一种粘胶、腈纶、精棉混纺纱线及其制备方法与流程
本发明公开了一种粘胶、腈纶、精棉混纺纱线及其制备方法,属于棉纺织。
背景技术:
1、粘胶纤维具有吸湿性好、对人体无害、不易起静电等优势,其制成的织物柔软、光滑、透气性好,但其保暖性不佳,且粘胶纤维湿模量较低、缩水率较高易变形、耐磨性较差;腈纶纤维密度较小,结构蓬松、保暖性好、手感柔软,具有较高的弹性,缺点是吸湿性较差,易起静电,可纺性差;棉纤维具有良好的可纺性、强力高、透气性好,但棉织物保形性差。将粘胶、腈纶、棉三种纤维进行性能整合,互相弥补,充分发挥了各种纤维的优良性能,不仅优化了混纺纱的纤维结构,可纺性高,而且使织物的保暖性、吸湿性、透气性、舒适性、保形性实现了完美统一,在内衣面料开发方面有广泛的应用前景。
2、现有技术中,由于原棉纤维含有较多杂质和短绒,而粘胶、腈纶纤维表面清洁、光滑,导致制备所得的粘胶、腈纶、精棉混纺纱线混合均匀性差、难以染色均匀。
技术实现思路
1、本申请的目的在于,提供一种粘胶、腈纶、精棉混纺纱线及其制备方法,以解决现有技术中的粘胶、腈纶、精棉混纺纱线存在的混合均匀性差、难以染色均匀的技术问题。
2、本发明的第一方面提供了一种粘胶、腈纶、精棉混纺纱线的制备方法,包括:
3、步骤s1、制备棉精梳条;
4、步骤s2、制备粘胶、腈纶混合纤维预并条;
5、步骤s3、将粘胶、腈纶混合纤维预并条和棉精梳条进行条混,得到混合纤维并条;
6、步骤s4、对所述混合纤维并条依次进行粗砂工序、细纱工序和络筒工序,得到粘胶、腈纶、精棉混纺纱线。
7、优选地,所述步骤s2具体包括:
8、制备粘胶纤维与腈纶纤维的打包混合物;
9、将所述打包混合物开棉并制备成棉卷;
10、将所述棉卷通过梳棉机梳理成条状后喂入并条机得到粘胶、腈纶混合纤维预并条。
11、优选地,所述粘胶纤维、腈纶纤维和所述棉精梳条的重量百分比为40~50:25~30:25~35;
12、所述棉精梳条中使用的棉纤维的长度29~30mm,马克隆值为2.8~3.3。
13、优选地,所述步骤s1具体包括:
14、对棉纤维依次进行混合开棉、梳棉后喂入并条机,得到棉纤维预并条;
15、将所述棉纤维预并条喂入精梳机,得到棉精梳条;
16、所述混合开棉具体为:将所述棉纤维依次喂入混棉机、单轴流开棉机和梳针开棉机进行混合开棉。
17、优选地,所述混棉机的打手转速为200~300r/min;
18、所述单轴流开棉机的打手转为700~800r/min;
19、所述梳针开棉机的打手转速为300~400r/min。
20、优选地,所述梳棉使用的梳棉机的锡林转速为300~350r/min,刺辊转速为650~750r/min,道夫转速为30~35r/min;
21、所述并条机的线速度为350~450r/min;
22、所述精梳机的梳理速度为1000~1200r/min。
23、优选地,所述步骤s3具体包括:
24、将m根粘胶、腈纶混合纤维预并条和n根棉精梳条进行混一并,得到混一并条,其中m>2n;
25、将多根所述混一并条进行混二并,得到混二并条;
26、将多根所述混二并条进行混三并,得到所述混合纤维并条。
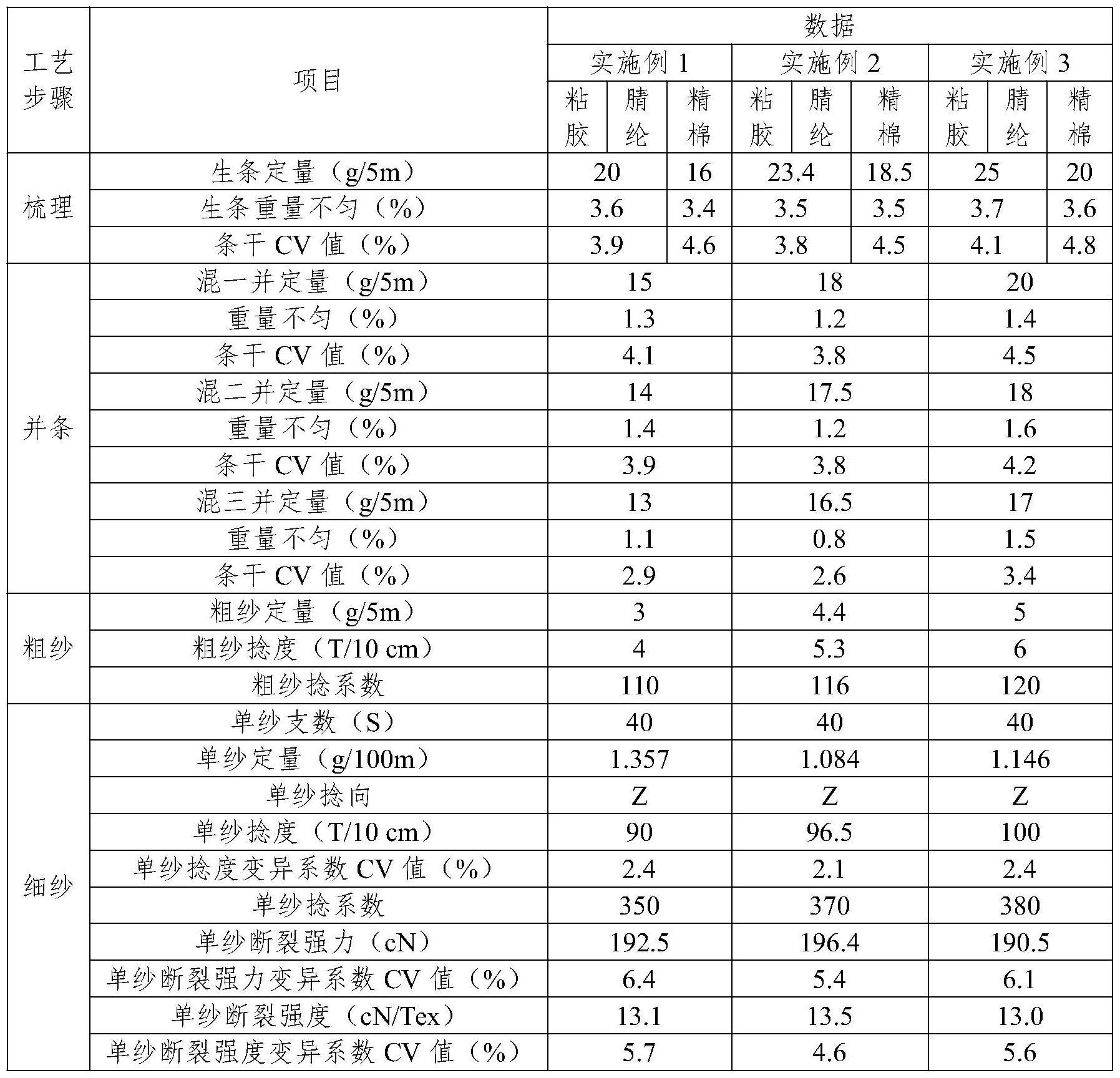
27、优选地,所述混一并的总牵伸倍数为7~10倍,出条干定量为15~20g/5m;
28、所述混二并的总牵伸倍数为5~8倍,出条干定量为14~18g/5m;
29、所述混三并的总牵伸倍数为5~7倍,出条干定量为13~17g/5m。
30、本发明的第二方面提供了一种利用上述粘胶、腈纶、精棉混纺纱线制备方法制备得到的粘胶、腈纶、精棉混纺纱线。
31、本发明的粘胶、腈纶、精棉混纺纱线及其制备方法,相较于现有技术,具有如下有益效果:
32、本发明的制备方法操作简便、方便快捷、可操作性强,制备的粘胶、腈纶、精棉混纺纱线均匀性高,织物染色均匀度高;此外,制备所得粘胶、腈纶、精棉混纺纱线织物具有优良的保暖性、透气性、吸湿性、舒适性和保形性,在内衣面料方面有广泛的应用前景。
技术特征:
1.一种粘胶、腈纶、精棉混纺纱线的制备方法,其特征在于,包括:
2.根据权利要求1所述的粘胶、腈纶、精棉混纺纱线的制备方法,其特征在于,所述步骤s2具体包括:
3.根据权利要求2所述的粘胶、腈纶、精棉混纺纱线的制备方法,其特征在于,所述粘胶纤维、腈纶纤维和所述棉精梳条的重量百分比为40~50:25~30:25~35;
4.根据权利要求1所述的粘胶、腈纶、精棉混纺纱线的制备方法,其特征在于,所述步骤s1具体包括:
5.根据权利要求4所述的粘胶、腈纶、精棉混纺纱线的制备方法,其特征在于,所述混棉机的打手转速为200~300r/min;
6.根据权利要求4所述的粘胶、腈纶、精棉混纺纱线的制备方法,其特征在于,所述梳棉使用的梳棉机的锡林转速为300~350r/min,刺辊转速为650~750r/min,道夫转速为30~35r/min;
7.根据权利要求1所述的粘胶、腈纶、精棉混纺纱线的制备方法,其特征在于,所述步骤s3具体包括:
8.根据权利要求7所述的粘胶、腈纶、精棉混纺纱线的制备方法,其特征在于,所述混一并的总牵伸倍数为7~10倍,出条干定量为15~20g/5m;
9.一种利用权利要求1-8任一项所述粘胶、腈纶、精棉混纺纱线的制备方法制备得到的粘胶、腈纶、精棉混纺纱线。
技术总结
本发明公开了一种粘胶、腈纶、精棉混纺纱线及其制备方法,其中制备方法包括:制备棉精梳条;制备粘胶、腈纶混合纤维预并条;将粘胶、腈纶混合纤维预并条和棉精梳条进行条混,得到混合纤维并条;对混合纤维并条依次进行粗砂工序、细纱工序和络筒工序,得到粘胶、腈纶、精棉混纺纱线。本发明的制备方法操作简便、方便快捷、可操作性强,制备的粘胶、腈纶、精棉混纺纱线中的三种纤维各自的性能能够互相弥补,充分发挥了各种纤维的优良性能,不仅优化了混纺纱的纤维结构,可纺性高,而且使织物的保暖性、吸湿性、透气性、舒适性、保形性实现了完美统一,在内衣面料开发方面有广泛的应用前景。
技术研发人员:陈文,陈宗立,刘显煜,谢云利,郭荣华,陈昌友,陈珠华
受保护的技术使用者:福建新华源纺织集团有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!