一种再生高蓬松高强度DTY的生产方法与流程
本发明涉及纤维生产,特别是涉及一种再生高蓬松高强度dty的生产方法。
背景技术:
1、dty(draw texturing yarn)丝为拉伸变形丝,是利用加弹机对纤维进行连续或同时拉伸,再经过加捻器变形加工后的成品丝。随着生活水平的提高,人们对衣服的舒适度、柔软度提出了更高的要求。对dty做成的服装的舒适度、柔软度直接相关的是dty的断裂强度和蓬松性,而目前市场上大部分dty产品强度在2.8-4.0cn/dtex之间,蓬松度适中,但还不能完全满足客户更高的要求。
技术实现思路
1、本发明的目的在于克服上述现有技术的不足,提供一种再生高蓬松高强度dty的生产方法,改善了蓬松度的同时提升了dty丝强度,满足了更高的使用需求。
2、为了实现上述目的,本发明采用如下技术方案:
3、一种再生高蓬松高强度dty的生产方法,将再生半消光poy置于原丝架上,通过导丝管和导丝器将丝束引入第一罗拉,然后输入变形热箱中进行处理,加热变形后的丝束经冷却板冷却后进入假捻器中进行加捻和解捻加工,假捻器通过导入盘-工作盘-导出盘的组合,通过旋转使经过的丝条产生加捻和解捻变形,使丝束产生蓬松状态;之后再依次通过张力传感器、第二罗拉、辅助罗拉、网络喷嘴、定型热箱、导丝器和第三罗拉,再经上油装置进行上油,之后丝束进入卷绕装置卷绕成型,制成再生高蓬松高强度dty;丝束进入第二罗拉时,在皮辊和导丝辊之间缠绕2-3圈,导丝辊本身的倾斜会使缠绕的丝自然分开,不会绞丝;第二罗拉的轴速为495-780m/min,第二罗拉和第一罗拉的轴速差比为1.2-1.9,辅助罗拉轴速大于第二罗拉,在第二辅助罗拉fr2a和第二罗拉fr2之间实现纱线的紧绷,使假捻后的丝束都拉直,降低单纤之间的相互缠绞,会造成丝束在这之间形成松弛状态,利于网络喷嘴工作和h2热定型。丝束经过网络喷嘴后,通过喷嘴的压缩空气作用产生不同的网络风格的dty网络纱线,或者关闭压缩空气,生产无网络纱线。
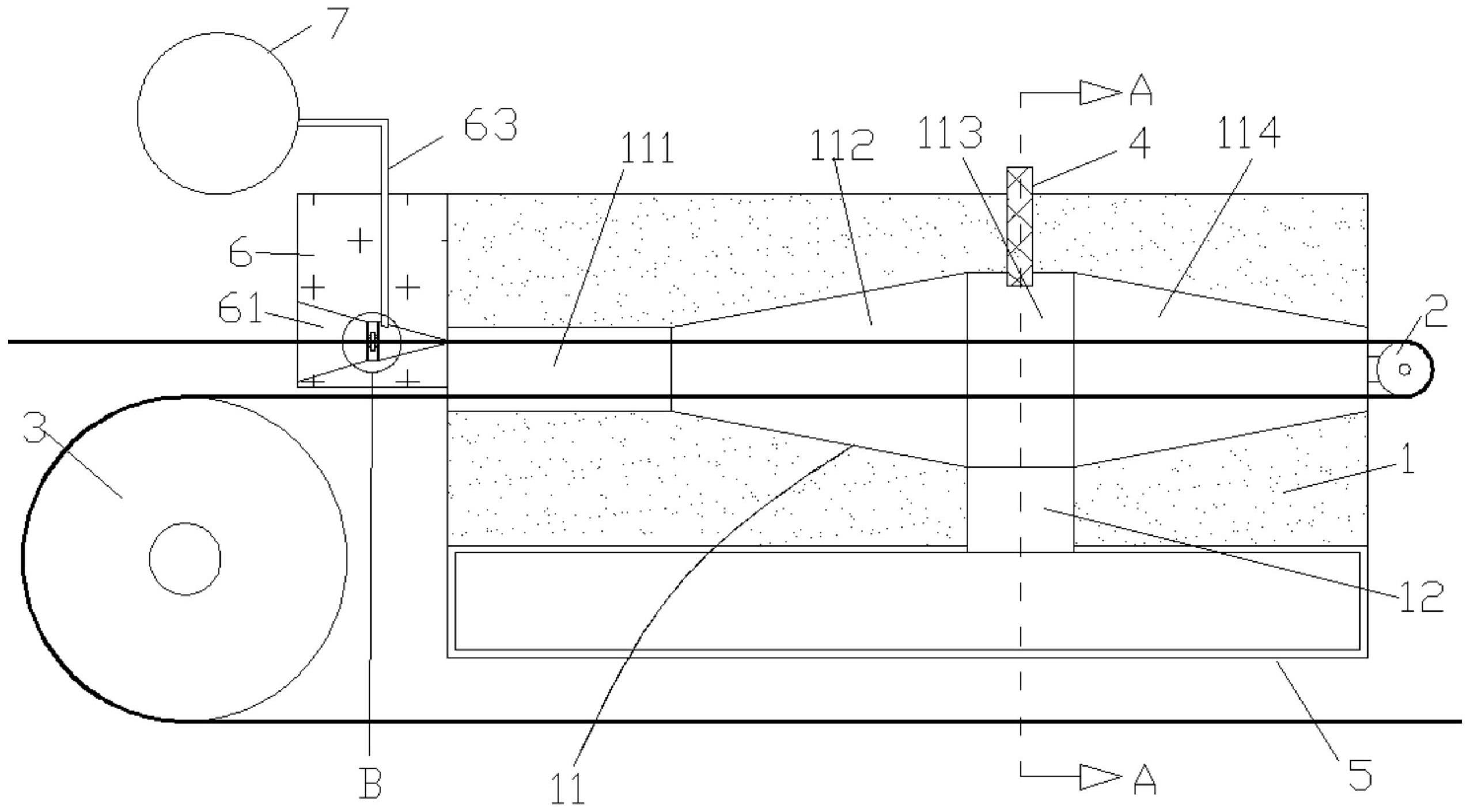
4、上油装置包括上油板、导向辊和输送辊,所述上油板包括沿其宽度方向间隔分布的多个上油通道,所述上油通道包括前后依次连通的圆柱形a通道、圆台形b通道、圆柱状c通道和圆台形d通道,所述a通道的直径小于c通道,所述b通道小口通连接a通道,所述d通道的大口端连通c通道,所述上油板上穿设有伸入每个c通道的喷嘴,所述上油板下表面凹陷形成设有与c通道连通的出油道,所述导向辊和输送辊分设于上油板长度方向两侧,纤维自a通道进入自d通道穿出后180度绕过导向辊再进入d通道后自a通道出,再180度绕过输送辊后输出。
5、第一罗拉的轴速为300-600m/min,使丝条受热达到玻璃化状态以便于产生形变。
6、变形热箱的加热温度为150-200℃。
7、解捻张力为10-27g。
8、辅助罗拉轴速为450-800m/min。
9、定型热箱温度为150-200℃。
10、丝束进入第三罗拉后,采用直接压的方式,使丝束在第三罗拉的皮辊和钢棍之间通过,第三罗拉的轴速为580-771m/min。
11、卷绕速度为580-880m/min。
12、本发明的有益效果是:将网络喷嘴改造至辅助罗拉之后,辅助罗拉轴速大于第二罗拉,即通过速度差将已经假捻过的dty丝束拉开,拉开后的dty丝束松弛后,单根纤维不再相互缠绞,使纱线保持高度蓬松性,然后在第二热箱h2进行热定型,增加dty丝束蓬松性的稳定性,并可以通过调节辅助罗拉与第三罗拉之间的速度差,实现纱线不同的网络风格,改善了蓬松度的同时,提升了dty丝强度,性能上优于市面上的产品,面料更加柔和,满足了更高的使用需求。
技术特征:
1.一种再生高蓬松高强度dty的生产方法,其特征在于:将再生半消光poy置于原丝架上,通过导丝管和导丝器将丝束引入第一罗拉,然后输入变形热箱中进行处理,加热变形后的丝束经冷却板冷却后进入假捻器中进行加捻和解捻加工,之后再依次通过张力传感器、第二罗拉、辅助罗拉、网络喷嘴、定型热箱、导丝器和第三罗拉,再经上油装置进行上油,之后丝束进入卷绕装置卷绕成型,制成再生高蓬松高强度dty;丝束进入第二罗拉时,在皮辊和导丝辊之间缠绕2-3圈,第二罗拉的轴速为495-780m/min,第二罗拉和第一罗拉的轴速差比为1.2-1.9,辅助罗拉轴速大于第二罗拉;
2.如权利要求1所述一种再生高蓬松高强度dty的生产方法,其特征在于:第一罗拉的轴速为300-600m/min。
3.如权利要求1所述一种再生高蓬松高强度dty的生产方法,其特征在于:变形热箱的加热温度为150-200℃。
4.如权利要求1所述一种再生高蓬松高强度dty的生产方法,其特征在于:解捻张力为10-27g。
5.如权利要求1所述一种再生高蓬松高强度dty的生产方法,其特征在于:辅助罗拉轴速为450-800m/min。
6.如权利要求1所述一种再生高蓬松高强度dty的生产方法,其特征在于:定型热箱温度为150-200℃。
7.如权利要求1所述一种再生高蓬松高强度dty的生产方法,其特征在于:丝束进入第三罗拉后,采用直接压的方式,使丝束在第三罗拉的皮辊和钢棍之间通过,第三罗拉的轴速为580-771m/min。
8.如权利要求1所述一种再生高蓬松高强度dty的生产方法,其特征在于:卷绕速度为580-880m/min。
技术总结
本发明公开了一种再生高蓬松高强度DTY的生产方法,将再生半消光POY置于原丝架上,通过导丝管和导丝器将丝束引入第一罗拉,然后输入变形热箱中进行处理,加热变形后的丝束经冷却板冷却后进入假捻器中进行加捻和解捻加工,之后再依次通过张力传感器、第二罗拉、辅助罗拉、网络喷嘴、定型热箱、导丝器和第三罗拉,再经上油装置进行上油,之后丝束进入卷绕装置卷绕成型,制成再生高蓬松高强度DTY;丝束进入第二罗拉时,在皮辊和导丝辊之间缠绕2‑3圈,第二罗拉的轴速为495‑780m/min,第二罗拉和第一罗拉的轴速差比为1.2‑1.9,辅助罗拉轴速大于第二罗拉。本发明改善了DTY蓬松度和强度,满足了更高的使用需求。
技术研发人员:高虎,彭兵,莫成斌,李小锦,陈亚敏,李竹萍,张福强,程强
受保护的技术使用者:浙江佳人新材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!