一种用于纸箱压平清废模切机控制方法与流程
本发明涉及模切机控制领域,尤其涉及一种用于纸箱压平清废模切机控制方法。
背景技术:
1、纸箱模切机是一种专门用于加工纸箱、纸盒等纸质包装材料的模切机,也叫纸箱模板切割机。纸箱模切机主要通过切割刀模和模板的配合,将纸板切割成所需的形状和大小。纸箱模切机广泛应用于各种规格的纸箱、纸盒、纸板等纸质包装材料的加工,可以实现各种形状的切割,如矩形、正方形、圆形、梯形、椭圆形等。纸箱模切机可以根据不同的加工需求和材料特性,选择不同类型的模切机,如手动模切机、半自动模切机、全自动模切机等。
2、中国专利公开号cn113954420a公布了一种纸箱加工用模切机及其使用方法,包括机座和固定在机座底部四角的支腿,机座的顶部固定有安装架,安装架上安装有自动切割设备,四个支腿的表面之间固定有架板,机座上设置有自动定位机构,机座上还设置有与自动定位机构配合使用的推料机构,本发明涉及模切机技术领域。该纸箱加工用模切机及其使用方法,通过自动定位机构的设置,便于对纸板进行自动压紧,不需要人工进行干预。由此可见,上述技术方案存在以下问题:无法根据实际工作过程中的切割效果以及目标材料的性质对模切机进行对应的控制导致模切效果差。
技术实现思路
1、为此,本发明提供一种用于纸箱压平清废模切机控制方法,用以克服现有技术中无法根据实际工作过程中的切割效果以及目标材料的性质对模切机进行对应的控制导致模切效果差的问题。
2、为实现上述目的,本发明提供一种用于纸箱压平清废模切机控制方法,包括:
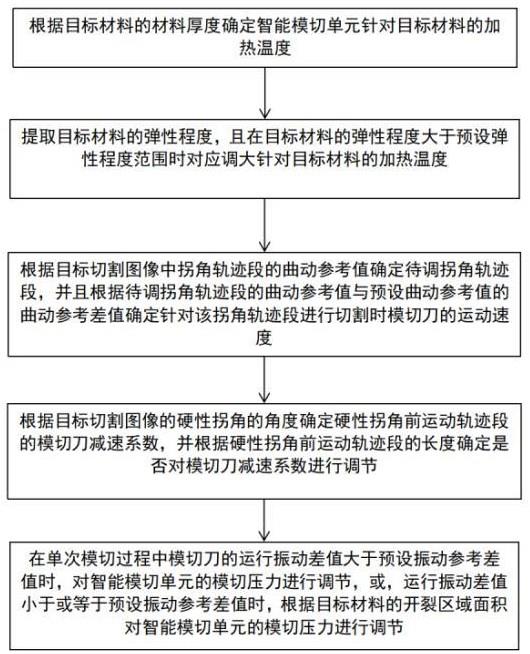
3、数据分析单元根据目标材料的材料厚度确定智能模切单元针对目标材料的加热温度;
4、数据分析单元提取目标材料的弹性程度,且在目标材料的弹性程度大于预设弹性程度范围时对应调大针对目标材料的加热温度;
5、根据目标切割图像中拐角轨迹段的曲动参考值确定待调拐角轨迹段,并且根据待调拐角轨迹段的曲动参考值与预设曲动参考值的曲动参考差值确定针对该拐角轨迹段进行切割时模切刀的运动速度;
6、根据目标切割图像的硬性拐角的角度确定硬性拐角前运动轨迹段的模切刀减速系数,并根据硬性拐角前运动轨迹段的长度确定是否对模切刀减速系数进行调节;
7、数据分析单元在单次模切过程中模切刀的运行振动差值大于预设振动参考差值时,对智能模切单元的模切压力进行调节,或,运行振动差值小于或等于预设振动参考差值时,根据目标材料的开裂区域面积对智能模切单元的模切压力进行调节;
8、其中,所述拐角轨迹段为目标切割图像中模切刀切割轨迹路线中两直线相连部分为曲线的轨迹段,所述硬性拐角为目标切割图像中模切刀切割轨迹路线中直接相连且夹角非180°的两直线的拐角,运行振动差值为单次模切过程中模切刀的最大振动频率与最小振动频率的差值的绝对值。
9、进一步地,所述数据分析单元根据目标材料的材料厚度确定智能模切单元针对目标材料的加热温度;
10、若目标材料的材料厚度小于或等于第一预设材料厚度,所述数据分析单元判定针对目标材料的加热温度为预设标准加热温度;
11、若目标材料的材料厚度大于第一预设材料厚度,所述数据分析单元判定针对目标材料的加热温度进行调节,调整后的加热温度的大小与目标材料的厚度为正相关关系,调整加热温度大于预设标准加热温度。
12、进一步地,所述数据分析单元在第一厚度补偿条件下提取目标材料的弹性程度,若目标材料的弹性程度大于预设弹性程度范围,所述数据分析单元对应调大针对目标材料的加热温度,加热温度的增大量与所述弹性程度为正相关关系;
13、其中,所述第一厚度补偿条件为目标材料的材料厚度大于第一预设材料厚度。
14、进一步地,所述数据分析单元获取目标切割图像并对其进行分析处理以获取模切刀的运行轨迹的拐角轨迹段,并将各拐角轨迹段的曲动参考值与预设曲动参考值进行比对,将曲动参考值大于预设曲动参考值的拐角轨迹段记为待调拐角轨迹段;
15、其中,所述拐角轨迹段的曲动参考值根据拐角轨迹段的相连两直线段夹角以及拐角轨迹段的长度计算得到。
16、进一步地,所述数据分析单元在第一拐角分析条件下计算待调拐角轨迹段的曲动参考值与预设曲动参考值的曲动参考差值以确定针对该拐角轨迹段进行切割时模切刀的运动速度;
17、所述曲动参考差值与所述模切刀的运动速度为负相关关系;
18、其中,所述第一拐角分析条件为存在待调拐角轨迹段。
19、进一步地,所述数据分析单元根据目标切割图像的硬性拐角的角度确定硬性拐角前运动轨迹段的模切刀减速系数;
20、所述模切刀减速系数与硬性拐角的角度有关。
21、进一步地,所述数据分析单元在第二拐角分析条件下根据硬性拐角前运动轨迹段的长度确定是否对模切刀减速系数进行调节;
22、若硬性拐角前运动轨迹段的长度小于或等于预设缓冲长度,所述数据分析单元判定调大模切刀减速系数;
23、其中,所述第二拐角分析条件为模切刀减速系数确定完成。
24、进一步地,所述数据分析单元计算单次模切过程中模切刀的运行振动差值,若运行振动差值大于预设振动参考差值,所述数据分析单元判定根据运行振动差值对智能模切单元的模切压力进行调节,模切压力与运行振动差值为负相关关系。
25、进一步地,所述模切压力对应设有最小模切压力,若数据分析单元判定根据运行振动差值对智能模切单元的模切压力调节后的模切压力小于最小模切压力,所述数据分析单元判定将模切压力取值设置为最小模切压力。
26、进一步地,所述数据分析单元在第一振动检测条件下检测切割完成后的目标材料的开裂区域面积,并根据开裂区域面积对智能模切单元的模切压力进行调节,所述开裂区域面积与所述模切压力为负相关关系;
27、其中,所述第一振动检测条件为运行振动差值小于或等于预设振动参考差值。
28、与现有技术相比,本发明的有益效果在于,本发明技术方案根据目标材料的材料厚度确定智能模切单元针对目标材料的加热温度,从而增加目标材料的模压效果,避免模压后的材料发生反弹,并且,本发明技术方案根待调拐角轨迹段的曲动参考值与预设曲动参考值的曲动参考差值确定针对该拐角轨迹段进行切割时模切刀的运动速度,避免了模切刀运动轨迹改变时由于运动速度过快导致模切刀振动或偏移,从而影响加工质量和生产效率,进而提高了本发明的模切效率。
29、进一步地,本发明中根据目标切割图像的硬性拐角的角度确定硬性拐角前运动轨迹段的模切刀减速系数,避免了硬性拐角处模切刀速度过快导致材料在切割过程中出现撕裂、变形等问题,从而影响切割质量。
30、进一步地,本发明中数据分析单元在第二拐角分析条件下根据硬性拐角前运动轨迹段的长度确定是否对模切刀减速系数进行调节,避免了由于减速时间短导致的硬性拐角处模切刀速度过快导致材料在切割过程中出现撕裂、变形等问题,从而影响切割质量。
技术特征:
1.一种用于纸箱压平清废模切机控制方法,其特征在于,包括:
2.根据权利要求1所述的用于纸箱压平清废模切机控制方法,其特征在于,所述数据分析单元根据目标材料的材料厚度确定智能模切单元针对目标材料的加热温度;
3.根据权利要求2所述的用于纸箱压平清废模切机控制方法,其特征在于,所述数据分析单元在第一厚度补偿条件下提取目标材料的弹性程度,若目标材料的弹性程度大于预设弹性程度范围,所述数据分析单元对应调大针对目标材料的加热温度,加热温度的增大量与所述弹性程度为正相关关系;
4.根据权利要求3所述的用于纸箱压平清废模切机控制方法,其特征在于,所述数据分析单元获取目标切割图像并对其进行分析处理以获取模切刀的运行轨迹的拐角轨迹段,并将各拐角轨迹段的曲动参考值与预设曲动参考值进行比对,将曲动参考值大于预设曲动参考值的拐角轨迹段记为待调拐角轨迹段;
5.根据权利要求4所述的用于纸箱压平清废模切机控制方法,其特征在于,所述数据分析单元在第一拐角分析条件下计算待调拐角轨迹段的曲动参考值与预设曲动参考值的曲动参考差值以确定针对该拐角轨迹段进行切割时模切刀的运动速度;
6.根据权利要求5所述的用于纸箱压平清废模切机控制方法,其特征在于,所述数据分析单元根据目标切割图像的硬性拐角的角度确定硬性拐角前运动轨迹段的模切刀减速系数;
7.根据权利要求6所述的用于纸箱压平清废模切机控制方法,其特征在于,所述数据分析单元在第二拐角分析条件下根据硬性拐角前运动轨迹段的长度确定是否对模切刀减速系数进行调节;
8.根据权利要求7所述的用于纸箱压平清废模切机控制方法,其特征在于,
9.根据权利要求8所述的用于纸箱压平清废模切机控制方法,其特征在于,所述模切压力对应设有最小模切压力,若数据分析单元判定根据运行振动差值对智能模切单元的模切压力调节后的模切压力小于最小模切压力,所述数据分析单元判定将模切压力取值设置为最小模切压力。
10.根据权利要求9所述的用于纸箱压平清废模切机控制方法,其特征在于,所述数据分析单元在第一振动检测条件下检测切割完成后的目标材料的开裂区域面积,并根据开裂区域面积对智能模切单元的模切压力进行调节,所述开裂区域面积与所述模切压力为负相关关系;
技术总结
本发明涉及模切机控制领域,尤其涉及一种用于纸箱压平清废模切机控制方法,包括:数据分析单元根据目标材料的材料厚度确定智能模切单元针对目标材料的加热温度;提取目标材料的弹性程度,且在目标材料的弹性程度大于预设弹性程度范围时对应调大针对目标材料的加热温度;根据调拐角轨迹段的曲动参考值与预设曲动参考值的曲动参考差值确定针对该拐角轨迹段进行切割时模切刀的运动速度;根据目标切割图像的硬性拐角的角度确定硬性拐角前运动轨迹段的模切刀减速系数;本发明根据实际工作过程中的切割效果以及目标材料的性质对模切机进行对应的控制,提高了模切效果。
技术研发人员:乔祥号
受保护的技术使用者:苏州喜瑞整体包装科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!