm。
[0038]
优选地,纱线是通过根据第一方面的以上提到的实施方式中任一个的方法获得的
。
[0039]
本发明的第四方面涉及包括根据第二方面或第三方面的前述任一个的纱线或通过根据第一方面的实施方式中任一个的方法获得的纱线的地毯或毛毯
。
[0040]
为了更好地示出本发明的特征,以下参考附图通过举例而非限制性的方式来描述一些优选实施方式,在附图中:
[0041]
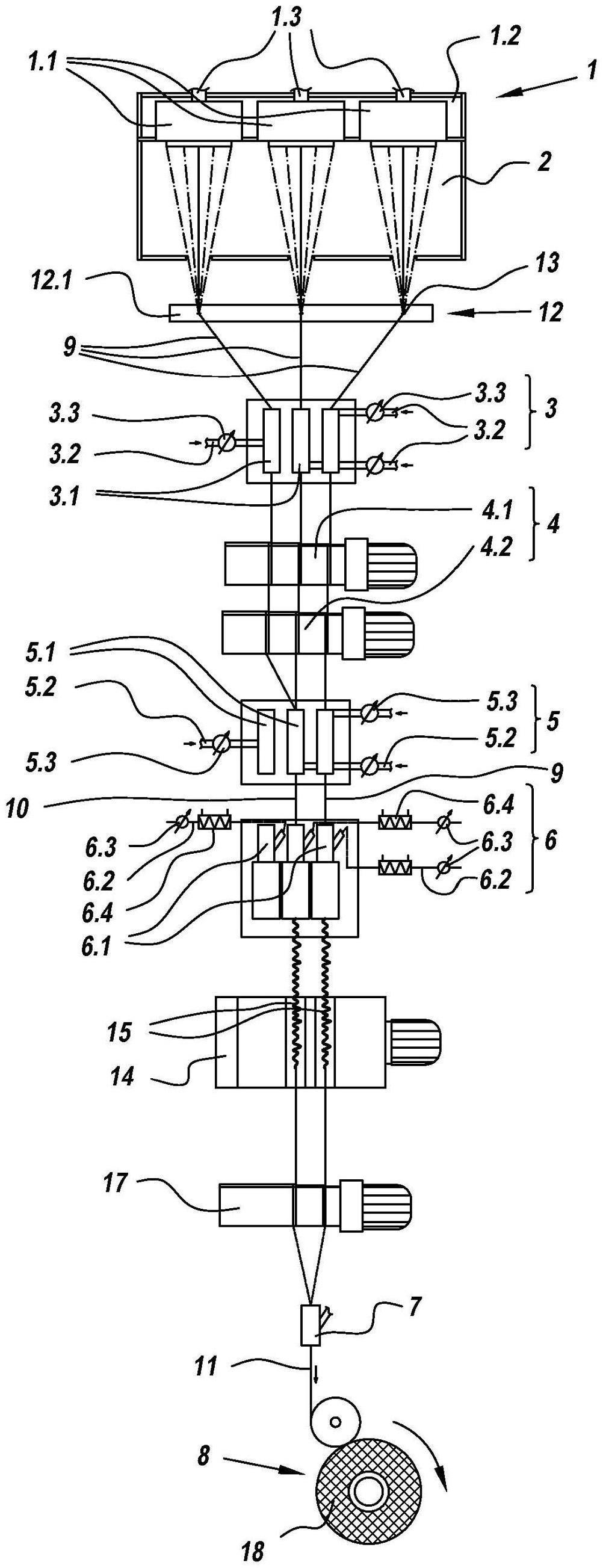
图1示出了适于执行根据本发明的一个实施方式的示例性方法的根据
us
‘
824
的装置的示意图,以及
[0042]
图2示出了适于执行根据本发明的一个实施方式的示例性方法的根据
us
‘
259
的装置的示意图
。
[0043]
图1示出了适于执行本发明的装置,并且对应于
us’824
的图1,其示出了根据权利要求1和
/
或从属权利要求中的任一项的预交织设备3和
/
或后交织设备5和
/
或卷曲设备6的相应喷嘴
3.1-5.1-6.1
的一个或多个或全部,这些喷嘴可以被控制以变化的压力输送流体
。
[0044]
设备
3、5
和6包括在熔融纺丝装置中
。
在这个示例中,熔融纺丝装置包括纺丝设备
1、
冷却设备
2、
准备设备
12、
预交织设备
3、
牵伸设备
4、
后交织设备
5、
卷曲设备
6、
互连设备7以及卷绕设备
8。
原则上,这些设备能够布置成一个在另一个下方和
/
或旁边
。
由此,纺丝设备1通常连接到设备
2、3
或更多的挤出设备,以便获得三种聚合物熔体,这些聚合物熔体具有不同颜色或染色性或特性或旦尼尔
(denier)
或截面
。
[0045]
在这个示例性实施方式中,纺丝设备1具有纺丝梁
1.2
,该纺丝梁在其下侧支撑多个纺丝喷嘴
1.1。
在这种情况下,纺丝梁
1.2
实施为以便被加热
。
每个纺丝喷嘴
1.1
可以通过单独的熔体进料部
1.3
联接到多个纺丝泵
(
在此未示出
)。
由此,能够挤出聚合物熔体以在每个纺丝喷嘴
1.1
处形成多根长丝
。
为此,纺丝喷嘴1在其下侧具有多个喷嘴孔
。
如在此所示,提供了总共三个或更多个纺丝喷嘴
1.1
,以便挤出三种或更多种不同颜色的长丝丝束
。
为此,所示的熔融纺丝装置特别适于生产所谓的三色和
/
或染三色复合线或纱线或所谓的多色和
/
或染多色复合线或纱线
。
[0046]
借助冷却设备2冷却新挤出的长丝,该冷却设备优选地直接布置在纺丝装置1的下游
。
用于在冷却设备2中冷却的长丝的方式优选为利用冷却空气冲击
。
本文的冷却空气能够从内部到外部径向地
、
横向地供给
、
或从外部到内部径向地供给
。
冷却设备2配置有准备设备
12
和多个集线引导件
13
,以便在各种情况下收集冷却的长丝,以便形成多个丝束并形成单股线9或丝束
。
准备设备
12
具有至少一个加湿装置
12.1
,以便联合地制备单股线
9。
然而,还存在以下可能性:准备设备
12
包括多种加湿剂
12.1
,使得单股线9或丝束中的每个能够单独地润湿
。
[0047]
首先通过预交织设备3对单股线9进行处理
。
预交织设备3具有多个预交织喷嘴
3.1
,这些预交织喷嘴通过单独的压缩空气管线
3.2
和单独的压缩空气致动装置
3.3
联接到压缩空气源
(
在此未示出
)。
在这个示例性实施方式中,预交织设备3具有总共三个单独的预交织喷嘴
3.1
,使得能够在预交织喷嘴
3.1
中对每个单股线9或丝束进行单独的预交织
。
预交织设备3之后是牵伸设备4,该牵伸设备具有多个导丝辊
4.1
和
4.2
以用于牵伸单股线
9。
优选地,导丝辊
4.1
和
4.2
配置为卷绕多次的导丝辊,这些导丝辊的导丝辊护套优选地实施为可加热的
。
由此,单股线9能够首先进行热处理和牵伸
。
在这一点上应当明确提到的是,牵伸设
备4的配置是示例性的
。
原则上,牵伸设备4也能够具有多个导丝辊,以便对单股线9或丝束进行多阶段牵伸
。
线延伸中的牵伸设备4之后是后交织设备
5。
[0048]
后交织设备5具有多个后交织喷嘴
5.1
,这些后交织喷嘴通过多个压缩空气供给管线
5.2
和多个压缩空气致动装置
5.3
连接到压缩空气源
(
在此未示出
)。
在这个程度上,能够单独地控制后交织喷嘴
5.1
,其中,压缩空气的相应设定是可自由选择的,后交织喷嘴根据权利要求1或从属权利要求中任一项是可以是可变的
。
在这个示例性实施方式中,同样地,每个单股线或丝束配置有单独的后交织喷嘴
5.1。
[0049]
在该示例中,后交织设备5之后是卷曲设备
6。
[0050]
卷曲设备6实施为所谓的填塞盒卷曲单元,并且为此具有多个卷曲化喷嘴
6.1。
每个卷曲化喷嘴
6.1
配置成两件式并且具有传送部分和布料部分,以便压缩进料线以形成线柱
(thread plug)。
本文的长丝以弧和环沉积,使得产生卷曲
。
为此,卷曲化喷嘴
6.1
通过多个供应管线
6.2
和多个设定装置
6.3
连接到流体源
(
在此未示出
)。
本文的流体能够通过多个加热装置
6.4
在各种情况下对应于每个卷曲化喷嘴
6.1
而独立加热到预定温度
。
本文相应的设定装置
6.3
适于控制流体的加热温度以及流体的压力
。
在这个程度上,卷曲设备6的每个卷曲化喷嘴
6.1
是可单独控制的
。
在这个示例性实施方式中,卷曲设备6具有三个卷曲化喷嘴
6.1
,使得在纺丝设备1中产生的单股线9或丝束中的每个可以根据权利要求1以变化的方式单独地进行卷曲化
。
就引导截面而言,交织设备3的预交织喷嘴
3.1、
后交织设备5的后交织喷嘴
5.1
以及卷曲设备6的卷曲化喷嘴
6.1
以除了单股线9之外还能够处理由多根单股线9形成的复合单股线
10
的方式配置
。
由此,在根据图1的示例性实施方式中示出了复合线
11
的生产,其中,首先通过预交织设备3中的预交织喷嘴
3.1
对全部单股线9进行单独的预交织
。
在单股线9的牵伸之后,收集两根单股线9,以便形成复合单股线
10
,并且通过后交织设备5中的两个后交织喷嘴
5.1
与第三单股线9进行平行的后交织
。
本文的后交织喷嘴
5.1
中的一个一直不起作用
。
[0051]
在下文卷曲设备6中,同样地,本文可以仅使用两个卷曲化喷嘴
6.1
,以便单独地卷曲复合单股线
10
和第三单股线
9。
在这个程度上,在之后的复合线
11
中能够产生不相似的混合颜色
。
由卷曲设备6产生的线柱
15
在冷却滚筒
14
的周边上冷却,并且由下游的取出设备
17
溶解,以便在各种情况下形成卷曲的复合单股线
10
和卷曲单股线
9。
卷曲线随后收集在互连设备7中,以便形成复合线
11。
本文的互连设备7优选地由缠结喷嘴形成,其中,单股线9和复合单股线
10
通过多个缠结绳结彼此连接
。
[0052]
在工艺结束时,复合线
11
可以在卷绕设备8中卷绕,以便形成卷绕包装
18。
在能够通过图1所示的熔融纺丝装置进行的根据本发明的方法中,能够沿着纱线的长度获得纱线的变化特性
。
[0053]
喷嘴
3.1、5.1
和
/
或
6.1
可以包括在如图
2(
对应于
us’259
的图
2)
所示的装置中
。
该示例性实施方式具有板状支撑件
10.1。
板状支撑件
10.1
保持全部三个喷嘴
10.2、10.3
和
10.4
,这三个喷嘴以均匀的角度节距布置在参考圆
10.6
上
。
线引导件
10.5
在参考圆
10.6
的中心处保持在支撑件
10.1
上
。
线引导件
10.5
配置有从前端侧
10.8
到其贯穿支撑件
10.1
的引导槽
10.7。
[0054]
集成在支撑件
10.1
上的缠结喷嘴
10.2
至
10.4
配置有多个放置狭槽
10.10、10.11
和
10.12。
放置狭槽
10.10
至
10.12
贯穿支撑件
10.1
,其中,放置狭槽
10.10
和
10.12
朝向支撑件
的前端侧
10.8
敞开,并且其中,缠结喷嘴
10.3
的放置狭槽
10.11
通向引导槽
10.7。
[0055]
缠结喷嘴
10.2
由插入构件形成,该插入构件保持在支撑件
10.1
的接收器开口
10.25
中
。
本文的接收器开口
10.25
和插入构件
10.22
从支撑件
10.1
的上侧和支撑件
10.1
的下侧延伸
。
[0056]
通过供应孔
10.18
连接到接收器开口
10.25
的压缩空气连接器
10.15
配置在支撑件
10.1
的后端侧
10.9
上
。
[0057]
能够控制图2的装置来执行根据本发明的方法,例如根据以下表
1、
表2或表3,其分别涉及每个喷嘴遵循随时间进入打开
/
关闭模式的程序化激活,涉及喷嘴的随机空气压力的程序化输送,或两者的组合以用于获得更复杂的模式
。
[0058]
表
1.
每个喷嘴的程序化激活-随时间打开
/
关闭
。
[0059][0060]
表
2.
喷嘴的程序化随机空气压力
[0061][0062]
表
3.
喷嘴的程序化随机空气压力
[0063][0064]
在可能性1中,一个或多个喷嘴以变化的速率输送流体
(
更具体地是空气
)
,这至少是因为这些喷嘴间歇地输送流体
。
在本文中,程序打开会产生分离或主导效果,并且程序关闭会产生静音或混合效果
。
在可能性2或3中,一个
(
或多个
)
喷嘴以变化的压力输送流体,更具体地是空气
。
变化的压力可以设置为预设模式或随机模式
。
[0065]
根据本发明的方法获得的纱线可以在纱线的长度上示出变化的颜色
。
优选地,该变化在至少
20cm、
或甚至更好地至少
100cm、
或至少
1500cm
的纱线长度上没有重复
。
[0066]
在权利要求和附图中公开的方面和概念可以彼此组合,只要它们不是相互矛盾的
。
本发明绝不限于以上提到的实施方式,然而,在不脱离本发明范围的情况下,由此获得的方法和纱线可以根据各种变型实现
。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1