一种防钩纱锦纶6生产工艺的制作方法
本发明属于锦纶6生产,具体涉及一种防钩纱锦纶6生产工艺。
背景技术:
1、锦纶因其优异的物理性能,如强度高、吸湿性好和染色鲜艳等特点,广泛应用于服饰领域。近年来,锦纶6纤维的研究,特别是针对具备各种差别化锦纶6纤维的研究迅速发展。
2、锦纶6熔融纺丝过程中,熔体经喷丝板上的喷丝微孔挤出后,经冷却、拉伸、网络等步骤,多根纤维缠结形成一股制得纱线。
3、传统的锦纶6纱线易松散且冷拉伸后易发生变形伸长,进而导致其在织造时容易出现钩纱问题,使其在高端织造领域的发展受到极大限制。
技术实现思路
1、为了克服现有技术存在的问题,本发明的目的在于提供一种防钩纱锦纶6生产工艺,使制得的锦纶6纱线在织造时不易出现钩纱问题。
2、为了解决上述技术问题,本发明采用的技术方案为:
3、一种防钩纱锦纶6生产工艺,包括:
4、1)将聚酰胺6干切片进行熔融,获得聚酰胺6熔体;
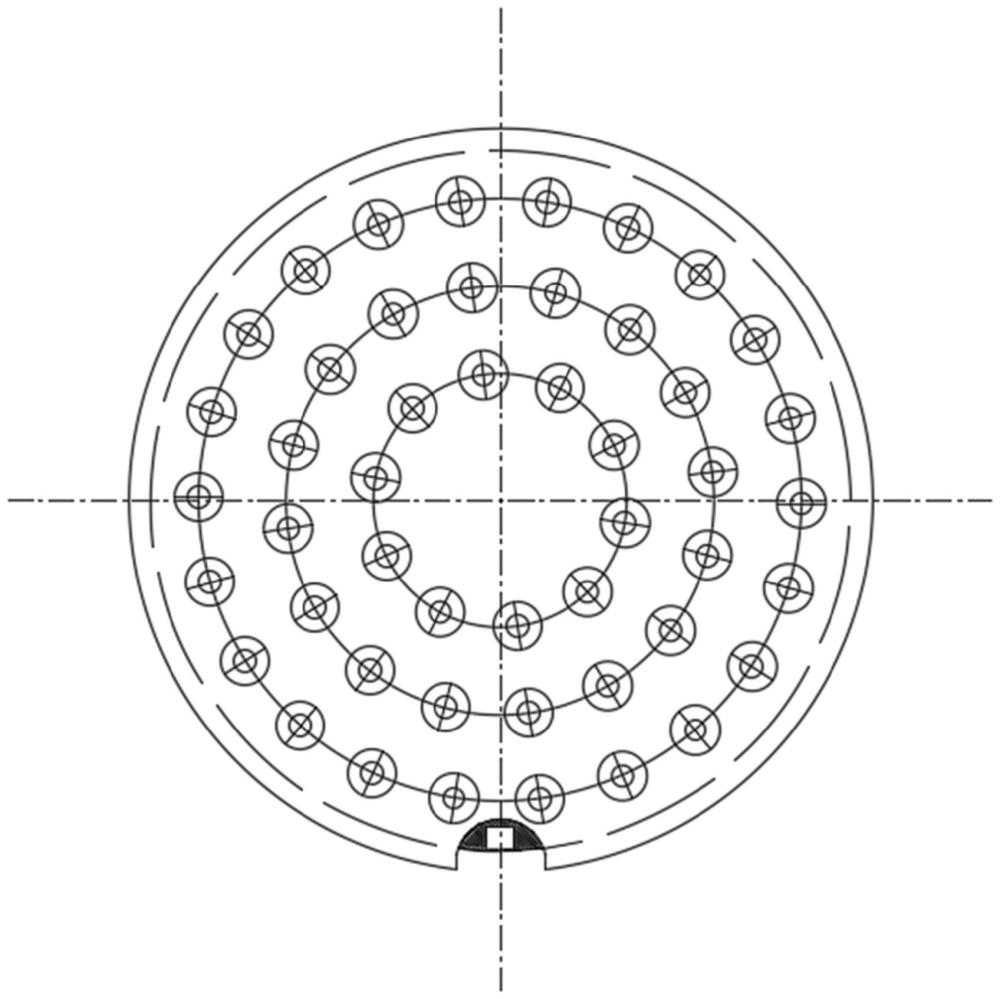
5、2)聚酰胺6熔体经喷丝板上的喷丝微孔挤出,获得聚酰胺6纤维丝束;
6、3)聚酰胺6纤维丝束依次经侧吹风冷却、集束上油、拉伸定型和网络后卷绕成形,获得锦纶6纤维;
7、所述喷丝板上喷丝微孔的横截面为圆形结构,喷丝微孔的孔径为0.30~0.55mm,纤维的拉伸比为1.30~1.34。
8、作为一种可能的实施方式,进一步,所述聚酰胺6干切片的相对粘度为2.40~2.70。
9、作为一种可能的实施方式,进一步,步骤1)中聚酰胺6干切片进行熔融时,同时对聚酰胺6干切片进行混炼、压缩和挤出,获得聚酰胺6熔体;其中,熔融、混炼、压缩和挤出的温度为252~265℃。
10、作为一种可能的实施方式,进一步,挤出压力为120~150kg/m2,优选的,挤出压力为140kg/m2。
11、作为一种可能的实施方式,进一步,步骤2)中聚酰胺6熔体先通过熔体计量泵进行计量,再通过纺丝组件进行过滤,然后经圆形喷丝板上的喷丝微孔挤出。
12、作为一种可能的实施方式,进一步,步骤3)中侧吹风冷却的温度为22~23℃,湿度为70~80%,风速为0.60~0.65m/s。
13、作为一种可能的实施方式,进一步,步骤3)中集束上油中采用的油剂为浓度6~12%的锦纶油剂。
14、作为一种可能的实施方式,进一步,步骤3)中拉伸定型:通过2组辊对纤维进行拉伸;其中,1辊、2辊为一组,3辊、4辊为一组,纤维从1辊、2辊之间以及3辊、4辊之间穿过;
15、所述1辊、2辊同速,转速为2800~3300m/min;
16、所述3辊、4辊同速,转速为4700~4900m/min;
17、所述拉伸定型的温度为145~180℃。
18、作为一种可能的实施方式,进一步,所述喷丝板上的喷丝微孔的孔数为3~96f,进一步优选为,5~68f。
19、相比现有技术,本发明具有如下有益效果:
20、1)本发明通过生产工艺的优化,使制得锦纶6纤维具有优良的取向度与结晶性、纱线集束性能更好,且具有良好的结构稳定性,在织造中可以防钩丝;
21、2)本发明提供的生产工艺,产品质量稳定,制得的锦纶6纤维的断裂强度、断裂伸长率、条干不匀率、沸水收缩率等指标均达到gb/t16603-2008《锦纶牵伸丝》的规定范围,并能满足后续加工和使用要求,有利于其大规模工业化应用。
技术特征:
1.一种防钩纱锦纶6生产工艺,其特征在于,包括:
2.根据权利要求1所述的一种防钩纱锦纶6生产工艺,其特征在于,所述聚酰胺6干切片的相对粘度为2.40~2.70。
3.根据权利要求2所述的一种防钩纱锦纶6生产工艺,其特征在于,步骤1)中聚酰胺6干切片进行熔融时,同时对聚酰胺6干切片进行混炼、压缩和挤出,获得聚酰胺6熔体;其中,熔融、混炼、压缩和挤出的温度为252~265℃。
4.根据权利要求3所述的一种防钩纱锦纶6生产工艺,其特征在于,挤出压力为120~150kg/m2。
5.根据权利要求1所述的一种防钩纱锦纶6生产工艺,其特征在于,步骤2)中聚酰胺6熔体先通过熔体计量泵进行计量,再通过纺丝组件进行过滤,然后经圆形喷丝板上的喷丝微孔挤出。
6.根据权利要求1所述的一种防钩纱锦纶6生产工艺,其特征在于,步骤3)中侧吹风冷却的温度为22~23℃,湿度为70~80%,风速为0.60~0.65m/s。
7.根据权利要求1所述的一种防钩纱锦纶6生产工艺,其特征在于,步骤3)中集束上油中采用的油剂为浓度6~12%的锦纶油剂。
8.根据权利要求1所述的一种防钩纱锦纶6生产工艺,其特征在于,步骤3)中拉伸定型:通过2组辊对纤维进行拉伸;其中,1辊、2辊为一组,3辊、4辊为一组,纤维从1辊、2辊之间以及3辊、4辊之间穿过;
9.根据权利要求1所述的一种防钩纱锦纶6生产工艺,其特征在于,所述喷丝板上的喷丝微孔的孔数优选为3~96f。
技术总结
本发明公开了一种防钩纱锦纶6生产工艺,包括:将聚酰胺6干切片进行熔融,获得聚酰胺6熔体;将所述聚酰胺6熔体经圆形截面喷丝板上的喷丝微孔挤出,获得聚酰胺6纤维丝束,依次经侧吹风冷却、集束上油、拉伸定型和网络交络,然后卷绕成形,获得圆形锦纶6纤维。喷丝板上喷丝微孔的横截面为圆形结构,喷丝微孔的孔数为5F~68F,喷丝微孔的孔径为0.30~0.55mm,纤维的拉伸比为1.30~1.34。本发明制备的圆形锦纶6纤维具有良好的织造时防钩纱效果,满足了后续织造加工和使用要求。
技术研发人员:付重亮,霍显海,凌如贤
受保护的技术使用者:福建锦逸高性能材料有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!