一种座椅套袋加工用热封机及其工作方法与流程
本发明涉及汽车座椅套袋加工,尤其涉及一种座椅套袋加工用热封机及其工作方法。
背景技术:
1、在售的汽车新车,为了保证试驾乘客的卫生,往往在新车内的汽车座椅上套设一次性的塑料薄膜袋,汽修厂在对车辆进行维护保养过程中也需要使用这种一次性的座椅套袋进行防护。如图1所示,展示了现有的座椅套袋9,为了更好的适应座椅顶部的形状,塑料薄膜袋的顶部封口线为弧形热封线901,是一种大凸弧线形的热封线。然而,现有的设备无论是自动化程度高的制袋机生产线还是手动的热封机,其热封刀均是直线型,只能做出直线的热封线。
2、因为这种座椅套袋的需求量不是很大,且规格大形状特殊。现阶段工厂在制作时,往往采用人工手持工具进行热封。制作仿形的样板,样板上镂空有与弧形热封线901一致的走线缝。将样板压在需要热封的塑料薄膜上定位好。人工手持小型的烫合工具,沿着样板上的走线缝一点一点地进行烫合热封塑料薄膜袋。这样操作方式,虽然能够满足制袋要求,但是存在人工成本居高不下,同时热封口的质量严重依赖工人的技能水平等问题。
3、为了克服上述问题需要一种座椅套袋加工用热封机及其工作方法。
技术实现思路
1、本发明的目的是提供一种座椅套袋加工用热封机及其工作方法,能够一次性加工完成弧形热封线,节省人力,提高了加工质量。
2、为解决上述技术问题,本发明采用如下技术方案:
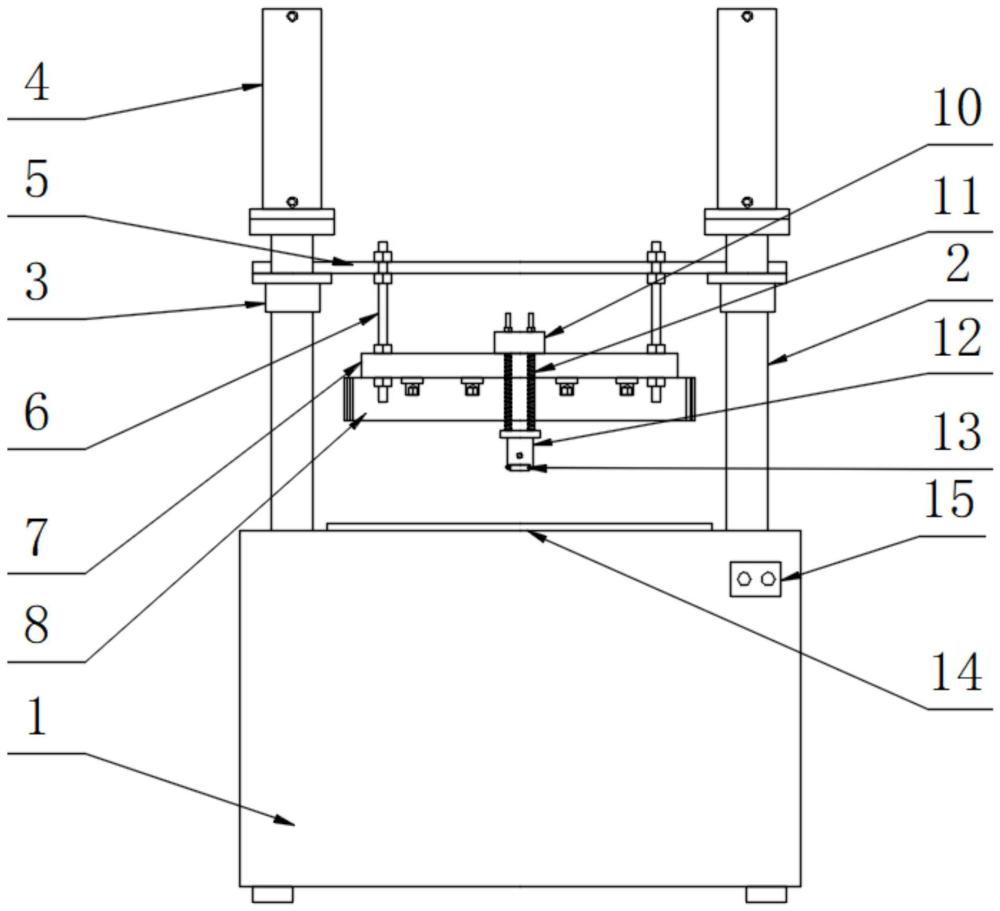
3、本发明一种座椅套袋加工用热封机,包括机座、竖直驱动机构、热封刀架和热封刀组,所述机座顶面为放置需要热封的座椅套袋的工作台,所述竖直驱动机构架设在所述机座顶面上竖直向下的工作端连接所述热封刀架,所述热封刀架底部固定所述热封刀组,所述热封刀组水平设置且能够向下平移压合在所述工作台上;所述热封刀组包括烫刀和加热带,所述烫刀采用扁钢带折弯成c弧形状且与设定的弧形热封线一致,所述加热带贴附在所述烫刀一侧且为其加热。
4、进一步的,所述热封刀组还包括背钢带、连接板件和压紧顶丝,所述背钢带为与所述烫刀通长的扁钢条且叠放在所述加热带外侧壁上;多个所述连接板件等间距间隔固定连接在所述烫刀顶面上,所述连接板件为l板形状在所述烫刀外侧的立板上开设有螺纹孔,所述压紧顶丝螺纹连接所述螺纹孔且内端头压紧在所述背钢带外侧壁上;所述连接板件在所述烫刀内侧的平板部分开设有安装孔,所述安装孔内安装连接到所述热封刀架底面的螺栓。
5、进一步的,所述背钢带和所述加热带之间还叠设有一层隔热垫,所述烫刀的工作底沿通长凸出于所述背钢带、加热带和隔热垫。
6、进一步的,所述烫刀的根部设置有隔热槽,所述隔热槽为圆弧槽,且两侧的两个所述隔热槽错开设置,所述加热带设置在所述隔热槽和所述烫刀的工作底沿之间。
7、进一步的,所述热封刀架为工字型钢管架,所述横梁的两端设置连接所述竖直驱动机构的螺杆安装孔,所述横梁上还设置有与所述安装孔对应的螺纹孔。
8、进一步的,所述热封刀架的纵梁为嵌套梁包括中套管和中插管,所述中插管导向滑动插入连接在所述中套管内;所述中套管外壁上设置有锁位顶丝,所述锁位顶丝内端头顶紧在所述中插管外壁上;同一安装位置的所述螺纹孔数量为多个且沿着所述弧形热封线规格变化方向间隔设置。
9、进一步的,所述竖直驱动机构包括立柱、导向套、直线驱动单元、顶横梁板和支撑螺杆,四个所述立柱竖直设置在所述工作台四个角位,前后相邻两个所述立柱顶部通过水平设置的顶板连接,所述直线驱动单元竖直安装在所述顶板中间位置,所述直线驱动单元朝向探出的工作端连接在所述纵梁板上,所述纵梁板两端通过所述导向套滑动导向在所述立柱上;两个所述顶横梁板平行设置且两端固定连接在所述纵梁板上,四个所述支撑螺杆竖直设置,所述支撑螺杆顶端连接所述顶横梁板且底端连接所述螺杆安装孔。
10、进一步的,还包括吹膜组件,所述吹膜组件包括导向孔块、导向杆、底部安装块、压轮和喷气嘴,所述导向孔块安装在所述热封刀架的前部上方中间位置,所述导向孔块悬臂端通过竖直导向孔导向连接有导向杆,所述导向杆底部连接所述底部安装块;所述导向杆通过压簧和顶部的锁母轴向预定位在所述竖直导向孔中;所述压轮安装在所述底部安装块底端,所述喷气嘴能够导出干燥洁净压缩空气将需要热封的座椅套袋薄膜铺平。
11、本发明还公开了一种座椅套袋加工用热封机工作方法,应用权利要求8中的座椅套袋加工用热封机进行座椅套袋的弧形热封线加工,所述竖直驱动机构一个往复行程带动热封刀组压制出整个的弧形热封线。
12、进一步的,包括以下步骤:
13、步骤一、备料,薄膜料已经分为多段等长的塑料薄膜圆筒段叠放在一起,热封刀组复位到最高工位,人工手持一段塑料薄膜到所述工作台上,两只手分别抓握该段塑料薄膜的两侧边中间位置,拉紧到工作台前沿;
14、步骤二、平铺薄膜,通过操控面板上按钮,所述竖直驱动机构驱动所述热封刀组向下平移到中间工位,此时压轮接到塑料薄膜上,喷气嘴喷出扇形散射的气流,将塑料薄膜需要热封的端头铺平;
15、步骤三、热封,通过操控面板上按钮,所述竖直驱动机构驱动所述热封刀组继续向下平移到最低工位,此时烫刀压紧在塑料薄膜上进行烫合,达到设定时间后所述竖直驱动机构驱动所述热封刀组自动回位到中间工位;
16、步骤四、冷却,喷气嘴喷出扇形散射的气流对烫合完成的弧形热封线进行冷却定型,达到设定时间后停气,所述竖直驱动机构驱动所述热封刀组自动回位到最高工位,人工取下座椅套袋,准备下一次工作。
17、与现有技术相比,本发明的有益技术效果:
18、本发明座椅套袋加工用热封机,通过采用整根扁钢带折弯成型的烫刀,仿形能力强,能够做出完全符合要求的弧形热封线,而且工作底沿的高度一致,能够同时进行烫合,一次压制即可成型;通过等长度的加热带贴附在烫刀一侧,能够沿着烫刀通长进行加热,避免出现局部加热不均的情况。本发明座椅套袋加工用热封机能够一次性加工完成弧形热封线,节省人力,提高了加工效率和质量。
19、此外,通过若干个连接板件的设置,既能够解决热封刀组和热封刀架的安装问题,也能够解决加热带的安装问题;通过增设背钢带,能够较好的实现对加热带背部支撑使之和烫刀的贴合度明显改善,显著改善热利用效率;通过隔热垫和隔热槽的设置,能够降低加热带向外散热途径,保证烫刀高效受热。通过采用工字型钢管架的热封刀架设置,结构简单容易实现,便于安装c型的烫刀;通过中套管和中插管的嵌套设置,能够实现两个横梁之间的间距调整,同时配备多个螺纹孔,能够在座椅套袋规格变化后,及时调整烫刀的形状进行适应性装配,能够满足多种规格的座椅套袋生产需求。通过在热封刀架和顶横梁板之间设置四个竖直的支撑螺杆进行连接,能够起到支撑作用的同时,能够对热封刀架进行调平,进而保证烫刀的工作底沿位于同一水平面。通过增设吹膜组件,能够在热封前对塑料薄膜进行顺畅的平铺,降低人工摆铺的工作量。同时在吹铺的过程中,能够对塑料薄膜表面进行清理,降低灰尘的影响。通过压轮的设置,能够在工作台前沿中间位置进行辅助定位塑料薄膜,避免中部薄膜在受吹气过程向后移动造成的定位不准。
20、本发明座椅套袋加工用热封机工作方法,通过最高工位、中间工位和最低工位的三工位动作幅度控制,能够实现喷气嘴清理、平铺塑料薄膜和冷却定型的作用,同时因为高度差的存在喷气时对热封刀组影响小。通过,最后的冷却定型步骤,能够使得弧形热封线热合区域快速冷却,避免人工拉拽下料时产生从弧形热封线处断裂的问题。
- 还没有人留言评论。精彩留言会获得点赞!