一种餐具烫金机的制作方法
1.本实用新型属于烫金印刷领域,具体涉及一种餐具烫金机。
背景技术:
2.塑料餐盘,重量轻、生产成本低,在食堂餐馆中使用广泛,在生产成型后通常还会采用烫金工艺在其表面印刷一圈金边或者带有图案的金边,使其质感和美感增强如公告号cn201870279u提到的烫金塑料餐具,现有的烫金工序大多采用人工结合自动吸盘上料到烫金机来完成,烫金机工位的温度较高夏季工人需要开风扇驱热,风扇的风力过大会造成烫金机的温度不稳定从而增加次品率,也会对烫金膜增加扰动,产生更多次品。
3.另外,因为餐盘只是烫金一个周圈,周圈内部的烫金膜并未真正使用到,因此烫金膜的实际使用率很低。
技术实现要素:
4.本实用新型针对上述问题,发明了一种并列设置至少两台热烫机分别热烫大小不同、烫金部位不重叠的产品提高烫金膜实际使用率的餐具烫金机。
5.本实用新型的发明目的是通过以下技术方案实现的:一种餐具烫金机,包括第一机架,在第一机架中并列设置至少两台热烫机,在第一机架的两个侧边分别设置烫金膜释放装置和烫金膜回卷装置,烫金膜的舒卷方向与热烫机的进料方向垂直,其特征在于各热烫机分别热烫大小不同、烫金部位不重叠的产品,其排列顺序按照产品与烫金膜的烫金部位的大小由大到小依次排列。
6.作为优选,热烫机的进料方向设置餐具流水配送装置,该餐具流水配送装置包括第二机架,第二机架上设有对应每台热烫机的餐具输送部件和餐具拾取部件,通过设置餐具流水配送装置以解决背景技术中人工上料,减少人工成本。
7.作为优选,每台热烫机对应设有上压平台和下滑移模具,在上压平台和下滑移模具的至少一个侧边设有一个烫金膜稳定机构,该烫金膜稳定机构能够有效降低外界环境变化如强风、震动的干扰,增强产品品质。
8.作为优选,全部热烫机的外围设置将热烫机进行封闭的围挡,围挡能够有效降低外界环境变化如风和温度的干扰,增强产品品质。
9.作为优选,餐具输送部件包括靠近热烫机的进料方向的平放输送链,在平放输送链输送方向的后部设置叠放输送链,在叠放输送链靠近平放输送链的一端设置翻转组件,在平放输送链的一侧设置负压吸盘取放机构,餐盘成型加工完成采用叠放归置,通过设置叠放输送链、平放输送链、翻转组件将餐盘烫金的上料工序完全脱离人工,减少人工成本,同时避免使用风扇的强风对烫金工序的影响。
10.作为优选,餐具拾取部件包括设置在平放输送链另外一侧的转动托盘,在转动托盘上部设置的滑轨组件,与滑轨组件配合的升降拾取臂组件,以及安装在第二机架上表面的滑移斜板,烫金完成后餐盘通过滑移斜板滑向转动托盘,转动托盘上设有圆周阵列的餐
盘托架,餐盘落到对应餐盘托架后转动托盘会转动一隔餐盘托架,依次使餐盘随餐盘托架转到升降拾取臂组件下方进行拾取归置,因此烫金完成后的餐盘与以往直接叠放不同,多了一段单独转移散热的时间间隔,能够有效避免餐盘叠放时即使受到较大外力摩擦也不容易损坏烫金部位。
11.作为优选,负压吸盘取放机构设置在相邻两组平放输送链之间,负压吸盘取放机构包括背向贴合设置的两组横移组件;横移组件包括平行且高于平放输送链的导轨组件,导轨组件上相应设置沿导轨滑移的滑移组件,滑移组件上固定设置气动缸组件;气动缸组件包括连接气动杆的吸盘座板,吸盘座板上设有若干安装孔,安装孔上设置若干负压吸头,两组横移组件背向设置能够使输送线的排布更加紧密,从而在设计热烫机的排列时不需要每台之间不需要过大的间隔,吸盘座板上的若干安装孔能够使负压吸头根据餐盘等餐具的大小相应调节。
12.作为优选,烫金膜稳定机构包括气动上组件,以及与气动上组件对应设置的气动下组件;气动上组件包括气缸上座板,气缸上座板上设置第一气缸,第一气缸中的气动杆端部设置固定连接的滚轮底板,滚轮底板下方平行设置滚轮,滚轮底板两端部与滚轮两个端部通过连接板连接,连接后滚轮能沿自身轴线转动;气动下组件包括气缸下座板,气缸下座板上设置第二气缸,第二气缸中的气动杆端部设置托板,托板靠近滚轮的一侧其两个长边设置成平滑的圆角,通过气缸气动杆快速控制滚轮的行程,使滚轮与托板夹紧保证烫金膜在压紧烫金时的稳定,同时滚轮能够自行转动,卷收烫金膜时配合托板设有的平滑圆角,能够减小烫金膜卷收时的摩擦。
13.作为优选,围挡包括围挡框架,设置在围挡框架上表面全部覆盖的上围板,设置在围挡框架左右两个侧面覆盖上半部的侧围板,设置在围挡框架内部且在热烫机进料方向一侧的前围板,设置在围挡框架与热烫机进料相对方向的后围板,后围板为可开启,封闭围挡使热烫机在热压时不易被外界环境干扰,能使温度更稳定,得到更好的加工效果,后围板设计为合页或铰链开启,便于维护检修热烫机。
14.作为优选,滚轮为橡胶材料制成,橡胶材质能够更好的保护烫金膜收卷时不被损坏。
15.作为优选,前围板为透明有机玻璃制成,透明便于观察热烫机的工作情况。
16.综上所述,本实用新型与现有技术相比具有如下优点:
17.本实用新型餐具烫金机,通过并列设置至少两台热烫机分别热烫大小不同、烫金部位不重叠的产品,充分增大烫金膜的实际使用率,从而有效降低生产成本,再通过设置流水配送装置,使其自动化生产,减少了人员投入的成本,通过对热烫机设置围板和烫金膜稳定机构,更好的保障了产品的质量。
附图说明
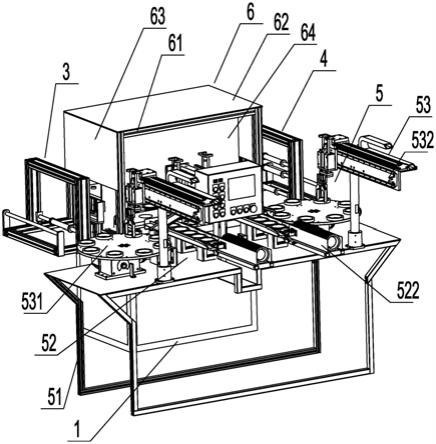
18.图1是本实用新型的结构示意图;
19.图2是餐具流水配送装置的结构示意图;
20.图3是图2中a处的局部放大图;
21.图4是烫金膜稳定机构在热烫机中安装示意图;
22.图5是图4中b处的局部放大图;
23.图6是本实用新型的后视图。
24.图中标记:1、第一机架;2、热烫机;21、上压平台;22、下滑移模具;23、烫金膜稳定机构;231、气动上组件;2311、上座板;2312、第一气缸;2313、滚轮底板;2314、滚轮;232、气动下组件;2321、下座板;2322、第二气缸;2323、托板;3、烫金膜释放装置;4、烫金膜回卷装置;5、餐具流水配送装置;51、第二机架;52、餐具输送部件;521、平放输送链;522、叠放输送链;523、翻转组件;524、负压吸盘取放机构;5241、横移组件;5242、导轨组件;5243、滑移组件;5244、气动缸组件;5245、吸盘座板;5246、负压吸头;53、餐具拾取部件;531、转动托盘;532、滑轨组件;533、升降拾取臂组件;534、滑移斜板;6、围挡;61、围挡框架;62、上围板;63、侧围板;64、前围板;65、后围板。
具体实施方式
25.下面结合附图所表示的实施例对本实用新型作进一步描述:
26.实施例1:
27.如图1~6所示,一种餐具烫金机,包括第一机架1,在第一机架1中并列设置至少两台热烫机2,在第一机架1的两个侧边分别设置烫金膜释放装置3和烫金膜回卷装置4,烫金膜的舒卷方向与热烫机2的进料方向垂直,其特征在于各热烫机2分别热烫大小不同、烫金部位不重叠的产品,其排列顺序按照产品与烫金膜的烫金部位的大小由大到小依次排列。热烫机2的进料方向设置餐具流水配送装置5,该餐具流水配送装置5包括第二机架51,第二机架51上设有对应每台热烫机2的餐具输送部件52和餐具拾取部件53。每台热烫机2对应设有上压平台21和下滑移模具22,在上压平台21和下滑移模具22的至少一个侧边设有一个烫金膜稳定机构23。全部热烫机2的外围设置将热烫机进行封闭的围挡6。
28.餐具输送部件52包括靠近热烫机2的进料方向的平放输送链521,在平放输送链521输送方向的后部设置叠放输送链522,在叠放输送链522靠近平放输送链521的一端设置翻转组件523,在平放输送链521的一侧设置负压吸盘取放机构524。餐具拾取部件53包括设置在平放输送链521另外一侧的转动托盘531,在转动托盘531上部设置的滑轨组件532,与滑轨组件532配合的升降拾取臂组件533,以及安装在第二机架51上表面的滑移斜板534。
29.负压吸盘取放机构524设置在相邻两组平放输送链521之间,负压吸盘取放机构524包括背向贴合设置的两组横移组件5241;横移组件5241包括平行且高于平放输送链521的导轨组件5242,导轨组件5242上相应设置沿导轨滑移的滑移组件5243,滑移组件5243上固定设置气动缸组件5244;气动缸组件5244包括连接气动杆的吸盘座板5245,吸盘座板5245上设有若干安装孔,安装孔上设置若干负压吸头5246,导轨组件5242在靠近热烫机2的一侧,其滑移组件5243移动的范围覆盖下滑移模具22向外移动的范围。
30.烫金膜稳定机构23包括气动上组件231,以及与气动上组件231对应设置的气动下组件232;气动上组件231包括气缸上座板2311,气缸上座板2311上设置第一气缸2312,第一气缸2312中的气动杆端部设置固定连接的滚轮底板2313,滚轮底板2313下方平行设置滚轮2314,滚轮底板2313两端部与滚轮2314两个端部通过连接板连接,连接后滚轮2314能沿自身轴线转动;
31.气动下组件232包括气缸下座板2321,气缸下座板2321上设置第二气缸2322,第二气缸2322中的气动杆端部设置托板2323,托板2323靠近滚轮2314的一侧其两个长边设置成
平滑的圆角。围挡6包括围挡框架61,设置在围挡框架61上表面全部覆盖的上围板62,设置在围挡框架61左右两个侧面覆盖上半部的侧围板63,设置在围挡框架61内部且在热烫机2进料方向一侧的前围板64,设置在围挡框架61与热烫机2进料相对方向的后围板65,后围板65为可开启,与围挡框架61通过铰链或者合页连接,滚轮2314为橡胶材料制成,前围板64为透明有机玻璃制成。
32.工作原理:
33.半成品餐盘首先进入叠放输送链522,通过翻转组件523将餐盘平放至平放输送链521,餐盘经平放输送链521传输到负压吸盘取放机构524的下方,滑移组件5243移动到垂直餐盘的位置,气动缸组件5244驱动气动杆将负压吸头5246与餐盘接触后吸附后气动杆回缩,餐盘得以提升,滑移组件5243向远离平放输送链521一端移动即热烫机2设备端移动,到达指定位置,下滑移模具22移动到滑移组件5243下方,气动缸组件5244驱动气动杆向下移动,将餐盘放入下滑移模具22中,负压吸头5246释放,完成一次上料程序,下滑移模具22回到热烫机2中,烫金膜释放装置3与烫金膜回卷装置配合同时转动一格模具中最大餐盘规格的距离,上压平台21执行下压,同时烫金膜稳定机构23对烫金膜压紧,
34.完成烫金工序后,烫金膜稳定机构23对烫金膜松开,滑移组件5243移动到垂直餐盘的位置,气动缸组件5244再次驱动气动杆将负压吸头5246与餐盘接触后吸附后气动杆回缩提升餐盘,滑移组件5243移动到滑移斜板534上方,负压吸头5246释放,餐盘落入滑移斜板534后滑向转动托盘531,并落入到转动托盘531上的餐盘托架,转动托盘531会转动一隔餐盘托架的距离,依次转动到升降拾取臂组件533下方,由升降拾取臂组件533对餐盘拾取归置。
35.文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1