一种纸浆模塑自动化生产系统及工作方法与流程
本发明涉及纸浆生产领域,具体涉及一种纸浆模塑自动化生产系统及工作方法。
背景技术:
1、现有系统中纸托生产各环节采用人工单独进行,纸托在生产过程中,在模塑机出来后,需要烘干系统、所述加湿系统和所述热压系统处理,由于模塑机和烘干系统处理后,经实践过程发现,设备在长期使用后可能存在轻微的性能衰减,产生微小偏差。同时,由于原材料特性,原材料存在微小的密度和厚度差异,同时会对处理后的产品湿度产生偏差。由于各个环节的误差积累。每一个纸托的湿度有区别,由于加湿系统无法单独针对每个纸托自适应加湿,导致每个独立纸托的湿度不一致,如果湿度没有达到设定值,会影响整个纸托在热压系统中的温度分布,纸托的湿度不足以使其在热压系统中得到充分的软化和变形,导致的强度形状不符合要求,同时,湿度不足或过多可能会导致纸托在热压过程中温度分布不均匀,从而影响产品的成型质量。
2、同时,在热压完成后,需要及时对纸托的外观进行检查,确保没有明显的损坏。包括表面是否平整是否有划痕或凹陷等。在检测合格后需要进行贴标,目前质检和贴标均由人工在不同生产线分段进行中间需要进行再次搬移,导致工作效率低。因此为了解决上述问题,需要一种纸浆模塑自动化生产系统及工作方法。
技术实现思路
1、本发明针对现有技术的不足,提出一种纸浆模塑自动化生产系统及工作方法,其中,一种纸浆模塑自动化生产系统的具体技术方案如下:
2、一种纸浆模塑自动化生产系统,包括模塑机本体,其特征在于:
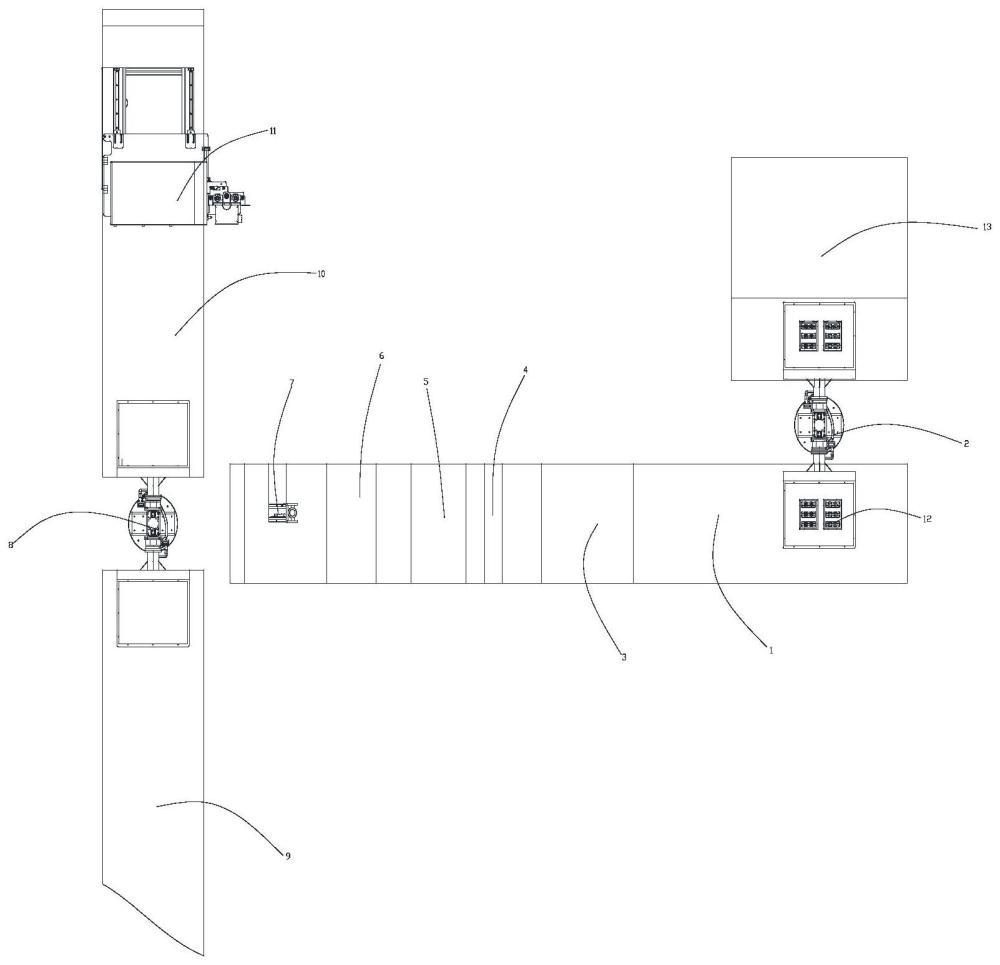
3、还包括输送系统、上料机构、烘干系统、加湿系统和热压系统;
4、所述模塑机本体靠近所述输送系统的输入端,所述上料机构位于输送系统与模塑机本体之间,所述上料机构用于将模塑机本体上的纸托抓取到输送系统的输送部;
5、所述烘干系统、所述湿度采集装置、所述加湿系统和所述热压系统沿所述输送系统的进料端至出料端依次设置在输送系统上。
6、为更好地实现本发明,可进步一地:
7、包括数据采集系统、数据处理模块、预测模型、参数调配模块、控制系统、可视化模块;
8、所述数据采集系统与所述数据处理模块通信,所述数据处理模块将处理后的数据输入到训练好的预测模型中,所述参数调配模块根据所述预测模型的输出值配置加湿参数;
9、所述参数调配模块将加湿参数发送到控制系统中,所述控制系统调整加湿系统的加湿参数,所述参数配置模块同时将所述配置参数发送到显示模块,所述显示模块将数据可视化展示。
10、进一步地:
11、所述湿度采集装置将采集到的数值发送到数据采集系统中,数据采集系统预先录入有纸托的规格型号参数。
12、进一步地:
13、所述上料机构包括旋转座、基座和立柱,基座固定在旋转座的旋转部上,在立柱的相对两侧分别滑动配合安装有滑移组件,在滑移组件上安装有抓手结构,该抓手机构包括旋转汽缸和抓取支架,旋转汽缸固定连接在滑移组件上,抓取支架连接在该旋转汽缸的旋转部上,在该抓取支架上连接有真空吸附结构。
14、进一步地:
15、所述湿度采集装置包括支撑架、升降组件和数据采集器,该支撑架用于支撑所述升降装置,所述数据采集器连接在升降组件的升降端,当纸托经过所述支撑架时,所述升降组件带动数据采集器下降接触到纸托表面采集纸托湿度。
16、进一步地:
17、所述预测模型为神经网络模型。
18、进一步地:
19、还包括图像识别装置、分选装置、次品输送装置、贴标输送装置和贴标机;
20、所述图像识别装置设置在输送系统的输出端,所述贴标输送装置靠近所述传输装置的输出端,所述分选装置位于所述输送系统的输出端、次品输送装置和贴标输送装置之间。
21、其中,一种纸浆模塑自动化生产系统的工作方法的具体技术方案如下:
22、一种纸浆模塑自动化生产系统的工作方法,其特征在于:
23、包括如下过程:
24、s1:上料机构抓取模塑机本体上的纸托放置到输送系统的输送部上;
25、s2:输送系统的输送部带动纸托穿过烘干系统,烘干系统对进入的纸托进行烘干;
26、s3:输送系统的输送部带动烘干后的纸托进入到支撑架下方,升降装置带动数据采集器下降接触到纸托表面采集湿度;
27、s4:数据采集器将湿度数据发送到数据采集系统,所述数据采集系统与数据处理模块通信,数据采集系统将原始特征值发送到数据处理模块,所述数据处理模块将原始特征值输入到预测模型中,参数调配模块根据预测模型的输出值调整加湿系统的加湿参数;
28、s5:输送系统的输送部带动纸托进入到加湿系统中,所述加湿系统对纸托加湿处理;
29、s6:输送系统的输送部将纸托送入到热压系统,所述热压系统对纸托热压处理;
30、s7:图像识别装置识别纸托图像,如果图像识别符合指标要求,则进入s8,否则,进入到s9;
31、s8:分选装置抓取纸托到贴标输送装置,所述贴标输送装置带动纸托到贴标机装置下方贴标处理;
32、s9:分选装置抓取纸托放入到次品输送装置中,所述次品输送装置输送到回收系统。
33、为更好地实现本发明,可进步一地:
34、所述图片识别装置内部识别模型训练过程如下:
35、s1:收集带有标签的纸托样本图像集,该纸托样本图像集保存到训练数据库中作为训练数据集;
36、s2:图像处理模块对训练数据集中的图片进行去躁和平滑预处理;
37、s3:对于纸托样本图像集中的每张图片,向量提取模块依次对应的特征向量,得到向量数据集;
38、s4:以纸托的图像特征作为输入参数,以对应的标签数据作为输出参数训练分选模型,得到图像识别模型。
39、进一步地:
40、所述图像识别装置识别纸托图像的过程如下:
41、s1所述图像识别装置实时采集纸托图像;
42、s2:所述图像识别装置将所述纸托数据发送到所述控制系统,所述控制系统根据接受到的数据判断是否抓取纸托;
43、s3:所述图像识别装置向显示模块发送统计数据,所述显示模块实时对该批次纸托的数据进行可视化展示。
44、本发明的有益效果为:整体结构简单,通过自动化的输送、烘干、加湿、热压系统,以及图像识别和分选装置,自动化处理各环节提高生产效率。通过湿度采集装置和预测模型,能够实时监测并调整加湿参数,确保纸托在合适的湿度范围。同时,通过图像识别和分选装置进行质量检测和分选,提高产品效率。数据采集器负责收集纸托的湿度数据,数据采集系统负责接收并处理湿度数据,并将原始特征值发送到数据处理模块。数据处理模块将原始特征值输入到预先训练好的预测模型中,该预测模型采用神经网络模型,参数调配模块接收神经网络模型的输出值,通过神经网络模型对湿度数据进行处理和预测,预测结果用于调整加湿系统的参数,通过该输出值调整加湿系统的加湿参数确保每个纸托的湿度针对性调控,从而提高产品质量,降低废品率。
- 还没有人留言评论。精彩留言会获得点赞!