一种多比例混纺纱及其生产方法和应用与流程
本发明属于纺织领域,具体涉及一种多比例混纺纱及其生产方法和应用。
背景技术:
1、汉麻纤维吸湿性符合人体皮肤的生理需求,具有卓越的吸湿透气性能,在气候干燥的春秋及冬季,汉麻纤维有良好的保暖性能,而在夏季又凉爽宜人。但汉麻纤维长度差异大,且在生产使用过程中,存在成纱棉结高、麻结、布面毛糙等生产问题。
2、针织用纱要求纱线强力高、疵点少、手感柔软、条干均匀、色泽好,且生产高支纱时需要使用支数较高的汉麻纤维进行生产,如何获得条干均匀、强力高、布面麻结疵点少且具有良好吸湿性能的混纺纱线性能,是亟待解决的问题。
技术实现思路
1、针对以上技术问题,本发明提供了一种多比例混纺纱及其生产方法和应用,通过将细旦天丝、长绒棉、汉麻按比例混合,并对其生产过程进行优化,得到一种各项质量指标优异的多比例混纺纱。
2、本发明提供了一种多比例混纺纱,由细旦天丝、长绒棉、汉麻按照50-52:41-42:7-8的重量比例混纺而成。
3、进一步地,细旦天丝、长绒棉、汉麻的重量比例为50:42:8。
4、进一步地,所述汉麻的性能参数为:纤维支数1480nm,并丝率4.56%,含杂率1.2%,麻粒15粒/克,平均长度27mm,短绒率38.53%,强度2.1cn/dtex。
5、本发明还提供了一种多比例混纺纱的生产方法,依次包括清花工序、梳棉、精梳工序、并条工序、粗纱工序、细纱工序和络筒工序。
6、进一步地,梳棉工序中小漏底弦长200mm,锡林速度248r/min、刺辊速度452r/min,精梳工序中,使用梳棉用锡林针齿,针齿密度40000齿,纤维棉结40-50粒/克以内。
7、进一步地,并条工序中先对细旦天丝进行预并,接着采用3根细旦天丝条、2根精梳长绒棉条、1根精梳长绒棉/汉麻条并合进行一并工序。
8、进一步地,细纱工序使用加长上销,2.75带压力棒钳口。
9、本发明还提供了上述任一多比例混纺纱或任一所述方法制得的多比例混纺纱在生产高档针织面料中的应用。
10、本发明还提供了一种混纺面料,由上述多比例混纺纱编织而成。
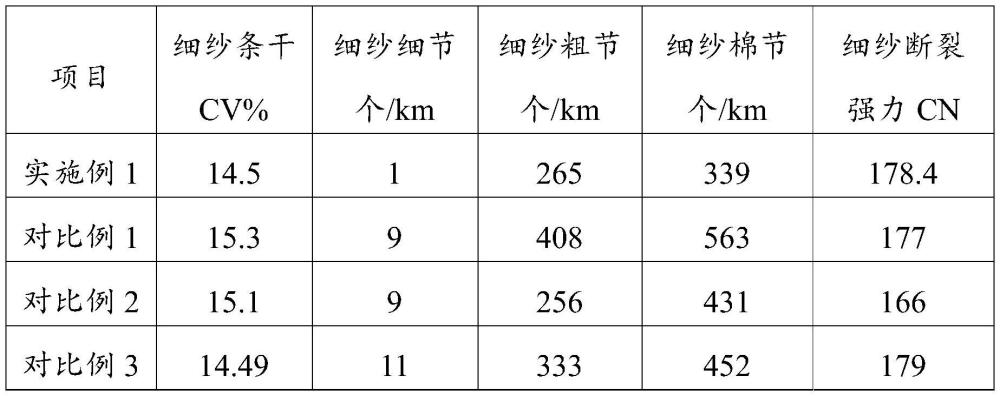
11、与市场上现有产品及现有技术相比,本发明的有益效果是:本发明使用较粗的汉麻纤维进行混纺,通过精梳工序温湿度、落棉控制、梳棉工序棉结控制等,所生产的混纺纱条干均匀度,纱线强力高,使纱线具有良好的编织性能,
12、减少纱线断头,布面麻结疵点少。
13、采用本发明制得的高支纱光洁柔软、条干均匀、具有良好的吸湿性,一定的强度和延伸性,可用于针织面料。
技术特征:
1.一种多比例混纺纱,其特征在于,由细旦天丝、长绒棉、汉麻按照50-52:41-42:7-8的重量比例混纺而成。
2.根据权利要求1所述的多比例混纺纱,其特征在于,细旦天丝、长绒棉、汉麻的重量比例为50:42:8。
3.根据权利要求1任一所述的多比例混纺纱,其特征在于,所述汉麻的性能参数为:纤维支数1480nm,并丝率4.56%,含杂率1.2%,麻粒15粒/克,平均长度27mm,短绒率38.53%,强度2.1cn/dtex。
4.权利要求1-3任一所述多比例混纺纱的生产方法,其特征在于,依次包括清花工序、梳棉、精梳工序、并条工序、粗纱工序、细纱工序和络筒工序。
5.根据权利要求4所述的一种多比例混纺纱的生产方法,其特征在于,梳棉工序中小漏底弦长200mm,锡林速度248r/min、刺辊速度452r/min,精梳工序中,使用梳棉用锡林针齿,针齿密度40000齿,纤维棉结40-50粒/克以内。
6.根据权利要求4所述的多比例混纺纱的生产方法,其特征在于,并条工序中先对细旦天丝进行预并,接着采用3根细旦天丝条、2根精梳长绒棉条、1根精梳长绒棉/汉麻条并合进行一并工序。
7.根据权利要求4所述的多比例混纺纱的生产方法,其特征在于,细纱工序使用加长上销,2.75带压力棒钳口。
8.权利要求1-3任一所述多比例混纺纱或权利要求4至7任一所述方法制得的多比例混纺纱在生产高档针织面料中的应用。
9.一种混纺面料,其特征在于,由如权利要求1-3任一项所述的多比例混纺纱编织而成。
技术总结
本发明涉及一种多比例混纺纱及其生产方法和应用。该多比例混纺纱由细旦天丝、长绒棉、汉麻按照50:42:8的重量比例混纺,经清花、梳棉、精梳、并条、粗纱、细纱、络筒、股线工序,最终得到65支股线。采用本发明制得的多比例混纺纱光洁柔软、条干均匀、具有良好的吸湿性、抗菌性,可用于高档针织面料。
技术研发人员:叶小丽,苗馨匀,郑久虎,冷鹏,姚熙然
受保护的技术使用者:际华三五零九纺织有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!