包装袋的一步切边工艺的制作方法
本发明涉及物料切割设备,尤其是一种应用于对包装袋的毛边进行裁切的包装袋的一步切边工艺。
背景技术:
1、工业用铝塑复合吨袋是由四片铝塑膜两两纵向热封在一起后,再折叠成指定形状、并在自动压边吨袋机上进行封焊成形。吨袋封焊成型后,其封焊边的多余毛边需要去除,在现有技术中,大多采用人工裁切的方式去除毛边,人工裁切毛边不仅速度慢、效率低,而且切边质量也无法保证。
2、中国发明专利申请201810289818.8中公开了一种自动双向吨袋切边机,包括输送定位装置、袋口切边装置和袋底切边装置,输送定位装置将待切边的袋体送入切边机内,袋口切边装置和袋底切边装置的下压固定机构同时下压、将袋体固定住,之后袋口和袋底的飞刀裁切机构同时动作,对袋体的毛边进行裁切。该申请的自动双向吨袋切边机取代人工切边操作,具有生产速度快,切边质量稳定,适宜自动化生产的特点。这种吨袋切边机存在如下问题:吨袋的袋口和袋底是分工步进行的,即袋口切边与袋底切边是两个相互独立的工作过程,袋口切边在袋口切边工步、由袋口切边装置进行,袋底切边则在袋底切边工步、由袋底切边装置进行,由于袋口切边与袋底切边相互独立、互不干涉,则切边的一致性很难得到保证,袋口与袋底的切边质量也会具有差异。
技术实现思路
1、本申请人针对上述现有吨袋切边存在的缺点,提供一种合理的包装袋的一步切边工艺,一次裁切同时完成袋口与袋底的切边,保证切边一致性,提高切边质量。
2、本发明所采用的技术方案如下:
3、一种包装袋的一步切边工艺,相邻两包装袋的袋口与袋底相接,单把飞刀在沿飞刀裁切轨迹的一次运行轨迹中将相邻两包装袋的袋口毛边与袋底毛边一步裁切而出。
4、作为上述技术方案的进一步改进:
5、飞刀裁切轨迹为由两侧的斜段与顶侧的长直段组成的三段式轨迹。
6、所述长直段的行程长度可以调节。
7、所述斜段的行程长度可以调节。
8、所述斜段与长直段之间的角度可以调节。
9、所述长直段与斜段之间具有的过渡圆角。
10、所述长直段与斜段的两端均设置链轮,长直段与斜段之间的过渡圆角大于等于链轮半径。
11、飞刀裁切轨迹沿中点左右对称。
12、飞刀可以在飞刀裁切轨迹之间左右来回动作。
13、飞刀沿飞刀裁切轨迹运行,从左至右为一个裁切动作、完成一次裁切,从右至左为另一个裁切动作、完成下一次裁切。
14、本发明的有益效果如下:
15、本发明首尾相连的两个吨袋的袋口与袋底在同一个工步由一个飞刀片沿飞刀裁切轨迹一步完成裁切,保证切边一致性与切边质量的同时,具有更高的切边效率。
16、本发明的飞刀裁切轨迹可以调节,以满足不同规格大小的包装袋的切边要求,适用更广泛,调节更简单灵活。
技术特征:
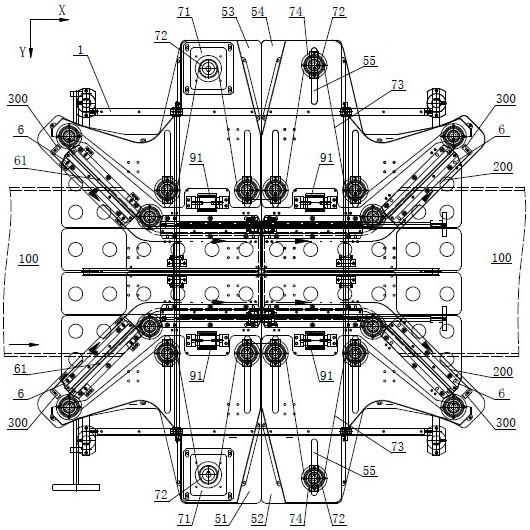
1.一种包装袋的一步切边工艺,其特征在于:相邻两包装袋(100)的袋口与袋底相接,单把飞刀在沿飞刀裁切轨迹(200)的一次运行轨迹中将相邻两包装袋的袋口毛边与袋底毛边一步裁切而出。
2.按照权利要求1所述的包装袋的一步切边工艺,其特征在于:飞刀裁切轨迹(200)为由两侧的斜段与顶侧的长直段组成的三段式轨迹。
3.按照权利要求2所述的包装袋的一步切边工艺,其特征在于:所述长直段的行程长度可以调节。
4.按照权利要求2所述的包装袋的一步切边工艺,其特征在于:所述斜段的行程长度可以调节。
5.按照权利要求2所述的包装袋的一步切边工艺,其特征在于:所述斜段与长直段之间的角度可以调节。
6.按照权利要求2所述的包装袋的一步切边工艺,其特征在于:所述长直段与斜段之间具有的过渡圆角。
7.按照权利要求2所述的包装袋的一步切边工艺,其特征在于:所述长直段与斜段的两端均设置链轮(72),长直段与斜段之间的过渡圆角大于等于链轮(72)半径。
8.按照权利要求1所述的包装袋的一步切边工艺,其特征在于:飞刀裁切轨迹(200)沿中点左右对称。
9.按照权利要求1所述的包装袋的一步切边工艺,其特征在于:飞刀可以在飞刀裁切轨迹(200)之间左右来回动作。
10.按照权利要求9所述的包装袋的一步切边工艺,其特征在于:飞刀沿飞刀裁切轨迹(200)运行,从左至右为一个裁切动作、完成一次裁切,从右至左为另一个裁切动作、完成下一次裁切。
技术总结
本发明公开了一种包装袋的一步切边工艺,相邻两包装袋的袋口与袋底相接,单把飞刀在沿飞刀裁切轨迹的一次运行轨迹中将相邻两包装袋的袋口毛边与袋底毛边一步裁切而出。本发明首尾相连的两个吨袋的袋口与袋底在同一个工步由一个飞刀片沿飞刀裁切轨迹一步完成裁切,保证切边一致性与切边质量的同时,具有更高的切边效率。
技术研发人员:贾显胜
受保护的技术使用者:无锡市胜昆机械有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!