一种食品防油纸的加工工艺方法与流程
本发明涉及防油纸加工,特别涉及一种食品防油纸的加工工艺方法。
背景技术:
1、防油纸,广义上指的是能防油脂吸收渗透的纸。狭义上,指的是使用漂白、半漂或未漂化学木浆,通过高打浆度处理而抄造的一类纸。有一定的强度和较高的平滑度,但透气度较低。这种纸因纤维受到强烈的打浆作用,纤维结合点很多,纸页的空隙度很低,透明度较高。因此,可防止油脂的渗透和吸收。
2、防油纸是用化学木浆经高黏状打浆后,在长网造纸机上抄造而成,或是经耐油涂料(干酪素型、清漆型、热熔或树脂型、硅酸盐型)涂布加工制成。广泛用于汉堡包、烘烤面包、饼干、等食品和其他含油物品的包装。
3、食品防油纸主要用于制作比较高档的食品包装,因而产品的质量技术要求很高。食品防油纸在使用过程中容易出现的问题有:抗油性能不足造成食物油渗透过纸张,抗水性能不足造成湿水溃烂,纸张匀度和光泽度差等。
技术实现思路
1、本发明的目的在于提供一种食品防油剂的加工工艺方法,该食品防油纸具有较强的防油性能,生产时采用双重施胶,即浆内添加食品级防油剂a并在纸页正反两面涂布食品级防油剂b,可防止油渗透到纸页中,采用浆内施胶和表面施胶相结合的施胶方式,可以满足纸张抗油、抗水和强度的需求,较好的平整性可以满足印刷的要求,且具有较好的匀度和光泽度。
2、本发明所采用的技术方案是:
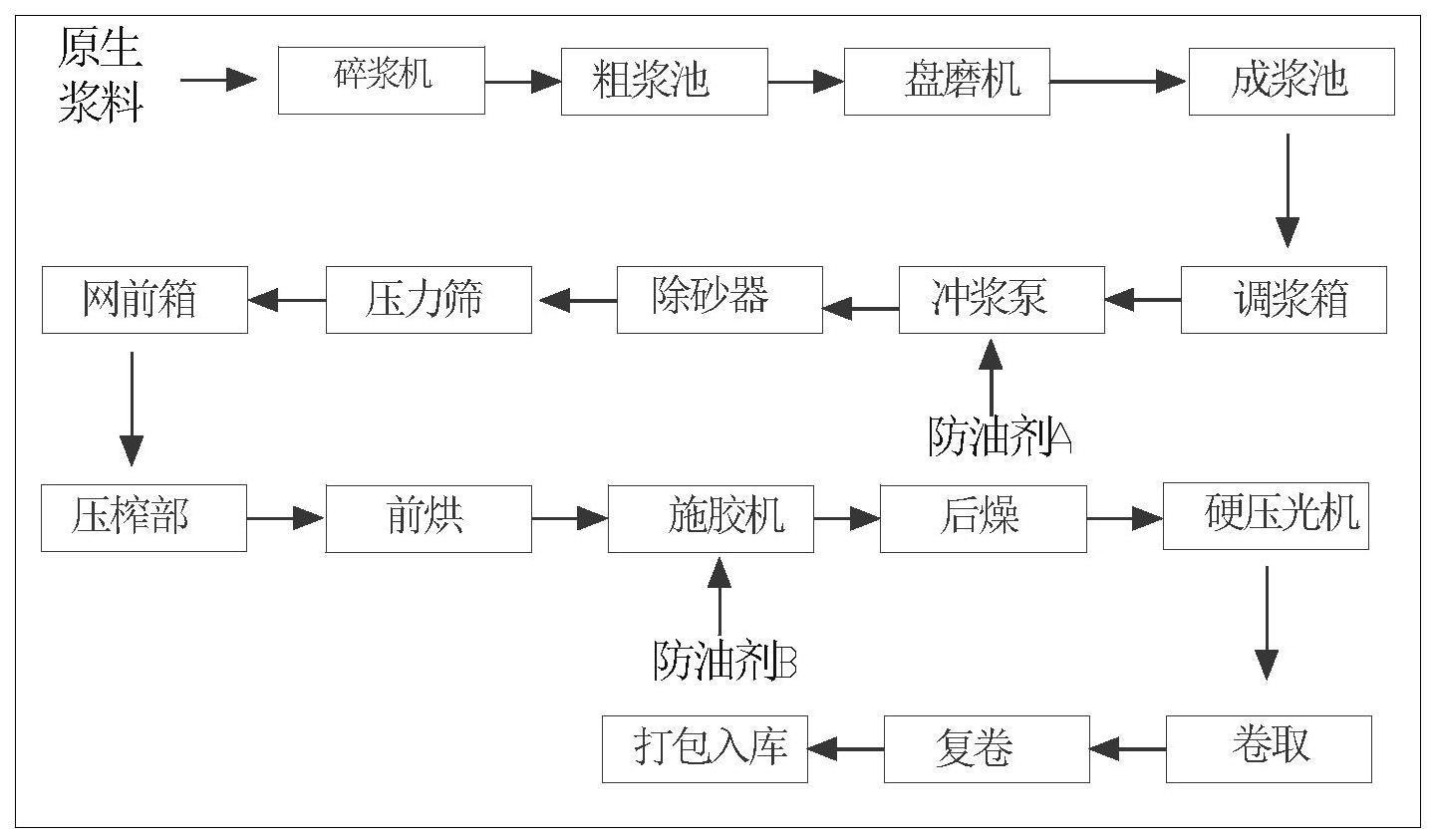
3、一种食品防油纸的加工工艺方法,包括以下内容:
4、打浆:利用盘磨进行打浆;
5、浆内施胶,流送成形:将上述制得的纸浆送入造纸流送系统,通过系统内的除砂器、压力筛去除纤维杂质,并在纸机流送段加入防油剂a进行浆内施胶,增加成纸的抗油性,然后在造纸机的纸机网部制成湿纸页,长网部中段配备饰面辊改善纸面匀度;
6、压榨:对上述制得的湿纸页进行压榨操作,得到平整的、具有一定干度的湿纸页;
7、前烘:对压榨后得到的纸页进行干燥处理,使出前烘段的纸的成纸干度在80%以上,以适应施胶机表面施胶的要求;
8、表面施胶:对上述纸涂布含防油剂b的乳液进行表面浸泡施胶,进一步增加成纸抗油性;
9、为保证成纸各点位抗油性一致,需保证成纸各点位施胶度一致,采用浸泡施胶方式最佳;
10、本工艺将正背表表胶上料站连通,使乳液中食品级防油剂b的固含量保持一致,同时正背表各设仪表pic自动控制阀门,使正、背表上胶流量保持一致、浸泡液位高度保持一致,从而保证纸张两面抗油性一致。在实际生产过程中,胶料在表胶系统中循环时会产生大量泡沫,需在胶料中加入醚类消泡剂防止气泡影响涂布胶料的均匀性;
11、后烘:对施胶后得到的纸页进行干燥处理,出后烘段的成纸干度在88%以上,以符合产品质量要求;
12、压光:使用两组串联式软压光设备对干燥后得到的纸页正反两面进行表面整饰处理,提高光泽度、印刷适应性的同时可尽可能的不破坏纸页表面的防油层,最大化的保留纸页的防油效果;
13、卷筒成纸:将出后烘段的纸卷取成卷。
14、进一步地,所述防油剂a为1810阻隔乳液,所述防油剂b为1652阻隔乳液。
15、防油剂a为kecote 1810阻隔乳液,防油剂b为kecote 1652阻隔乳液(基于丙烯酸体系)。
16、进一步地,所述防油剂b的乳液浓度4%~5%,黏度60~100mpa.s。
17、进一步地,所述防油剂a和防油剂b均为二次水稀释防油剂。
18、进一步地,所述二次水稀释的方法为:将1份防油剂a与9份二次水泵入搅拌装置进行搅拌混合后加入浆内;将1份防油剂b与4份二次水泵入搅拌装置进行搅拌混合后泵入施胶机进行浸泡施胶。
19、进一步地,打浆步骤中,所述打浆度为50.sr~55.sr
20、进一步地,表面施胶步骤中,所述浸泡温度为70~75℃,浸泡时间0.015秒。
21、浸泡施胶是纸页穿过两辊夹区的,一直连续不断的运行,浸泡时间一般与车速和液位相关:车速越快,浸泡时间越短:液位越高,浸泡时间越长。
22、进一步地,浆内施胶,流送成形步骤中,在流送系统冲浆泵入口加入食防油剂a。
23、进一步地,所述压光设备为造纸常规软压光设备。
24、进一步地,所述原料为原生木浆,所述原生木浆为硫酸盐木浆。
25、本发明的有益效果是:
26、本发明提供的食品防油纸的制备方法制备的食品防油纸具有较强的防油性能,生产时采用双重施胶,即浆内添加防油剂a并在纸页正反两面涂布防油剂b,可防止油渗透到纸页中,大大提高纸的抗油性能,并且具有较好的匀度和光泽度,增进顾客的购买欲。生产工艺简便,辅料消耗少,生产成本低,经济效益显著。
技术特征:
1.一种食品防油纸的加工工艺方法,其特征在于,包括以下内容:
2.根据权利要求1所述的一种食品防油纸的加工工艺方法,其特征在于,所述防油剂a为1810阻隔乳液,所述防油剂b为1652阻隔乳液。
3.根据权利要求2所述的一种食品防油纸的加工工艺方法,其特征在于,所述防油剂b的乳液浓度4%~5%,黏度60~100mpa.s。
4.根据权利要求2所述的一种食品防油纸的加工工艺方法,其特征在于,所述防油剂a和防油剂b均为二次水稀释防油剂。
5.根据权利要求4所述的一种食品防油纸的加工工艺方法,其特征在于,所述二次水稀释的方法为:将1份防油剂a与9份二次水泵入搅拌装置进行搅拌混合后加入浆内;将1份防油剂b与4份二次水泵入搅拌装置进行搅拌混合后泵入施胶机进行浸泡施胶。
6.根据权利要求1所述的一种食品防油纸的加工工艺方法,其特征在于,打浆步骤中,所述打浆度为50.sr~55.sr。
7.根据权利要求1所述的一种食品防油纸的加工工艺方法,其特征在于,表面施胶步骤中,所述浸泡温度为70~75℃,浸泡时间0.015秒。
8.根据权利要求1所述的一种食品防油纸的加工工艺方法,其特征在于,浆内施胶,流送成形步骤中,在流送系统冲浆泵入口加入食防油剂a。
9.根据权利要求1所述的一种食品防油纸的加工工艺方法,其特征在于,所述压光设备为造纸常规软压光设备。
10.根据权利要求1所述的一种食品防油纸的加工工艺方法,其特征在于,所述原料为原生木浆,所述原生木浆为硫酸盐木浆。
技术总结
本发明公开了一种食品防油纸的加工工艺方法,涉及防油纸加工技术领域。包括:打浆;浆内施胶,流送成形,纸浆内加入防油剂A;压榨;前烘;表面施胶,采用浸泡施胶方式,将前烘后的纸浸泡在防油剂B的乳液中;后烘;压光,使用压光设备对干燥后得到的纸页正反两面进行表面处理;卷筒成纸等内容。本发明在浆内添加防油剂A并在纸页正反两面涂布防油剂B,可防止油渗透到纸页中,大大提高纸的抗油性能,并且具有较好的匀度和光泽度,生产工艺简便,辅料消耗少,生产成本低,经济效益显著。
技术研发人员:田泽
受保护的技术使用者:玖龙纸业(乐山)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!