无墨激光印刷用纸及其制备工艺及无墨激光印刷工艺的制作方法
1.本技术涉及纸印刷领域,更具体地说,它涉及一种无墨激光印刷用纸及印刷工艺。
背景技术:
2.现阶段,比较常见的打印方式有喷墨打印和激光打印条码打印。喷墨打印是通过将彩色液体油墨经喷嘴变成细小微粒喷到印纸上而完成作业;激光打印机是通过系统控制,使激光束成像并照射在感光旋转硒鼓上,产生静电后吸附碳粉等颗粒,再通过加热的方式使碳粉固定在纸张上,从而完成作业。
3.他们都有共同的缺点,即所需的打印效果都是通过附着有色颜料来实现的,打印在纸上的文字容易发生褪色现象,使内容模糊不清。同时,有色颜料对环境和人体都有着不良的影响。
4.基于此,随着科学技术的持续发展,衍生了无墨打印技术。其中一种无墨打印技术则是通过制造特殊的打印纸,使其暴露在激光之下,打印纸随即呈现出不同的颜色,从而达到不需要墨水既可以打印的效果。无墨打印所得到的产品,色泽艳丽、逼真,于是会被拿来印刷一些重要资料。在沿海或南方,雨水充沛,重要资料在存放时容易受潮,导致内容不再清晰、逼真,因此还有待改善。
技术实现要素:
5.为了提高无墨激光印刷用纸的疏水性,从而保持无墨打印所呈现的良好效果,本技术提供一种无墨激光印刷用纸及其制备工艺及无墨激光印刷工艺。
6.第一方面,本技术提供一种无墨激光印刷用纸,采用如下的技术方案:一种无墨激光印刷用纸,包括依次设置的纸基层、预涂层、热敏显青色层、热敏显红色层和热敏显黄色层,纸基层包括以下重量份数的原料:65-80份木浆纤维、6-8份涤纶、4-6份腈纶、1-3份抗菌剂、5-8份聚二甲基硅氧烷、1.2-1.7份聚丙烯酰胺、0.8-1.5份微晶蜡、20-32份高岭土、40-50份水。
7.优选的,所述纸基层包括以下重量份数的原料:70-76份木浆纤维、6.5-7.2份涤纶、4.8-5.5份腈纶、1.7-2.4份抗菌剂、6.2-7.0份聚二甲基硅氧烷、1.4-1.6份聚丙烯酰胺、1.0-1.2份微晶蜡、25-29份高岭土、43-46份水。
8.通过采用上述技术方案,在聚丙烯酰胺与微晶蜡的共同配合下,提高了聚丙烯酰胺与纤维相互交织的作用,形成了一张强有力的网,水不易通过网,从而提高了纸的疏水效果。强劲的网结构也使得纸张具有良好的韧性,不易破裂。同时,聚丙烯酰胺强有力地附着在纤维表面,使错综复杂的纤维在交织的时候,相互滑过不缠结,减少了纤维间的蓄聚,也有利于改善纤维之间交织的能力。使得纤维与聚丙烯酰胺、微晶蜡之间和纤维与纤维之间,在形成强劲网状结构的同时,还能均匀分散在整个体系中,使得疏水效果覆盖范围更广。
9.聚二甲基硅氧烷与聚丙烯酰胺在共同配合下,进一步促进了一部分聚二甲基硅氧烷的水解,形成si-o-si网络结构,从而增加了空间结构和致密性,使纸张的耐破性提高。并
且提高了纤维与无机颗粒粘合的能力,使得各种原料紧密连接,加强了网络结构的强韧度,从而进一步提高纸基表面疏水性能。
10.在微晶蜡、聚二甲基硅氧烷与聚丙烯酰胺的共同配合下,各种网络结构相互配合,从而提高纸张韧性和疏水性。
11.优选的,所述木浆纤维为阔叶木浆纤维、针叶木浆纤维按照重量比1:1混合而成。
12.通过采用上述技术方案,采用特定种类、特定比例的木浆纤维配合,既有利于降低生产成本,也有利于达到优良的抄造性能和成纸性能,从而具有一个良好的基底,更好地与其它原料混合,从而进一步提高纸张的耐破性和疏水性。
13.优选的,所述抗菌剂为纳米二氧化钛、纳米二氧化锆和壳聚糖中的一种或多种混合。
14.优选的,所述抗菌剂为纳米二氧化钛和壳聚糖以重量比(0.5-0.8):1混合而成。
15.通过采用上述技术方案,纳米二氧化钛与壳聚糖相互配合,具有更加全方位的抗菌效果。壳聚糖对纤维有足够的粘接强度,纳米级别的二氧化钛与壳聚糖混合在一起,牢牢地粘在纤维表面,从而具有持久的杀菌效果。
16.第二方面,本技术提供一种无墨激光印刷用纸的制备工艺,采用如下的技术方案:一种无墨激光印刷用纸的制备工艺,包括以下步骤:步骤1)将水、抗菌剂、高岭土混合,进行超声波震荡,得到预混液;步骤2)将预混液与聚二甲基硅氧烷、聚丙烯酰胺、微晶蜡混合,得到待用液;步骤3)将木浆纤维利用碎浆机进行粉碎,使木浆纤维解离,木浆纤维浓度为4.0-5.0%;步骤4)将木浆纤维、涤纶、腈纶、待用液混合均匀,打浆;步骤5)上网滤水抄造成型;步骤6)进行两段式压榨,得到含水率45-50%的纸浆;步骤7)将半干燥状态的纸浆进行淀粉胶涂布,按照纸浆、预涂层、热敏显青色层、热敏显红色层和热敏显黄色层的顺序进行压合;步骤8)干燥,得到含水率小于5%印刷用纸;步骤7)中的纸浆干燥后即为纸基层。
17.通过采用上述技术方案,将各种原料按顺序投入,并按照特定步骤操作,原料之间可以有更好的配合,从而得到疏水效果、耐破性能更好的纸张。
18.优选的,所述步骤2)中各原料在75-90℃的条件下搅拌50-90min。
19.通过采用上述技术方案,在加热条件下,微晶蜡可以更充分地溶解在体系中,更好地与其它原料接触、反应,进一步提高纸张的性能。
20.第三方面,本技术提供一种无墨激光印刷工艺,采用如下的技术方案:一种无墨激光印刷工艺,包括以下步骤:步骤01):获取待打印的数字图文信息,并对图文信息进行调整,变为激光打印设备识别的激光打印信息;步骤02):放入无墨激光印刷用纸;步骤03):启动作业,激光照射在无墨激光印刷用纸上,从而得到带有图文的成品;通过采用上述技术方案,激光照射在无墨激光印刷用纸上,图文快速显现。在印刷
工艺中使用特殊制造的无墨激光印刷用纸,打印出来的图文鲜活、逼真,并且可以长时间储存,具有良好的发展前景。
21.采用激光微雕、物理显色的原理,使人的眼睛看到的在不同角度、不同光线波长而形成的色彩,将整体色彩组合呈现,色彩丰富、图案逼真。
22.同时,还可以运用到利用激光彩色全息图制版技术和模压复制技术来实现防伪,即通过激光全息动态色彩表现来保护产品的真实性。
23.当运用无墨激光印刷技术在无墨激光印刷用纸上进行印制后,还可以在无墨激光印刷用纸上再进行普通的印刷,将两种或多种打印出来的图文融合在同一张纸上,使得图文信息的色彩感更加丰富。
24.综上所述,本技术具有以下有益效果:1、激光照射在无墨激光印刷用纸上,图文快速显现。在印刷工艺中使用特殊制造的无墨激光印刷用纸,打印出来的图文鲜活、逼真,并且可以长时间储存,具有良好的发展前景。且使用无墨印刷用纸和无墨激光印刷工艺时,不需要使用墨水、硒鼓等配件,符合市场推行的环保理念。
25.2、采用激光微雕、物理显色的原理,使人的眼睛看到的在不同角度、不同光线波长而形成的色彩,将整体色彩组合呈现,色彩丰富、图案逼真。同时,还可以运用到利用激光彩色全息图制版技术和模压复制技术来实现防伪,即通过激光全息动态色彩表现来保护产品的真实性。
26.3、当运用无墨激光印刷技术在无墨激光印刷用纸上进行印制后,还可以在无墨激光印刷用纸上再进行普通的印刷,将两种或多种打印出来的图文融合在同一张纸上,使得图文信息的色彩感更加丰富。
具体实施方式
27.以下结合实施例对本技术作进一步详细说明。
28.以下实施例及对比例中所用原料的来源信息详见表1。
29.表1原料型号来源信息聚二甲基硅氧烷/济南骏腾化工有限公司聚丙烯酰胺阴离子型河南华宇环保科技有限公司壳聚糖/河南万永生物科技有限公司实施例
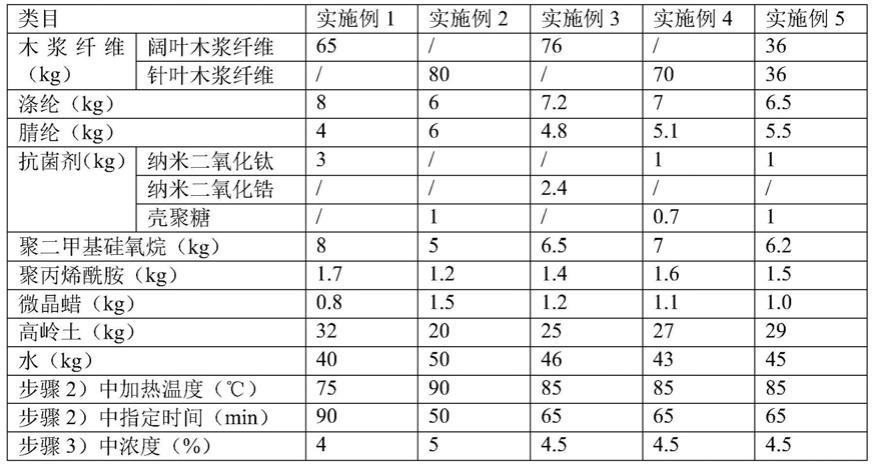
30.实施例1-5一种无墨激光印刷用纸,包括依次设置的纸基层、预涂层、热敏显青色层、热敏显红色层和热敏显黄色层。纸基层包括以下原料:木浆纤维、涤纶、腈纶、抗菌剂、聚二甲基硅氧烷、聚丙烯酰胺、微晶蜡、高岭土、水。
31.其中,木浆纤维为阔叶木浆纤维、针叶木浆纤维中的一种或两种混合。
32.抗菌剂为纳米二氧化钛、纳米二氧化锆和壳聚糖中的一种或多种混合。
33.具体原料的用量及选择详见表2。
34.一种无墨激光印刷用纸的制备工艺,包括以下步骤:
步骤1)将水、抗菌剂、高岭土混合,进行超声波震荡,控制超声波的功率为1800w,频率为450hz,震荡时间为7min,分散均匀,形成均一水溶液,得到预混液。
35.步骤2)将预混液与聚二甲基硅氧烷、聚丙烯酰胺、微晶蜡在加热温度下搅拌指定时间,得到待用液。加热温度在75-90℃之间,指定时间为50-90min,具体条件详见表2。
36.步骤3)将木浆纤维利用碎浆机粉碎处理10分钟,搅拌速度为400r/min,使木浆纤维解离,木浆纤维浓度参照表2。
37.步骤4)将木浆纤维、涤纶、腈纶、待用液搅拌、混合均匀,利用锥形磨稀释打浆,控制浓度在3%。
38.步骤5)上网滤水抄造成型。
39.步骤6)进行两段式压榨,得到含水率48%的纸浆。
40.步骤7)将半干燥状态的纸浆进行淀粉胶涂布,按照纸浆、预涂层、热敏显青色层、热敏显红色层和热敏显黄色层的顺序进行压合。
41.步骤8)干燥,得到含水率4%的印刷用纸。
42.步骤7)中的纸浆干燥后即为纸基层。
43.一种无墨激光印刷工艺,包括以下步骤:步骤01):获取待打印的数字图文信息,并对图文信息进行调整,即根据图像细节,由系统计算出图像细节的光学分辨率,最后确定颜色的密度范围、色彩深度等信息。确定好信息后,再有系统将这些信息变为激光打印设备识别的激光打印信息,计算出激光的发射功率、时间。上述为现有技术,在此不作赘述。
44.步骤02):在打印设备内放入无墨激光印刷用纸。
45.步骤03):启动打印设备作业,经过设定的激光照射在无墨激光印刷用纸上,产生热量,从而得到带有图文的成品。
46.表2实施例6一种无墨激光印刷用纸,与实施例5的不同之处在于,抗菌剂为纳米二氧化钛和壳聚糖以重量比0.5:1混合而成,即纳米二氧化钛的投入量为0.67kg,壳聚糖的投入量为
1.33kg。
47.实施例7一种无墨激光印刷用纸,与实施例5的不同之处在于,抗菌剂为纳米二氧化钛和壳聚糖以重量比0.8:1混合而成,即纳米二氧化钛的投入量为0.89kg,壳聚糖的投入量为1.11kg。
48.对比例对比例1一种无墨激光印刷用纸,与实施例5的不同之处在于,将聚二甲基硅氧烷替换为等量的松香。
49.对比例2一种无墨激光印刷用纸,与实施例5的不同之处在于,将微晶蜡替换为等量的松香。
50.对比例3一种无墨激光印刷用纸,与实施例5的不同之处在于,将聚丙烯酰胺替换为等量的焦磷酸钠。
51.对比例4一种无墨激光印刷用纸,与实施例5的不同之处在于,聚二甲基硅氧烷的投入量为2kg,微晶蜡的投入量为3kg,聚丙烯酰胺的投入量为3.7kg。
52.性能检测试验1、耐破性能:按照gb/t465.1-2008《纸和纸板浸水后耐破度的测定》对实施例1-7、对比例1-4和市售无墨激光印刷纸进行检测,记录平均耐破度。
53.2、疏水性能:按照gb/t1540-2002《纸和纸板吸水性的测定可勃法》对实施例1-7、对比例1-4和市售无墨激光印刷纸进行检测,记录可勃值。
54.3、抗菌性能:按照gb15979-2002《一次性使用卫生用品卫生标准》对实施例1-7、对比例1-4和市售无墨激光印刷纸进行检测,记录大肠杆菌的抑菌率。
55.试验1-3的检测数据详见表3。
56.表3类目耐破度(kpa
·
m2/g)可勃值(g/m2)抑菌率(%)实施例13.8228.395.2实施例23.8727.895.5实施例33.9227.496.3实施例43.9827.096.4实施例54.1026.297.8实施例64.2225.398.7实施例74.2425.198.9对比例12.1542.395.0对比例22.0343.694.8对比例32.1941.795.1对比例43.1735.995.3
市售2.8437.682.6根据表3中实施例1-5与对比例1-3的检测数据对比可知,实施例1-5所制得的纸张的耐破度、抑菌率远大于对比例1-3的,实施例1-5的可勃值远小于对比例1-3的,说明实施例1-5的纸张较对比例1-3的在湿水后不易被撕破裂,具有良好的抑菌效果,且泡水时所吸收的水量较少。聚丙烯酰胺、微晶蜡与聚二甲基硅氧烷之间发生了某些反应,致使原料之间的性质被改变,从而提高了纸基的疏水性能和韧性。
57.根据表3中实施例1-5与对比例4、市售的检测数据对比可知,实施例1-5的各方面数据较对比例4、市售的好,对比例4的各方面效果较优于市售的。说明使用特定比例的聚丙烯酰胺、微晶蜡与聚二甲基硅氧烷配合,纸张具备更加优异的耐破性和疏水性。而不在这个比例范围配合下,纸张的性能仅有略微的变化,与市售的纸张性能差异较小。
58.根据表3中实施例6-7与对比例1-4、市售的检测数据对比可知,对比例1-4的抑菌率与实施例1-5的相仿、较实施例6-7的差,说明在实施例6-7选用了特定种类、比例的抑菌剂后,对纸张的抑菌效果有正面影响。发明人注意到,实施例6-7的纸张在耐破性能和疏水性能上也有着不同程度的提高,说明特定种类、比例的抑菌剂与其它原料发生了协同配合,在提高抑菌效果的同时,还提高了纸张强韧性和疏水性。
59.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1