一种涡流纺段彩纱的纺纱方法及装置与流程
本发明属喷气涡流纺纱,涉及一种涡流纺段彩纱的纺纱方法及装置。
背景技术:
1、段彩纱是一类主要依托细纱工艺纺制的花式纱线。段彩纱具有较好的个性化效果,时尚感强,色彩变化较为丰富,具有强烈的色泽感、立体感和层次感,其可设计性强,在服装、家纺设计等领域应用广泛。目前的段彩纱纺制方法主要是基于环锭纺细纱机实现,通过改造牵伸罗拉驱动形式,实现断续喂入饰纱粗纱,连续喂入基纱,断续的饰纱粗纱与基纱汇聚加捻纺制成段彩纱。
2、喷气涡流纺已实际应用25年。经过几代的技术革新和工艺改进,一方面,喷气涡流纺产品对纤维原料的适应范围不断增广,涤纶、粘胶等化学纤维被大量投入生产,喷气涡流纺纱线品种愈发丰富;另一方面,喷气涡流纺的纺纱速度也有了较大提升,一般在450m/min左右,最快可达550m/min。涡流纺纱机纺纱速度高、自动化程度高,工人工作强度低,具有一定优势。但是涡流纺纱机以纤维条作为原料,纤维条定量大、体积大,所需牵伸倍数高,牵伸罗拉运转速度快、惯性大,很难像改造环锭细纱机的模式改造涡流纺纱机牵伸机构,实现纺制涡流纺段彩纱。专利公告号为cn 108588937 b的一种长片段涡流纺段彩纱及其纺制方法,是通过长片段多彩并条机装置进行生产长片段多彩棉条,然后将所得棉条在涡流纺细纱机中进行生产,得到长片段多彩涡流纺纱线。该方法本质上实在前纺工艺制备出段彩纤维条,经涡流纺纱机纺制成细纱,在涡流纺细纱工序对所纺段彩纱不具有可调控性。专利公告号为cn 113684577 a的一种涡流纺短片段段彩纱的纺制方法,需在涡流纺后罗拉处加装双孔喇叭口,且在导条架上加装纱线张力装置和吊锭装置,须条和饰纱经涡流纺后罗拉穿入进入中前罗拉,饰纱经后中前罗拉时被牵切成一定长度的纤维段,普通条子经涡流纺纺锭和针座在涡流的作用下纤维段裸露在普通芯纤维外,经摩擦罗拉形成短片段涡流纺段彩纱。该方法是利用饰纱细纱在牵伸区被随机牵断形成短片段饰纱线,与正常牵伸的纤维条混合成纱,该方法只是利用罗拉牵伸特点,并未对牵伸机构做出改进,所纺段彩纱特点单一,特征无法有效调节,具有较大的局限性。
技术实现思路
1、本发明所要解决的技术问题是提供一种纺制涡流纺段彩纱的纺纱方法及其装置,特别是涉及一种带有附加牵伸装置的涡流纺段彩纱纺纱装置。本发明通过设计特殊结构的附加牵伸装置,实现该装置的传动、加压和饰纱粗纱的断续牵伸,获取粗细变化的饰纱纤维须条,与正常牵伸的纤维条混合成纱,实现特征可控涡流纺段彩纱的纺制。
2、本发明的技术方案如下:
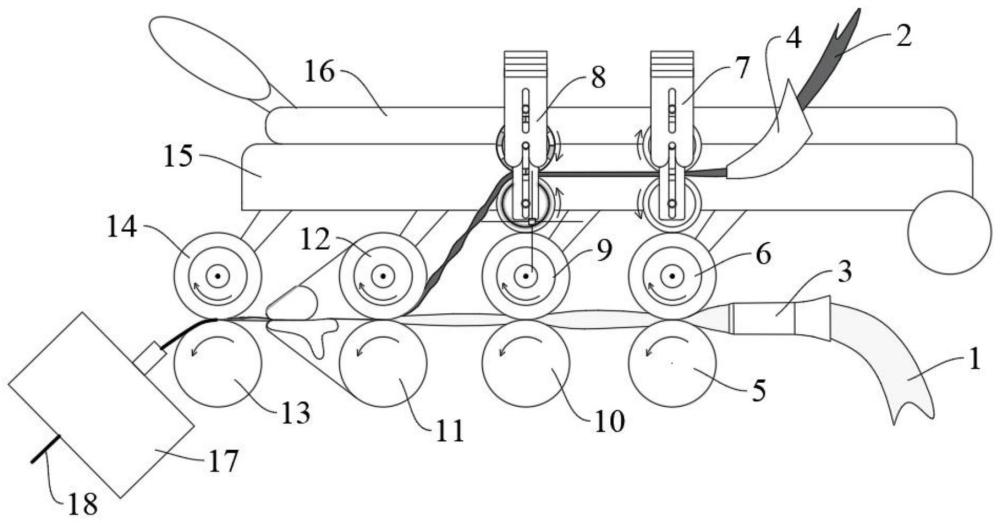
3、本发明的一种涡流纺段彩纱的纺纱装置,如图1所示,通过在涡流纺纱机牵伸机构上加装附加牵伸装置,该附加牵伸装置分为饰纱粗纱喂入组件和饰纱粗纱输出组件。具体纺纱纺纱是将基础纤维条通过导条喇叭口喂入涡流纺纱机的牵伸机构,经后罗拉和后上胶辊,中二罗拉和中二上胶辊,中一罗拉和中一上胶辊,前罗拉和前上胶辊的多段均匀牵伸、输出。将饰纱粗纱从导纱喇叭口喂入饰纱粗纱喂入组件,该饰纱粗纱喂入组件与后上胶辊接触,并具有一定压力,利用摩擦作用由后上胶辊驱动饰纱粗纱喂入组件运转,然后饰纱粗纱进入饰纱粗纱输出组件,该饰纱粗纱输出组件与中二上胶辊接触,同样具有一定压力,利用摩擦作用由中二上胶辊驱动饰纱粗纱输出组件运转。涡流纺纱机中二上胶辊与后上胶辊存在速度差,所以饰纱粗纱输出组件与饰纱粗纱喂入组件的运转速度同样存在速度差,即实现了饰纱粗纱的牵伸过程,同时,饰纱粗纱输出组件的输出上辊周向分布数个设计规格的沟槽,饰纱粗纱经过该沟槽辊会出现断续握持,进而受到非均匀牵伸,经过该装置后,饰纱粗纱以粗细不匀形态喂入涡流纺纱机主牵伸区,并在主牵伸区与基础纤维条汇合,混合纤维条经过进一步牵伸进入纺杯,最终纺制成涡流纺段彩纱。
4、所述饰纱粗纱喂入组件主要由四个部件组成,分别是喂入组件主体支架、喂入组件分支架、喂入下辊和喂入上辊,如图4所示。饰纱粗纱喂入组件的组装结构如图5所示,饰纱粗纱喂入组件采用两锭模式,左右为对称结构。喂入组件主体支架上端为水平结构,在边缘和中间一定位置分别垂直向下延申出折叠形弹簧结构c和折叠形弹簧结构d,折叠形弹簧结构进一步垂直向下延申出从垂直平面结构,该垂直平面结构中部有一个封闭滑槽,其底端有一个半开放式滑槽。喂入下辊和喂入上辊安装在喂入组件分支架的滑槽中,而喂入组件分支架的侧方具有悬臂卡轴,并通过悬臂卡轴安装入喂入组件主体支架所属垂直平面结构的封闭滑槽中,同时位于喂入组件分支架中的喂入上辊轴向中心伸出主体的喂入上辊中心轴卡入垂直平面结构的半开放式滑槽。
5、所述喂入下辊和喂入上辊均为两层结构,辊中心为转动轴,辊内层为金属圆辊,辊外层为橡胶层,且均为均匀结构。
6、所述饰纱粗纱输出组件同样主要由四个部件组成,分别是输出组件主体支架、输出组件分支架、输出下辊和输出上辊,如图4所示。饰纱粗纱输出组件的组装结构如图5所示,饰纱粗纱输出组件采用两锭模式,左右为对称结构。输出组件主体支架上端为水平结构,在边缘和中间一定位置分别垂直向下延伸出折叠形弹簧结构a和折叠形弹簧结构b,折叠形弹簧结构进一步向下延申出垂直平面结构,该垂直平面结构中部有一个封闭滑槽,其底端有一个半开放式滑槽。输出下辊和输出上辊安装在输出组件分支架的滑槽中,而输出组件分支架的侧方具有悬臂卡轴b,并通过悬臂卡轴b安装入输出组件主体支架所属垂直平面结构的封闭滑槽中,同时位于输出组件分支架中的输出上辊轴向中心伸出主体的输出上辊中心轴卡入垂直平面结构的半开放式滑槽。
7、所述输出下辊和输出上辊均为两层结构,辊中心为转动轴,辊内层为金属圆辊,辊外层为橡胶层。输出下辊为均匀结构。输出上辊的结构如图7所示,输出上辊的橡胶层具有沟槽结构,在输出上辊的周向分布有一定数量的两端封闭的输出上辊橡胶层沟槽,输出上辊橡胶层沟槽与输出上辊的输出上辊中心轴平行,两个沟槽之间的输出上辊橡胶层沟槽之间的区域仍保持与输出上辊外径一致。
8、所述涡流纺段彩纱产品特征可以通过改变输出上辊的上辊直径和沟槽分布规律来调整段彩片段长度和分布规律。
9、所述饰纱粗纱喂入组件和饰纱粗纱输出组件都安装在涡流纺纱机摇架的上摇臂上,如图2所示,在掀开上摇臂时,饰纱粗纱喂入组件和饰纱粗纱输出组件与后上胶辊和中二上胶辊脱离,不影响涡流纺纱机原牵伸机构的操作。压下上摇臂时,饰纱粗纱喂入组件和饰纱粗纱输出组件分别与后上胶辊和中二上胶辊贴合。此时饰纱粗纱喂入组件的喂入下辊在后上胶辊的作用下沿喂入组件分支架的滑槽靠向喂入上辊,喂入上辊通过喂入上辊中心轴将作用力传递至喂入组件主体支架的垂直平面结构,并通过折叠形弹簧结构c与折叠形弹簧结构d传递至固定与上摇臂的喂入组件主体支架,而折叠形弹簧结构的压缩为各辊间提供压力,以满足传动和牵伸需要。同样,饰纱粗纱输出组件的受力和运行方式与饰纱粗纱喂入组件相同。
10、所述涡流纺段彩纱纺纱方法也可以通过调整涡流纺纱机各区牵伸倍数的分配实现一定范围调整纱线段彩长度。
11、本发明的有益效果:
12、1.本发明可以实现可控特征的涡流纺段彩纱纺制,有效拓展涡流纺段彩纱产品种类。
13、2.本发明只需在原涡流纺纱机牵伸机构上附加一个牵伸机构,不需要对涡流纺纱机原牵伸机构进行改造,就能实现饰纱粗纱的喂入和非均匀牵伸,配以不同的沟槽形输出上胶辊和后区牵伸倍数,即可纺制出不同规格的涡流纺段彩纱,具有较好的经济效益。
- 还没有人留言评论。精彩留言会获得点赞!