一种压印装置的制作方法
1.本实用新型属于一种加工装置,具体是涉及到一种压印装置。
背景技术:
2.在一些块状工件的加工过程中,常需要对工件的表面进行压印,使工件形成一定形状或使工件表面具有一定图样,一般的压印操作为,通过机械手将输送带机构上的工件移动至压印模具内,通过压印装置的压印头对位于模具内的工件进行压印,再通过机械手将压印好的工件送回输送带机构继续运输,这样使得压印工位的结构会比较复杂,而且所需占据的场地大,另一些压印操作为对沿输送带机构上移动的工件直接进行压印,这样虽然结构相对更为简洁,但是压印头下降所产生的冲压力一般较大,很容易导致输送带机构损坏,维护成本高,且输送带机构的使用寿命短。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种结构紧凑且效率更高的压印装置。
4.本实用新型的内容包括沿高度方向依次设置的驱动机构一、模具和可朝向模具移动的压印头,所述模具朝向压印头的一面上开设有工件槽,且模具上还开设有与工件槽连通的通孔一,通孔一沿模具的高度方向设置;还包括顶升件和同步运动的两个输送带机构,所述模具位于两个输送带机构之间,所述顶升件穿过通孔一与驱动机构一的输出端连接,驱动机构一用于驱动顶升件旋转和升降。
5.更进一步地,还包括设置在模具一侧的推块和用于驱动推块直线移动的驱动机构二,且模具该侧设置有供推块穿过的开口,开口与工件槽连通。
6.更进一步地,所述模具一侧设置有支架一,所述驱动机构二设置在支架一上,所述推块设置在驱动机构二的输出端上。
7.更进一步地,所述顶升件包括顶板和与顶板连接的顶杆,所述顶杆穿过通孔一与驱动机构一的输出端连接。
8.更进一步地,所述工件槽朝向压印头的一面上设置有容纳顶板的凹槽,所述通孔一开设在凹槽区域内。
9.更进一步地,所述工件槽的内侧壁倾斜设置。
10.更进一步地,还包括工作台,工作台上设置有供顶升件穿过的通孔二,所述工作台上设置有安装槽,所述模具侧面设置有安装板,锁紧件穿过安装板与安装槽连接。
11.更进一步地,所述安装槽沿工作台的长度或宽度方向设置,所述安装槽内设置配合件,配合件可在安装槽内移动,所述锁紧件穿过安装板与安装槽内的配合件连接。
12.更进一步地,所述驱动机构一包括顶升气缸和旋转气缸,所述旋转气缸设置在顶升气缸的输出端上,所述顶升件与旋转气缸的输出端连接。
13.更进一步地,还包括驱动机构三,所述压印头与驱动机构三的输出端连接。
14.本实用新型的有益效果是,将工件的输送和压印工位集成为一体,所需占据的场
地空间更小;可在工件沿输送带机构进行输送的过程中对工件进行压印操作,无需额外设置机械手将输送带机构上的工件送至另外的压印工位进行压印,提高了压印的效率,也减少了压印加工的复杂程度,使生产线结构更紧凑、简洁,且压印时压印头的冲压力不会直接作用到输送带机构上,输送带机构的使用寿命更长。
附图说明
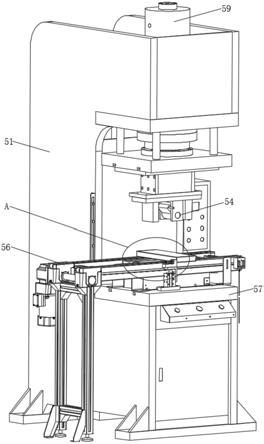
15.图1为本实用新型的结构示意图。
16.图2为本实用新型图1中a处放大图。
17.图3为本实用新型未设输送带机构的结构示意图。
18.图4为本实用新型图3中b处放大图。
19.图5为本实用新型中模具、顶升件及驱动机构一的配合结构示意图。
20.在图中:51
‑
机架;52
‑
驱动机构一;521
‑
顶升气缸;522
‑
旋转气缸;53
‑
模具;531
‑
工件槽;532
‑
通孔一;533
‑
凹槽;534
‑
开口;535
‑
安装板;536
‑
锁紧件;54
‑
压印头;55
‑
顶升件;551
‑
顶板;552
‑
顶杆;56
‑
输送带机构;57
‑
工作台;571
‑
安装槽;572
‑
支架一;573
‑
支架二;58
‑
推块;581
‑
驱动机构二;59
‑
驱动机构三;80
‑
工件。
具体实施方式
21.如附图1
‑
5所示,本实用新型包括机架51,所述机架51上设置有驱动机构一52、模具53和压印头54,驱动机构一52、模具53和压印头54沿机架51的高度方向从下而上依次设置,所述模具53的一面上开设有用于放置块状的工件8的工件槽531,工件槽531开设在模具53朝向压印头54的一面上,工件槽531为用于放置工件8的定位槽,压印头54可沿机架20的高度方向升降,朝向工件槽531移动或远离工件槽531移动。本实用新型还包括顶升件55和输送带机构56,输送带机构56设置有两个,两个输送带机构56同步运动,及两者运动方向相同。两个输送带机构56间隔设置,两个输送带机构56的间隔大于工件8的宽度且小于工件8的长度,且两个输送带机构56的高度相同,所述模具53位于两个输送带机构56之间。所述模具53上还开设有通孔一532,通孔一532与工件槽531连通,且通孔一532沿模具53的高度方向设置。所述顶升件55一端位于工件槽531上方,另一端穿过通孔一532与驱动机构一52的输出端连接,驱动机构一52用于驱动顶升件55旋转和升降。
22.所述驱动机构一52包括顶升气缸521和旋转气缸522,所述旋转气缸522固定设置在顶升气缸521的输出端上,旋转气缸522跟随顶升气缸521的输出端移动,所述顶杆552与旋转气缸522的输出端连接。顶升气缸521工作时驱动旋转气缸522升降,从而带动顶升件55升降,旋转气缸522驱动顶升件55转动。本实用新型还包括驱动机构三59,驱动机构三59设置在机架51上并位于压印头54上方,所述压印头54与驱动机构三59的输出端连接,驱动机构三59驱动压印头54升降,优选驱动机构三59为气缸或液压缸。
23.本实用新型将工件的输送和压印工位集成为一体,所需占据的场地空间更小,通过将模具53设置在两个输送带机构56之间,如图1所示,工件8经过外部上料装置送至两个输送带机构56上(工件8横跨两个输送带机构56,工件8的两端分别位于两个输送带机构56上)并由两个输送带机构56驱动移动,顶升气缸521驱动顶升件55上升,将工件8顶起,使工件8脱离输送带机构56表面,旋转气缸522再驱动顶升件55水平转动一定角度,顶升气缸521
再驱动顶升件55下降复位,使得工件8沿两个输送带机构56之间下降并落入模具的工件槽531内,驱动机构三59驱动压印头54向下移动对位于工件槽531内的工件8进行压印,随后驱动机构三59驱动压印头54上升复位,顶升气缸521驱动顶升件55上升,将工件8顶起,使工件8高于输送带机构56表面,旋转气缸522驱动顶升件55水平转动一定角度,驱动机构一52再驱动顶升件55下降复位,使得工件8重新落在两个输送带机构56上并由输送带机构56继续进行输送。
24.本实用新型可在工件8沿输送带机构56进行输送的过程中对工件8进行压印操作,无需额外设置机械手将输送带机构56上的工件8送至另外的压印工位进行压印,提高了压印的效率,也减少了压印加工的复杂程度,使生产线结构更紧凑、简洁,且压印时压印头54的冲压力不会直接作用到输送带机构56上,输送带机构56的使用寿命更长。
25.本实用新型还包括推块58和用于驱动推块58直线移动的驱动机构二581,所述模具53一侧设置有开口534,开口534与工件槽531连通,推块58和驱动机构二581设置在模具53设有开口534的一侧,且初始状态下,推块58位于开口534位置处,工件8落入工件槽531内后,驱动机构二581驱动推块58沿工件槽531内横向移动,以横向推动位于工件槽531内的工件8,对工件8进行横向定位,使压印位置更准确。
26.所述模具53一侧设置有支架一572,所述驱动机构二581设置在支架一572上,支架一572用于对驱动机构二581进行固定和支撑,所述推块58设置在驱动机构二581的输出端上。其中,优选驱动机构二581为气缸。本实用新型中,顶升气缸521、旋转气缸522、驱动机构二581、驱动机构三59和输送带机构均与外部控制器电性连接,通过外部控制器协调工作。
27.所述顶升件55包括顶板551和顶杆552,顶板551为工件的支撑板,在进行顶升和旋转时用于承托工件,顶杆552与顶板551中部固定连接,所述顶板551位于工件槽531内,所述顶杆552穿过通孔一532与位于模具53下方的驱动机构一52的输出端连接。其中,所述工件槽531朝向压印头54的一面上设置有凹槽533,所述通孔一532开设在凹槽533区域内,凹槽533用于容纳顶板551,且凹槽533的深度与顶板511的厚度相同,在顶升件55托着工件落入工件槽531内时,顶板551落入凹槽533内,且顶板551的底面与凹槽533底面相贴,可避免工件槽531内局部凸起而影响压印的操作,且在进行压印时,凹槽533可对顶板551起到限位的作用,减少对下方驱动机构二581的冲压作用力。
28.所述工件槽531的内侧壁倾斜设置,具体为,工件槽531内侧壁的下半区域与工件槽531底面垂直,工件槽531内侧壁的上半区域倾斜设置呈广口状,以便于工件8落入工件槽531内。
29.本实用新型还包括设置在机架51上的工作台57,模具53和支架一572均设置在工作台57上,且支架一572位于模具53的一侧,顶升气缸521和旋转气缸522位于工作台57下方,工作台57上设置有供顶升件55穿过的通孔二,通孔二位于通孔一532正下方,所述顶杆552依次穿过通孔一532和通孔二并与旋转气缸522的输出端连接。所述工作台57上设置有安装槽571,所述模具53侧面设置有安装板535,锁紧件536穿过安装板535与安装槽571锁紧配合,单个安装板535上设置有一个锁紧件536,从而将模具53固定在工作台57上,以便于对模具53进行拆装。在本实用新型的一个实施方式中,所述安装槽571沿工作台57的长度或宽度方向设置,优选安装槽571沿工作台57的长度方向设置,安装槽571设置有两个,两个安装槽571平行设置,每个安装槽571内均设置有数个配合件,配合件可在安装槽571内沿安装槽
571的长度方向移动,所述锁紧件536穿过安装板535与安装槽571内的配合件连接。其中,锁紧件536为螺栓,配合件为螺母,螺母穿过安装板535与安装槽571内的螺母锁紧配合,从而将模具53固定在工作台57上,通过旋松所有螺栓,即可沿安装槽571移动模具53的位置,再将螺栓锁紧即可,可便于对模具53的位置进行微调。
30.其中,所述工作台57底部设置有支架二573,所述顶升气缸521固定设置在支架二573上,且顶升气缸521的输出端朝向工作台57设置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1