一种刹车片的喷粉打标流水线的制作方法
1.本实用新型涉及刹车片加工设备技术领域,具体为一种刹车片的喷粉打标流水线。
背景技术:
2.刹车片加工工艺中通过喷粉加热固化来对钢被表面的凹坑进行填充,而在进行激光打标之前通常需要对刹车片进行冷却,才能确保标记能够印在刹车片上,现有技术在喷粉加工后进行收集静置冷却,再由工人对单个刹车片进行打标操作,效率非常低,如何提供一种刹车片的喷粉打标流水线来代替现有的人工收集冷却打标的加工技术是目前待解决的技术问题。
技术实现要素:
3.针对现有技术中存在不足,本实用新型提供了一种刹车片的喷粉打标流水线,它包括喷粉线和打标线,它还包括冷却线,冷却线连接于喷粉线的出料端,打标线连接于冷却线的出料端,所述喷粉线包括喷粉加热室和贯穿喷粉加热室的第一输送带,所述冷却线包括第二输送带和若干个风扇,第二输送带的进料端与第一输送带的出料端连接,每一风扇的出风口朝向第二输送带的输送表面,并通过固定架倾斜固定于第二输送带正上方;所述打标线包括第三输送带,打标机和触发机构,第三输送带的进料端与第二输送带的出料端连接,所述打标机放置于第三输送带的侧方,打标机的打标头设于第三输送带正上方,触发机构设于打标头进料端的第三输送带侧方,触发机构连接第三输送带以驻停第三输送带,第三输送带的控制端与打标机信号连接以在第三输送带驻停后通过打标机对第三输送带的工件进行打标作业。
4.进一步的,所述第二输送带为由半圆弧形输送段和分别连接于半圆弧形输送带两端且互相平行的直线输送段组成的类u型结构。
5.进一步的,所述第三输送带进料端的一侧设有导向板。
6.进一步的,所述冷却线包括至少10个风扇,相邻风扇的间距为20~30cm。
7.进一步的,所述固定架的两个端面均设有防护网,风扇设于所述两个防护网之间。
8.进一步的,所述第二输送带出料端的正下方设有废料收集仓。
9.进一步的,所述固定架为钢板焊接的组焊件。
10.采用上述结构使得本实用新型具备以下增益效果:
11.1、在喷粉线和打标线之间加装了冷却线,喷粉完成后在第二输送带上通过风扇进行冷却,冷却后直接进入打标线,整个过程自动化。
12.2、通过触发机构触发第三输送带的驻停从而确保每个刹车片都能够进行单独的打标操作。
附图说明
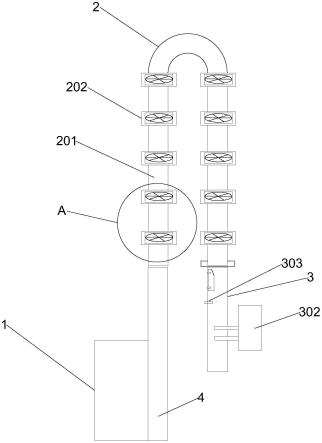
13.图1为本实用新型的结构示意图。
14.图2为图1的a部分的放大图。
15.图中所示:1、喷粉线;2、冷却线;201、第二输送带;202、风扇;3、打标线;301、第三输送带;302、打标机;303、触发机构;4、第一输送带。
具体实施方式
16.下面结合附图对本实用新型做进一步详细的描述,
17.本实用新型公开了一种刹车片的喷粉打标流水线,它包括喷粉线1和打标线3,它还包括冷却线2,冷却线2连接于喷粉线1的出料端,打标线3连接于冷却线2的出料端,
18.所述喷粉线1包括喷粉加热室和贯穿喷粉加热室的第一输送带4,
19.所述冷却线2包括第二输送带201和若干个风扇202,第二输送带201的进料端与第一输送带4的出料端连接,每一风扇202的出风口朝向第二输送带302的输送表面,并通过固定架倾斜固定于第二输送带201正上方,
20.所述打标线3包括第三输送带301,打标机302和触发机构303,第三输送带301的进料端与第二输送带201的出料端连接,所述打标机302放置于第三输送带301的侧方,打标机302的打标头设于第三输送带301正上方,触发机构303设于打标头进料端的第三输送带301侧方,触发机构303连接第三输送带301以驻停第三输送带301,第三输送带301的控制端与打标机302信号连接以在第三输送带301驻停后通过打标机302对第三输送带301的工件进行打标作业。
21.正常工作状态下,刹车片进入第三输送带301,触发机构303识别到刹车片经过,进入打标机302下方,控制第三输送带301驻停并触发打标机302工作对刹车片进行打标,打标机302完成打标工作后向第三输送带301的控制端发出启动型号,第三输送带301继续工作。
22.打标机302出现故障状态下,刹车片进入第三输送带301,触发机构303识别到刹车片进入打标机302下方,第三输送带301驻停,打标机工作异常,第三输送带301保持驻停状态,第二输送带301持续向第三输送带302输送刹车片,触发机构303在未接收到打标机302工作信号的情况下检测到刹车片经过,判定为工作异常,发出警报由工人进行故障排除。
23.具体的,所述第二输送带201为由半圆弧形输送端和分别连接于半圆弧形输送段两端且互相平行的直线输送段组成的类u型结构。第二输送带201用于衔接喷粉线1和打标线3,因此u型结构可在满足冷却需求的情况下尽可能的节省空间,其中两个直线输送段分别与第一输送带4和第三输送带301衔接,半圆弧形输送段为不加装风扇202的留白区域,可进行人工监视去除不合格产品,因打标线故障导致的刹车堆积也可在此通过人工整理来调节刹车片的输送密度,或在半圆弧形输送段处加装测温机构和计数机构,对冷却线2的的工作效率进行实时监控计算,方便对整个加工工段进行调整。
24.具体的,所述第三输送带301进料端的一侧设有导向板。导向板通过螺栓固定于第三输送带301的正上方。导向板为类梯形结构,在位于第三输送带301的进料一侧的导向板侧面为一斜面,即可通过斜面对刹车片进行引导,导向板的另一端的侧面与第三输送带301形成校准出口,使得刹车片能够在限位中继续输送到打标机的打标头正下方进行打标。
25.具体的,所述冷却线2包括至少10个风扇,相邻风扇的间距为20~30cm。风扇202与
第二输送带201为可拆卸连接,可根据实际需求在第二输送带上加装不同数量的风扇进行冷却,确保整条第二输送带201的刹车片都能够接受到冷却风,相邻的风扇之间保存有足够的空间避免风力互相干扰而影响风扇的转动,节省了不必要的电能消耗。
26.具体的,所述固定架为钢板焊接的组焊件,所述固定架的两个端面均设有防护网,风扇设于所述两个防护网之间。钢板焊接能够提供极强的耐热性,避免在高温环境中长期使用发生变形,防护网用于避免外界杂物掉落至风扇202内发生事故,同时也能避免风扇损坏而对外界造成危害。固定架上的风扇呈可调节固定,风扇可通过调节螺栓进行拆卸,再调整到合适的角度进行固定,从而适应不同大小的刹车片的需求,达到最高的冷却效率。
27.具体的,所述第二输送带201出料端的正下方设有废料收集仓。废料收集仓放置于第二输送带201的末端的下方正对于第二输送带201拐角处的切向方向,喷粉线1的加工废料在第二输送带201的输送下收集于废料收集仓中,再由操作工进行回收处理,避免废料进入后续的加工环节而影响刹车片的质量,废料收集仓内部涂有防静电层,避免废料因静电的作用而无法落入废料收集仓中。
28.以上仅就本实用新型的最佳实施例作了说明,但不能理解为是对权利要求的限制。本实用新型不仅限于以上实施例,凡在本实用新型独立权利要求的保护范围内所作的各种变化均在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1