一种5G高频产品阻焊塞孔分段固化方法与流程
一种5g高频产品阻焊塞孔分段固化方法
技术领域
1.本发明涉及5g高频产品制备的技术领域,尤其涉及一种5g高频产品阻焊塞孔分段固化方法。
背景技术:
2.在此之前,使用业界传统在用的制备加工条件来制作5g高频产品阻焊后,存在固化时间长,固化条件多,浪费电力资源,加工时效流失,操作加工控制性差等问题,导致5g高频产品阻焊油墨塞孔工艺后固化批量生产过程中,产品良率差,电力浪费,加工时效增加,以及还存在参数条件用错的问题。
技术实现要素:
3.本发明的目的是提供一种缩短5g高频产品阻焊塞孔分段后固化时间的制备方法。
4.为了解决上述技术问题,本发明提供了一种5g高频产品阻焊塞孔分段固化方法,包括:步骤一:通过传送设备将工件送入印刷工位,以使工件印上第一层油墨;步骤二:通过传送设备将工件送入预固化工位,以使工件进行预烘干,直至油墨不粘工件;步骤三:通过传送设备将工件再次送入印刷工位,以使工件的另一面印上第二层油墨;步骤四:通过传送设备将工件再次送入预固化工位,以使工件进行预烘干,直至油墨不粘工件;步骤五:通过传送设备将工件再次送入印刷工位,并继续输送一段距离,掉落的油墨流回至印刷工位;步骤六:通过传送设备将工件送入固化炉,以使石墨在工件上形成固化层。
5.具体地,在步骤一之前,将工件架设在承载车上,承载车置于传送设备上,通过传送设备输送承载车进而运输工件。
6.具体地,承载车的内部具有一空心的收集腔;步骤一和步骤三中印刷工件时掉落的油墨收集在收集腔内;步骤二和步骤四中预固化工件时掉落的油墨收集在收集腔内。
7.具体地,在收集腔的内侧壁底部连接一出液管,且在出液管的出口铰接一盖体;在印刷工位的底部设置有一适于储存油墨的储存罐,且在印刷工位的左侧设置一推杆,该推杆位于储存罐上方;在步骤一和步骤三中,向工件印刷的油墨来自于储存罐;在步骤五中,承载车输送至印刷工位后继续向推杆输送,通过推杆打开盖体,以使收集腔内的油墨流出至储存罐内。
8.具体地,在步骤二和步骤四中,预固化工位安装有光源照射装置,通过光源照射装置对工件进行预固化。
9.具体地,在步骤二和步骤四中,光源照射装置的烘烤温度为70℃-80℃。
10.具体地,在步骤二和步骤四中,光源照射装置的烘烤时间为10分钟-15分钟。
11.具体地,在步骤六中,固化炉的烘烤时间为1小时-2小时。
12.具体地,当印刷双面工件时,工件一面完成步骤五后,另一面重复步骤一~五,最后完成步骤六。
13.具体地,通过承载车对工件进行翻面。
14.本发明的有益效果是,本发明的一种5g高频产品阻焊塞孔分段固化方法,通过对工件进行预固化,缩短5g高频产品阻焊油墨塞孔工艺分段后固化时间,以及固定产品后固化条件;从而节约了5g高频产品阻焊油墨分段后固化时间,产品良率也得到提升;在进行热固化之前将掉落的油墨回流至印刷油墨的位置,避免油墨在工件下方固化的情况,同时掉落的油墨能够再利用,节约了油墨。
附图说明
15.下面结合附图和实施例对本发明进一步说明。
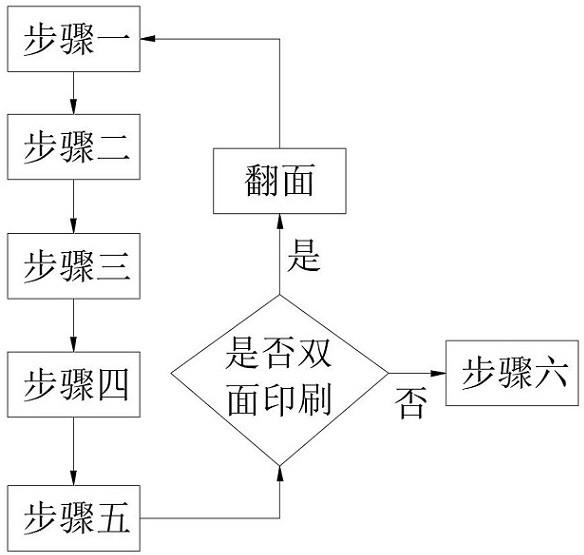
16.图1是本发明的一种5g高频产品阻焊塞孔分段固化方法的优选实施例的流程图;图2是本发明的一种5g高频产品阻焊塞孔分段固化的优选实施例的生产线示意图;图3是本发明的承载车的优选实施例的立体框图。
17.图中:传送设备1、工件2、印刷工位3、储存罐31、推杆32、预固化工位4、承载车5、收集腔51、出液管52、盖体53、滑轨54、滑块55、滑动气缸56、升降块57、第一夹头58、第二夹头59、固化炉6。
具体实施方式
18.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
19.如图1所示,本发明的一种5g高频产品阻焊塞孔分段固化方法,包括:步骤一:通过传送设备将工件送入印刷工位,以使工件印上第一层油墨;步骤二:通过传送设备将工件送入预固化工位,以使工件进行预烘干,直至油墨不粘工件;步骤三:通过传送设备将工件再次送入印刷工位,以使工件的另一面印上第二层油墨;步骤四:通过传送设备将工件再次送入预固化工位,以使工件进行预烘干,直至油墨不粘工件;步骤五:通过传送设备将工件再次送入印刷工位,并继续输送一段距离,掉落的油墨流回至印刷工位;步骤六:通过传送设备将工件送入固化炉,以使石墨在工件上形成固化层。通过对工件进行预固化,缩短5g高频产品阻焊油墨塞孔工艺分段后固化时间,以及固定产品后固化条件;从而节约了5g高频产品阻焊油墨分段后固化时间,产品良率也得到提升;在进行热固化之前将掉落的油墨回流至印刷油墨的位置,避免油墨在工件下方固化的情况,同时掉落的油墨能够再利用,节约了油墨。
20.可选的,在步骤一之前,将工件架设在承载车上,承载车置于传送设备上,通过传送设备输送承载车进而运输工件,具体的,传送设备可以是传送带,通过传送带将承载车输送至各个工位,即将工件输送至各个工位。
21.可选的,承载车的内部具有一空心的收集腔,具体的,工件就架设在收集腔上方;步骤一和步骤三中印刷工件时掉落的油墨收集在收集腔内;步骤二和步骤四中预固化工件时掉落的油墨收集在收集腔内,具体的,工件上印刷的油墨直接掉落在收集腔内。
22.可选的,在收集腔的内侧壁底部连接一出液管,且在出液管的出口铰接一盖体,具体的,该盖体时侧开式的,在盖体与出液管的出口设置有一扭簧;在印刷工位的底部设置有
一适于储存油墨的储存罐,且在印刷工位的左侧设置一推杆,即该推杆位于预固化工位向印刷工位的方向上,该推杆位于储存罐上方;在步骤一和步骤三中,向工件印刷的油墨来自于储存罐;在步骤五中,承载车自预固化工位向印刷工位输送至印刷工位后,继续向推杆输送,在这过程中,推杆会与盖体接触,并通过推杆打开盖体,以使收集腔内的油墨流出至储存罐内,进而印刷完成后的油墨能够重复使用,节约了油墨,同时,由于收集腔内的油墨较工件上的油墨多,且工件更靠近预固化的烘烤点,这使得工件表面的油墨预固化的时候,收集腔内的油墨还是能够呈流体状的,避免油墨在收集腔内固化导致清洗困难的问题。
23.可选的,在步骤二和步骤四中,预固化工位安装有光源照射装置,通过光源照射装置对工件进行预固化,具体的,工件在光源照射装置内进行强光照射。
24.可选的,在步骤二和步骤四中,光源照射装置的烘烤温度为70℃。
25.可选的,在步骤二和步骤四中,光源照射装置的烘烤时间为10分钟。
26.可选的,在步骤六中,固化炉的烘烤时间为1小时。
27.可选的,当印刷双面工件时,工件一面完成步骤五后,另一面重复步骤一~五,最后完成步骤六。
28.可选的,通过承载车对工件进行翻面,具体的,在承载车的顶部两侧设置有滑轨,滑轨内滑动连接有滑块,且滑块连接在一滑动气缸的活动端,滑块上插接有一升降块,两升降块之间转动连接有第一夹头,在两滑轨的中部转动连接有第二夹头,工件就夹在第一夹头和第二夹头之间,在翻面时,通过滑动气缸推动滑块在滑轨中滑动,同时升降块沿着滑块向上顶升,使得第一夹头越过第二夹头,待第一夹头和第二夹头处于同一水平面上后,完成工件的翻面。
29.实施例二其他部分同实施例一,不同之处在于,具体地,在步骤二和步骤四中,光源照射装置的烘烤温度为80℃。
30.具体地,在步骤二和步骤四中,光源照射装置的烘烤时间为15分钟。
31.具体地,在步骤六中,固化炉的烘烤时间为2小时。
32.实施例三其他部分同实施例一,不同之处在于,具体地,在步骤二和步骤四中,光源照射装置的烘烤温度为75℃。
33.具体地,在步骤二和步骤四中,光源照射装置的烘烤时间为12分钟。
34.具体地,在步骤六中,固化炉的烘烤时间为1.5小时。
35.以上依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1