一种纸芯木塞头生产加工设备及其使用方法与流程
本发明涉及木塞生产,具体为一种纸芯木塞头生产加工设备及其使用方法。
背景技术:
1、纸芯管塞头是一种常见的包装材料,它由纸芯管和塞头两部分组成。纸芯管是由多层纸板压制而成,具有一定的强度和硬度,而塞头则是由塑料或塑料与金属复合材料制成,具有一定的柔韧性和密封性。
2、现有技术中,如中国专利号为:cn101544007a的“一种木塞加工设备”,主要由打磨部分、切割部分和倒角部分三大部分组成,其特征在于;由两个输送轮挤压转动软木棒送入粗磨砂轮,两砂轮同时转动,把软木棒进行粗打磨;软木棒旋转滑动进入细磨砂轮间,边打磨边向出口方向滑动打磨完成,软木塞从出口向外滑动时,刀片高速转动刀片支架在涡轮带动下转动,刀片不断的把出口中滑出的软木棒按要求的长度切断落入震动盆中,震动盆的后座震动使盆中软木塞顺震动盆内螺旋转槽有序排列经出口到输送带,把软木塞送到曲轴箱滑块前,滑块向前推动把软木塞推到输送带上,在压条与输送带中向前滚,砂轮将一边的角磨掉再将另一边的角磨掉,软木塞就加工完成。
3、但现有技术中,现有的木塞生产加工的设备在对木塞生产时需要对木塞进行成型后还需要进一步进行打磨处理工作,由于木塞生产量较大,数量较多,以至于打磨处理会造成生产效率的降低,进而造成生产进度受到影响的问题。
4、所以我们提出了一种纸芯木塞头生产加工设备及其使用方法,以便于解决上述中提出的问题。
技术实现思路
1、本发明的目的在于提供一种纸芯木塞头生产加工设备及其使用方法,以解决上述背景技术提出的由于木塞打磨处理过程时间漫长,进而造成生产进度受到影响的问题。
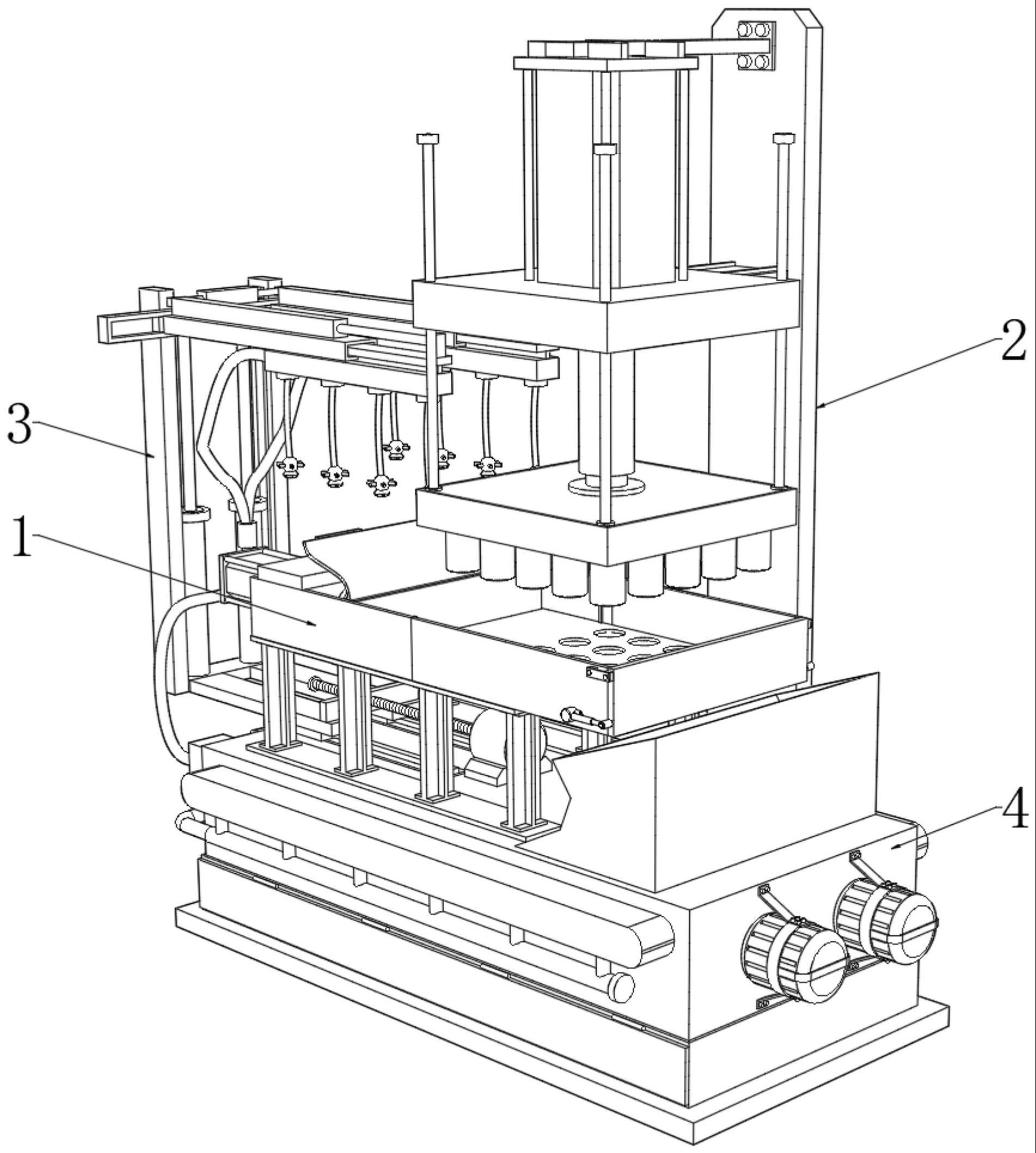
2、为实现上述目的,本发明提供如下技术方案:一种纸芯木塞头生产加工设备,包括备料组件,所述备料组件底部安装有回收循环组件,所述回收循环组件的侧面安装有加工组件,所述回收循环组件的顶部一端安装有清屑组件,所述备料组件的外侧设置有备料槽,所述备料槽的内侧滑动安装有推板,所述推板的侧面安装有两个伸缩推杆,所述加工组件的顶部安装有加工气缸,所述加工气缸的底部连接有加工伸缩杆,所述加工伸缩杆的底部安装有挤压盒,所述挤压盒的底部均匀分布有多个成型套,所述成型套的内侧活动安装有挤压盘;
3、所述清屑组件的顶部安装有两个吸料盒,所述吸料盒的底部均匀分布有多个软管,所述软管的底部连接有重力吸球,所述吸料盒的一端连接有软接管,所述软接管的一端安装有吸风机,所述回收循环组件的外侧设置有粉碎箱,所述粉碎箱的内部设置有两个传动轴,所述传动轴的外壁分布有多个粉碎刀,所述回收循环组件的两侧安装有输气盒,所述输气盒的侧面均匀分布有多个喷气嘴,所述喷气嘴贯穿于回收循环组件的内侧。
4、优选的,所述备料槽的内侧底部设置有挤压槽,所述备料槽的内壁两侧对称设置有感应条,所述伸缩推杆的一端安装有推动气缸,所述备料槽的内侧一端安装有连接盒,所述伸缩推杆的外侧贯穿于连接盒的内侧,所述推动气缸的一端与连接盒的侧面相连接,所述备料槽的底部固定安装有底撑架。
5、优选的,所述备料槽的侧面安装有侧撑架,所述侧撑架的侧面固定安装有顶撑架,所述加工气缸的底部与顶撑架的顶部连接,所述加工伸缩杆的顶部活动贯穿于顶撑架的内侧,所述挤压盒的顶部四角设置有导向柱,所述导向柱活动贯穿于顶撑架的四角,所述侧撑架的底部固定安装有底板。
6、优选的,所述挤压盘的顶部贯穿于挤压盒的底部,所述挤压盘的顶部连接有顶框架,所述顶框架活动安装在挤压盒的内侧,所述顶框架的底部分布有多个电动伸缩杆。
7、优选的,所述吸料盒的顶部安装有伸缩轨道,所述伸缩轨道的顶部安装有伸缩推杆,所述伸缩轨道的一端安装有侧向滑轨,所述侧向滑轨的顶部安装有侧向推杆,所述侧向推杆的两端与伸缩推杆的一端相连接。
8、优选的,所述侧向滑轨的一侧对称设置有两个升降滑轨,所述侧向滑轨的侧面底部连接有升降推杆,所述升降推杆的底部连接有平移滑轨,所述的一端螺纹连接有平移丝杆,所述平移丝杆的一端安装有平移电机。
9、优选的,所述平移滑轨的底部安装在粉碎箱的顶部,所述粉碎箱的顶部安装有入料口,所述粉碎箱的一端安装有粉碎电机,且所述粉碎电机的一端与传动轴的一端相连接。
10、优选的,所述粉碎箱的另一端安装有气泵,所述气泵的底部固定连接有两个输气管道,所述输气管道的外侧与输气盒的底部相连接,所述粉碎箱的底部安装有回收盒,所述回收盒的一侧活动安装有侧开盖板。
11、一种纸芯木塞头生产加工设备的使用方法,包括以下步骤:
12、s1、首先,将加工粉碎好的纸芯大量投放入备料槽的内部,通过推动气缸气动控制伸缩,使得推杆延伸,进而推动推板对纸芯实现推动,投入大量的纸芯以便于挤压的更加紧密,在成型模式下当推到感应条的位置时通过传感方式停止推动。
13、s2、同时,加工气缸气动控制加工伸缩杆下推,进而带动挤压盒挤压在纸芯的顶部,使得纸芯形成方形,在下推的过程中成型套会通过底部的切口对方形块进行切割成木塞形状。
14、s3、并且,切割成型之后电动伸缩杆会进行收缩,带动顶框架下压,从而带动挤压盘在成型套的内部进一步下压,使得切割出的纸芯木塞更加紧密成型,一体化成型无需后期的切裁打磨,提高了生产效率。
15、s4、木塞成型过后挤压盒会随着加工气缸和加工伸缩杆的控制上升,与此同时,推动气缸推动伸缩推杆带动推板延伸推动将多余的材料推动至下料盖板的位置,利用斜拉伸缩杆控制下料盖板开启,从而可以将废料经过入料口投入粉碎箱的内部进行回收处理。
16、s5、随后再次通过电动伸缩杆收缩带动顶框架下压,使得挤压盘将成型套内部成型的木塞推出,成型好的木塞会掉落在挤压槽上,方便了工作人员进行快速收集,收集过后再次循环上述操作。
17、s6、在生产过程中,吸风机经过软接管与吸料盒上连通,将软管与重力吸球连通分布在吸料盒上,从而通过吸风机产生强劲的吸力将废屑从重力吸球吸入,随后经过软管、吸料盒和软接管将废屑吸入粉碎箱的内侧再次回收利用,其中重力吸球具备一定重力,可以配合软管柔性作用对设备的多个死角提供吸除作用。
18、s7、在吸除过程中伸缩轨道与伸缩推杆的配合可以控制吸料盒进行延长,侧向滑轨与侧向推杆的配合可以控制伸缩轨道和吸料盒向两侧展开或向内合并,同时升降滑轨与升降推杆可以提供升降调节控制,实现了高度调整,并且配合上平移电机驱动平移丝杆控制平移滑轨平移操作,有助于提高吸除清洁的范围。
19、s8、回收入粉碎箱内部的废料和废屑可以经过粉碎电机驱动传动轴利用粉碎刀再次粉碎处理,在粉碎的过程中气泵经过输气管道连通上安装在输气盒一侧分布的喷气嘴,进而可以在粉碎时利用气压将废屑吹起经过粉碎刀反复粉碎操作,粉碎完成后纸芯则回收存储在回收盒的内部,通过开启侧开盖板即可取出再次循环利用。
20、与现有技术相比,本发明的有益效果是:
21、1、通过推动气缸气动控制伸缩,使得推杆延伸,进而推动推板对纸芯实现推动,投入大量的纸芯以便于挤压的更加紧密,加工气缸气动控制加工伸缩杆下推,进而带动挤压盒挤压在纸芯的顶部,使得纸芯形成方形,在下推的时成型套通过底部的切口对方形块进行切割成木塞形状,切割成型之后电动伸缩杆会进行收缩,带动顶框架下压,从而带动挤压盘在成型套的内部进一步下压,使得切割出的纸芯木塞更加紧密成型,一体化成型无须后期的切裁打磨,提高了生产效率,保证了木塞生产的进度,进而有利于进一步提升产量;
22、2、通过推动气缸推动伸缩推杆带动推板延伸推动将多余的材料推动至下料盖板的位置,利用斜拉伸缩杆控制下料盖板开启,从而可以将废料经过入料口投入粉碎箱的内部进行回收处理,回收入粉碎箱内部的废料和废屑可以经过粉碎电机驱动传动轴利用粉碎刀再次粉碎处理,在粉碎的过程中气泵经过输气管道连通上安装在输气盒一侧分布的喷气嘴,进而可以在粉碎时利用气压将废屑吹起经过粉碎刀反复粉碎操作,粉碎完成后纸芯则回收存储在回收盒的内部,通过开启侧开盖板即可取出再次循环利用,采用回收循环利用有利于减少了木材资源的浪费,提高了节约效果,对环境保护作出了贡献。
23、3、通过吸风机产生强劲的吸力将废屑从重力吸球吸入,随后经过软管、吸料盒和软接管将废屑吸入粉碎箱的内侧再次回收利用,其中重力吸球具备一定重力,可以配合软管柔性作用对设备的多个死角提供吸除作用,在吸除过程中伸缩轨道与伸缩推杆的配合可以控制吸料盒进行延长,侧向滑轨与侧向推杆的配合可以控制伸缩轨道和吸料盒向两侧展开或向内合并,同时升降滑轨与升降推杆可以提供升降调节控制,实现了高度调整,并且配合上平移电机驱动平移丝杆控制平移滑轨平移操作,有助于提高吸除清洁的范围,从而有利于对设备提供全方位多面清洁处理的效果,有效地减少了废屑堆积造成设备运行受到影响的问题。
- 还没有人留言评论。精彩留言会获得点赞!