一种终点开关丝网印刷加工方法与流程
1.本发明属于飞机起落架终点开关机构组件技术领域,涉及一种终点开关的丝网印刷机及印刷板的制作方法。
背景技术:
2.飞机起落架上的终点开关机构组件经过组装,测力矩、涂胶固化、钎焊、气密性试验、刻线等工步后送表面处理进行外表面涂漆及丝网印刷涂标志。以往的丝网印刷都是靠人工手工逐件刷涂,在刷涂过程中会出现油墨堆叠,局部区域标识不清,需清洗后重新刷涂,且丝网印刷板也经常出现模糊,用过几次后出现标识不清,还需重新制板,严重影响生产周期,无法按节点完成生产任务。因此,急需开发一种快速标识的丝网印刷机及加工方法以满足快速生产需要。
技术实现要素:
3.本发明的目的是提供一种快速加工终点开关零件的丝网印刷机及丝网印刷板的制作方法,采用该方法先制作出不同零件的丝网印刷板,在零件加工时,将其及零件固定在丝网印刷机上,可实现快速精准加工。
4.本发明的技术方案为:
5.一种终点开关丝网印刷加工方法,包括以下步骤:
6.一、丝网印刷板的制作
7.1、绢布制作标牌正片
8.1)按设计图纸或数模的要求绘制标牌原图。
9.2)用照相法制作标牌底版。
10.2、拉紧丝绢网
11.1)将丝绢网裁成长方形,每边留有20mm余量。
12.2)用图钉固定丝绢网:首先在两个相邻的角(a和b)处,然后沿ab边,再向下拉紧丝绢网至对边并从框中间向两侧固定对边(cd),捏住丝绢网从框中心向两角往下拉,将对边(cd)固定。然后拉紧丝绢网并固定bc和ad边(见图1)。
13.3)剪去多余的丝绢网使之与框边缘平齐。
14.3、涂乳剂之前丝绢网表面的准备
15.1)从丝绢网两边开始除去丝绢网上的油。
16.2)在30℃~40℃的恒温箱中干燥丝绢网30min。
17.4、感光乳剂的配制
18.1)往量杯中倒入500ml已加热至25℃~30℃的水,加入照相用动物胶,配制浓度为50g/l的照相用动物胶溶液,放置3h~5h使动物胶完全膨胀,然后对已膨胀的动物胶加热至完全溶解。
19.2)将重铬酸铵溶于250ml的温度为70℃~80℃的水中,配制浓度为15g/l的重铬酸
铵溶液。
20.3)将步骤2)得到的重铬酸铵溶液倒入步骤1)的照相用动物胶的溶液中。
21.4)再向步骤3)得到的混合溶液中倒入浓度为25%的氨溶液;仔细搅拌,形成均匀的液体,同时逐渐加入温水(水温为25℃~30℃),使溶液体积达到1升,得到感光乳剂。
22.5)用二层纱布过滤感光乳剂。
23.5、涂感光乳剂
24.1)感光乳剂在使用前应在45℃~50℃下加热。
25.2)在丝绢网外表面上涂一层感光乳剂。
26.6、干燥
27.在30℃~40℃的恒温箱中干燥30min。
28.7、检验
29.目视检查丝绢网上感光乳剂层的均匀性、致密性;如果丝绢网上涂层不均匀(有空隙)应涂第二层感光乳剂。在25℃~40℃温度下干燥20min。
30.8、曝光
31.1)将装有拉紧丝绢网的框放在支架上,乳剂层朝上。
32.2)放上正片,文字朝上。
33.3)通过照明灯使标牌的图形曝光,曝光时间为8min~10min。
34.9、显影
35.在清洗槽中用30℃~35℃温水清洗5min显像。
36.10、将显示出的图形着色
37.1)配制染料溶液:将0.5g/l的甲基紫溶于1000ml热水(60℃~70℃)中,搅拌均匀;冷却至室温,用一层纱布过滤。
38.2)将标牌着色:着色至能清楚地显示出图形,同时定期将框浸入染料溶液槽中。
39.11、清洗
40.在清洗槽内,室温下清洗丝绢网上已经着色的图案至完全除去网孔中的乳剂。
41.12、干燥
42.在30℃~40℃的恒温箱中干燥5min。
43.13、修版
44.在有缺陷部位涂一薄层感光乳剂;感光乳剂涂覆按第5步进行。
45.14、干燥
46.在30℃~40℃的恒温箱中干燥经过修补过的乳剂层20min。
47.15、热坚膜
48.修补过的乳剂层坚膜。将标牌放到照明灯(1000w)工作台上。在接通的功率为60w~80w的光源背景下仔细检查丝网。丝网收缩量允许为1mm~5mm,网上的图形应符合图样要求。网上乳剂涂层应是连续的,没有空隙。图形轮廓应清晰不能模糊。网孔清洗干净,不能存留乳剂。
49.二、丝网印刷
50.1、半自动圆盘式双工位专用丝网印刷机
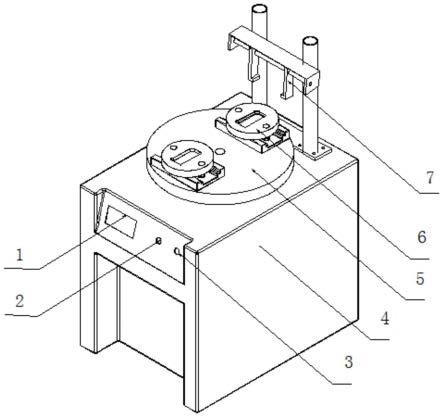
51.所述半自动圆盘式双工位专用丝网印刷机主要由三部分组成:主控制台4、圆盘平
台5和气动机械手7
52.1)所述主控制台4为长方体结构,主控制台4前方设有触摸屏1、急停开关2和指示灯3,下方接近地面200mm处设有脚踏开关连接接头。主控制台4的两侧及背面设有悬挂式挡板,便于拆卸维修;右侧挡板上设有压缩空气进气孔,附有调压阀与过滤器。背面下方设有220v电源插头。在主控制台4的底部均布4个万向轮和4个可调节支撑机脚螺杆。主控制台4内部为控制线路,由2个3a保险丝、1个输入220v输出24v变压器、1块显示屏电路板、5个210-8型24v气动电磁换向阀(五口两位)及1个cra1bs80-190型旋转夹紧气缸组成。
53.2)所述圆盘平台5由直径为450mm、厚度为10mm的钢板构成,圆盘平台5与下方主控制台4内的旋转夹紧气缸连接,在圆盘平台5和主控制台4中间夹有平面轴承便于旋转。圆盘平台5的12点钟和6点钟方向分别设有一个可以横向、纵向调节的小平台(类似车床的走刀架),每个小平台上装有一个圆形塑料模具,用来装夹工件。小平台的正下方装有两个小型油压缓冲器(用来帮助减缓冲击减少震动)和一个限位挡块,限位挡块装有电磁接近开关用来判断是否旋转到位。
54.3)所述气动机械手7通过固定底座及光杠安装在主控制台4的后上方。气动机械手7通过气缸和手轮调节两种方式实现在光杠上进行升降,上下行程为150mm;气动机械手7下方设有电磁感应限位开关,用于控制气动机械手7的下限位。光杠上安装有横向气动装置,主要负责印刷,横向气动装置由迷你气缸和可调节刮板连接而成。可调节刮板上安装有两个梯形夹头,用来固定丝网印刷板,通过迷你气缸驱动可调节刮板,进而带动两个梯形夹头移动。
55.2、丝网印刷
56.丝网印刷时,将零件安装于梯形夹头固定槽内,将已添加20%-30%马来高油墨稀释剂的马来高油墨墨水混匀后放入丝网板上的刮板处,然后按动急停开关,自动将零件运输至丝网板下方,实现自动化对位,启动设备自动印刷标牌。此时操作者可以安装另一个零件,通过设置进度程序,控制连续作业时间。如此交替往复,实现快速精准加工零件。
57.3、干燥
58.自然风干或低于70℃烘干。
59.4、检验
60.检查印刷后的标牌,要求字迹清晰,线条完整,内容正确,无油墨堆积。
61.5、清洗丝网印刷板
62.待该批次零件加工完成后,卸下丝网印刷板;采用低气味环保中干型洗网水清洗丝网印刷板,清洗干净待风干储存放好,待用。
63.本发明的有益效果:本发明采用自动化的丝网印刷机制作的终点开关零件,与原来的手工刷涂相比,产品质量得到大幅提升,再未出现因凹槽处印刷不清楚或油墨堆积现象,且标识准确,不倾斜,生产效率提高3倍,同时油墨利用率大大提高,油墨节省50%以上,且减少人工成本,原来该项工作需要3个人配合才能完成,现在只需1人即可操作。
附图说明
64.图1为丝绢网固定示意图。
65.图2为半自动圆盘式双工位专用丝网印刷机的示意图。
66.图中:1触摸屏;2急停开关;3指示灯;4主控制台;5圆盘平台;6塑料模具;7气动机械手。
具体实施方式
67.以下结合实施例和附图进一步解释本发明的具体实施方式,但不用于限定本发明。
68.一种终点开关的丝网印刷加工方法,包括以下步骤:
69.一、丝网印刷板的制作
70.1、绢布制作标牌正片
71.1)按设计图纸或数模的要求绘制标牌原图;图样上应标注图号。
72.2)用照相法制作标牌底版。
73.2、拉紧丝绢网
74.1)将丝绢网裁成长方形,每边留有20mm余量。
75.设备:丝绢作的网、图钉、工作台、标牌框、锤子、剪刀
76.2)用图钉固定丝绢网:首先在两个相邻的角(a和b)处,然后沿ab边,再向下拉紧丝绢网至对边并从框中间向两侧固定对边(cd),捏住丝绢网从框中心向两角往下拉,将对边(cd)固定。然后拉紧丝绢网并固定bc和ad边(见图1)。
77.3)剪去多余的丝绢网使之与框边缘平齐。
78.3、涂乳剂之前丝绢网表面的准备
79.1)用在无水乙醇中沾湿并稍微拧干的纱布从丝绢网两边开始除去丝绢网上的油。
80.2)在30℃~40℃的恒温箱中干燥丝绢网30min。
81.4、感光乳剂的配制
82.1)往量杯中倒入500ml已加热至25℃~30℃的水,加入照相用动物胶,配制浓度为50g/l的照相用动物胶溶液,放置3h~5h使动物胶完全膨胀,然后对已膨胀的动物胶加热至完全溶解。
83.2)将重铬酸铵溶于250ml的温度为70℃~80℃的水中,配制浓度为15g/l的重铬酸铵溶液。
84.3)将步骤2)得到的重铬酸铵溶液倒入步骤1)的照相用动物胶的溶液中。
85.4)再向步骤3)得到的混合溶液中倒入浓度为25%的氨溶液;仔细搅拌,形成均匀的液体,同时逐渐加入温水(水温为25℃~30℃),使溶液体积达到1升,得到感光乳剂。
86.5)用二层纱布过滤感光乳剂。感光乳剂的使用有效期为一个月。
87.5、涂感光乳剂
88.1)感光乳剂在使用前应在45℃~50℃下加热。
89.2)用扁形毛刷在丝绢网外表面上涂一层感光乳剂。
90.6、干燥
91.在加热至30℃~40℃的恒温箱中干燥30min。
92.7、检验
93.目视检查丝绢网上感光乳剂层的均匀性、致密性。如果丝绢网上涂层不均匀(有空隙)应涂第二层感光乳剂。在25℃~40℃温度下干燥20min。
94.8、曝光
95.1)曝光设备:照明灯(1000w)、支架。
96.2)将装有拉紧丝绢网的框放在支架上,乳剂层朝上。
97.3)放上正片,文字朝上。
98.4)通过照明灯使标牌的图形曝光,曝光时间为8min~10min。
99.9、显影
100.在清洗槽中用30℃~35℃温水清洗5min显像。
101.10、将显示出的图形着色
102.1)配制染料溶液:将0.5g/l的甲基紫溶于1000ml热水(60℃~70℃)中,搅拌均匀。冷却至室温,用一层纱布过滤。
103.2)将标牌着色:着色至能清楚地显示出图形,同时定期将框浸入染料溶液槽中。
104.11、清洗
105.在清洗槽内,室温下清洗丝绢网上已经着色的图案至完全除去网孔中的乳剂。
106.12、干燥
107.在30℃~40℃的恒温箱中干燥5min。
108.13、修版
109.在有缺陷部位涂一薄层感光乳剂。感光乳剂涂覆按第5步进行。
110.14、干燥
111.在30℃~40℃的恒温箱中干燥经过修补过的乳剂层20min。
112.15、热坚膜
113.修补过的乳剂层坚膜。将标牌放到照明灯(1000w)工作台上。在接通的功率为60w~80w的光源背景下仔细检查丝网。丝网收缩量允许为1mm~5mm,网上的图形应符合图样要求。网上乳剂涂层应是连续的,没有空隙。图形轮廓应清晰不能模糊。网孔清洗干净,不能存留乳剂。
114.二、丝网印刷
115.1、半自动圆盘式双工位专用丝网印刷机
116.(1)基本参数
117.印刷面积150mm
×
250mm;印刷速度1000次/小时;电源220v/50h;工作气压4-6mpa;尺寸60cm
×
70cm
×
120cm;重量150公斤。
118.(2)设备组成
119.所述半自动圆盘式双工位专用丝网印刷机主要由三部分组成:主控制台4、圆盘平台5和气动机械手7
120.1)所述主控制台4为长70cm、宽60cm、高62cm的长方体,主控制台4前方设有触摸屏1(100mm
×
200mm)、急停开关2和指示灯3一字排开,下方接近地面200mm处是脚踏开关连接接头。主控制台4的两侧及背面设有悬挂式挡板,便于拆卸维修;右侧挡板上设有压缩空气进气孔,附有eal2000-02型调压阀与过滤器。背面下方设有220v电源插头。在主控制台4的底部均布4个直径为50mm的万向轮和4个可调节支撑机脚螺杆。主控制台4内部为控制线路,由2个3a保险丝、1个输入220v输出24v变压器、1块显示屏电路板、5个210-8型24v气动电磁换向阀(五口两位)及1个cra1bs80-190型旋转夹紧气缸组成。
121.2)所述圆盘平台5由直径为450mm、厚度为10mm的钢板构成,圆盘平台5与下方主控制台4内的旋转夹紧气缸连接,在圆盘平台5和主控制台4中间夹有一个直径为300mm的平面轴承便于旋转。圆盘平台5的12点钟和6点钟方向分别设有一个可以横向、纵向调节的小平台(类似车床的走刀架),每个小平台上装有一个直径为180mm的圆形塑料模具,用来装夹工件。小平台的正下方装有两个小型的油压缓冲器(用来帮助减缓冲击减少震动)和一个限位挡块(尺寸40mm
×
40mm),限位挡块装有电磁接近开关用来判断是否旋转到位。
122.3)所述气动机械手7的高为500mm、宽为600mm;其通过长320mm、宽100mm的固定底座及光杠安装在主控制台4的后上方。气动机械手7的升降通过气缸sc50-125和手轮调节两种方式在光杠上调节,上下行程为150mm;气动机械手7下方设有电磁感应限位开关,用于控制气动机械手7的下限位。光杠上安装有横向气动装置,主要负责印刷,横向气动装置由迷你气缸和可调节刮板连接而成。可调节刮板上安装有两个梯形夹头,用来固定丝网印刷板,通过迷你气缸驱动可调节刮板,进而带动两个梯形夹头移动。
123.2、丝网印刷
124.丝网印刷时,将零件安装于梯形夹头固定槽内,将已添加20%-30%马来高油墨稀释剂的马来高油墨(h85-9001b)墨水混匀后放入丝网板上的刮板处,然后按动急停开关,自动将零件运输至丝网板下方,实现自动化对位,启动设备自动印刷标牌。此时操作者可以安装另一个零件,通过设置进度程序,控制连续作业时间。如此交替往复,实现快速精准加工零件。
125.3、干燥
126.自然风干或低于70℃烘干。
127.4、检验
128.检查印刷后的标牌,要求字迹清晰,线条完整,内容正确,无油墨堆积。
129.5、清洗丝网印刷板
130.待该批次零件加工完成后,卸下丝网印刷板;采用低气味环保中干型洗网水清洗丝网印刷板,清洗干净待风干储存放好,待用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1