一种全自动单色轮式丝印机的制作方法
1.本发明涉及丝印设备技术领域,尤其是指一种全自动单色轮式丝印机。
背景技术:
2.现有技术中的丝印机,传统的印刷方式是:
3.1.首先产品的外表面需要做表面处理,提升产品表面的活性,提高油墨附着力;
4.2.产品需要用滚筒丝印机进行产品的外表面印刷;
5.3.产品需要进行固化。
6.传统的印刷工序复杂、不连续,多个加工工序无法同步进行,生产效率低,加工成本高。
技术实现要素:
7.本发明要解决的技术问题是提供一种全自动单色轮式丝印机,多个加工工序同步运行,提升加工效率,提高印刷工件的质量和稳定性。
8.为了解决上述技术问题,本发明采用如下技术方案:
9.一种全自动单色轮式丝印机,其包括机架、自动上下料装置、间歇式转盘装置、火焰处理装置、单色轮式印刷装置以及固化装置,所述间歇式转盘装置转动安装于所述机架,所述火焰处理装置、所述单色轮式印刷装置以及所述固化装置均设置于所述机架,所述间歇式转盘装置设有多个工位,所述火焰处理装置、所述单色轮式印刷装置以及所述固化装置分别与三个所述工位相对应设置,所述自动上下料装置的上料端与一所述工位相对应设置。
10.进一步地,多个所述工位包括自动上料工位、表面处理工位、印刷工位、第一挡光工位、干燥工位、第二挡光工位、自动下料工位以及下料检测工位,所述第一挡光工位和所述第二挡光工位分别位于所述干燥工位的两端,所述火焰处理装置、所述单色轮式印刷装置以及所述固化装置分别与所述表面处理工位、所述印刷工位以及所述干燥工位一一对应设置,所述自动上下料装置的上料端与所述自动上料工位相对应设置。
11.进一步地,所述自动上下料装置包括传送带以及静电除尘机构,所述传送带设置于所述机架,所述静电除尘机构设置于所述传送带的入料端,所述传送带的出料端与一所述自动上料工位相对应设置。
12.进一步地,所述自动上下料装置还包括机械手,所述机械手的自由端与所述自动上料工位、所述自动下料工位以及所述下料检测工位配合使用。
13.进一步地,所述火焰处理装置设有双火焰枪,所述双火焰枪设置于所述表面处理工位。
14.进一步地,所述单色轮式印刷装置设有印刷头,所述印刷头设置于所述印刷工位。
15.进一步地,所述固化装置包括第一uv挡光机构、第二uv挡光机构以及uv固化机构,所述第一uv挡光机构、所述uv固化机构以及所述第二uv挡光机构分别与所述第一挡光工
位、所述干燥工位、所述第二挡光工位一一对应设置。
16.进一步地,所述丝印机还包括设置于所述机架的机罩,所述机罩的顶部设有照明系统。
17.本发明的有益效果:
18.1、工位的数量为十二个,间歇式转盘装置间歇性转动,自动上下料装置将印刷工件完成上料,印刷工件放置于间歇式转盘装置上绕其中心轴旋转一周后完成印刷,当设备运转时,多个工序同步运行,大大提升了加工效率;
19.2、火焰处理装置对印刷工件进行表面处理,火焰处理装置采用了自动火焰处理方式,提升了印刷工件表面的活性,确保产品处理完后以最快的速度,立即投入单色轮式印刷装置进行印刷,提高印刷工件的质量和稳定性,印刷效果好;
20.3、固化装置在印刷完成后同步对印刷工件做固化,提高印刷工件的质量和稳定性,能满足客户各种圆柱形工件的加工要求。
附图说明
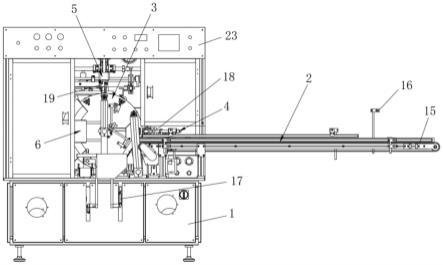
21.图1为本发明的第一视角的整体结构示意图。
22.图2为本发明的间歇式转盘装置的结构示意图。
23.图3为本发明的第二视角的整体结构示意图。
24.附图标记说明:
25.1-机架;2-自动上下料装置;3-间歇式转盘装置;4-火焰处理装置;5-单色轮式印刷装置;6-固化装置;7-自动上料工位;8-表面处理工位;9-印刷工位;10-第一挡光工位;11-干燥工位;12-第二挡光工位;13-自动下料工位;14-下料检测工位;15-传送带;16-静电除尘机构;17-机械手;18-双火焰枪;19-印刷头;23-机罩。
具体实施方式
26.为了便于本领域技术人员的理解,下面结合实施例与附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
27.如图1至图3所示,本发明提供的一种全自动单色轮式丝印机,其包括机架1、自动上下料装置2、间歇式转盘装置3、火焰处理装置4、单色轮式印刷装置5以及固化装置6,间歇式转盘装置3转动安装于机架1,火焰处理装置4、单色轮式印刷装置5以及固化装置均设置于机架1,间歇式转盘装置3设有多个工位,火焰处理装置4、单色轮式印刷装置5以及固化装置6分别与三个工位相对应设置,自动上下料装置7的上料端与一工位相对应设置。
28.实际运用中,本技术专门针对印刷单色软管、瓶盖、膏霜罐、文具笔等之类的圆柱形工件而研制。工位的数量为十二个,间歇式转盘装置3间歇性转动,自动上下料装置2将印刷工件完成上料,印刷工件放置于间歇式转盘装置3上绕其中心轴旋转一周后完成印刷,当设备运转时,多个工序同步运行,大大提升了加工效率;火焰处理装置4对印刷工件进行表面处理,火焰处理装置4采用了自动火焰处理方式,提升了印刷工件表面的活性,而且印刷工件表面的活性是随着时间的流逝而成反比的,确保产品处理完后以最快的速度,立即投入单色轮式印刷装置5进行印刷,提高印刷工件的质量和稳定性;固化装置6在印刷完成后同步对印刷工件做固化,提高印刷工件的质量和稳定性。自动上下料装置2、间歇式转盘装
置3、火焰处理装置4、单色轮式印刷装置5以及固化装置6组合成一高速生产线,完善的设计和装备定能满足客户各种圆柱形工件的加工要求。
29.本实施例中,多个工位包括自动上料工位7、表面处理工位8、印刷工位9、第一挡光工位10、干燥工位11、第二挡光工位12、自动下料工位13以及下料检测工位14,第一挡光工位10和第二挡光工位12分别位于干燥工位11的两端,火焰处理装置4、单色轮式印刷装置9以及固化装置6分别与表面处理工位8、印刷工位9以及干燥工位11一一对应设置,自动上下料装置2的上料端与自动上料工位13相对应设置。具体的,自动上料工位7、表面处理工位8、印刷工位9、干燥工位11、自动下料工位13以及下料检测工位14依次设置,分别对应上料工序、表面处理工序、印刷工序、固化工序、下料工序以及检测检测工序,配合间歇式转盘装置3间歇性转动,多个工序同步运行,大大提升了加工效率。相同功能的工位数量可以为多个,也可以在工位上设置其它加工装置。
30.本实施例中,自动上下料装置2包括传送带15以及静电除尘机构16,传送带15设置于机架,静电除尘机构16设置于传送带15的入料端,传送带15的出料端与一自动上料工位7相对应设置。具体的,静电除尘机构16用于对印刷工件的外表明进行静电除尘,使得印刷完整,保证外观良好。
31.本实施例中,自动上下料装置2还包括机械手17,机械手17的自由端与自动上料工位7、自动下料工位13以及下料检测工位14配合使用。具体的,间歇式转盘装置3的驱动和自动上下料装置2均采用机械凸轮的方式传动,所有的动力来自一台变频调速电机,在调解运行速度的时候,不需要单独调节,各个机构会同步自动同步一致的速度,操作方便。
32.本实施例中,火焰处理装置4设有双火焰枪18,双火焰枪18对应设置于表面处理工位8。双火焰枪18的加热效果好,加速提升印刷工件表面的活性。
33.本实施例中,单色轮式印刷装置5设有印刷头19,印刷头19对应设置于印刷工位9。
34.本实施例中,固化装置6包括第一uv挡光机构(图中未示出)、第二uv挡光机构(图中未示出)以及uv固化机构(图中未示出),第一uv挡光机构、uv固化机构以及第二uv挡光机构分别与第一挡光工位、干燥工位、第二挡光工位一一对应设置。
35.本实施例中,丝印机还包括设置于机架1的机罩23,机罩23的顶部设有照明系统(图中未示出)。
36.本实施例中的所有技术特征均可根据实际需要而进行自由组合。
37.上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1