一种双面冷光源UV模压设备及其应用方法与流程
一种双面冷光源uv模压设备及其应用方法
技术领域
1.本发明涉及激光全息模压技术领域,具体涉及一种双面冷光源uv模压设备以及应用该设备的应用方法。
背景技术:
2.激光全息模压技术是将带有全息镭射图像的金属镍版作为模压版贴合在全息镭射模压机的版辊上,聚酯薄膜通过涂布成像树脂涂层,通过与版辊进行热压或uv模压,把模压版上的全息图像压印到涂层薄膜上,从而制作成成卷的全息镭射包装塑料薄膜。
3.随着激光全息制版的不断发展,越来越多的微纳结构制备需要用到正反面模压。然而,目前市场上使用的热模压机或uv模压机都是单独使用的。操作人员需印刷塑料薄膜的正反向模压面时,往往需要分别使用两次热模压机或uv模压机。造成二次套印精度低,废品率高,生产效率低下等问题。
4.为解决双面模压问题,专利申请号为cn201720588172.4的一种双面微结构复制设备以及专利申请号为cn201510869779.5的一种新型双面模压机等专利文献中公开了一种双面模压装备,但是申请人发现这些专利文献中的双面模压装备存在以下缺陷:
5.1、套位精度低
6.2、生产效率低
7.3、设备能耗高
8.4、加工幅面窄
9.因此现有技术有待改进和提高。
技术实现要素:
10.为了克服现有技术的不足,本发明的目的在于提供一种双面冷光源uv模压设备及其方法,该系统和方法可以解决现有技术中套位精度低、生产效率低、设备能耗高、加工幅面窄等问题,其采用leduv光源固化,能实现正反面模压,精确套准,生产高效、低能耗无vocs排放,实现双面微结构模压。
11.为解决上述问题,本发明所采用的技术方案如下:
12.一种双面冷光源uv模压设备,所述设备沿着基料薄膜的放卷至收卷路线,依次包括:
13.放卷装置、第一涂布装置、第一模压装置、翻转装置、第二涂布装置、第二模压装置、收卷装置,所述放卷装置和收卷装置之间通过牵引辊传送基料薄膜,所述第一涂布装置用于在基料薄膜的一表面进行至少一次uv涂布,所述第一模压装置用于使得基料薄膜的该表面成型第一模压层,所述翻转装置设于所述第一模压装置与所述第二涂布装置之间,用于对形成第一模压层的基料薄膜进行翻转,翻转后的基料薄膜输送到所述第二涂布装置对其另一表面进行至少一次uv涂布,所述第二模压装置用于使得基料薄膜的该另一表面成型第二模压层;
14.其中,所述第一模压装置包括依次设置的第一模压胶辊、第一版辊、第一剥离胶辊、第一承压辅助辊以及设置在第一版辊上的第一uv冷光源固化灯;所述第二模压装置包括依次设置的第二模压胶辊、第二版辊、第二剥离胶辊、第二承压辅助辊以及设置在第二版辊上的第二uv冷光源固化灯;其中,所述第一版辊、第一承压辅助辊、第二版辊、第二承压辅助辊、牵引辊均采用中心通冷水镀铬镜面钢辊,通过冷水循环的方式稳定各辊表面温度。
15.进一步的方案是,在第一模压装置上压印有镭射图文信息,所述镭射图文信息设置有靶向套位标和横纵向追踪光标,用于后续模压识别套准;其中,所述压印镭射图文通过所述第一uv冷光源固化灯进行照射固化。
16.更进一步的方案是,所述放卷装置包括放卷机构和张力检测控制模块,所述放卷机构用于连续提供基料薄膜,并将基料薄膜输送到所述第一涂布装置进行uv涂布,所述张力检测控制模块用于设置整机张力参数并精密控制走膜平整顺畅。
17.更进一步的方案是,所述第一涂布装置包括第一网纹辊、第一上胶辊、第一承压辊,所述第一网纹辊用于在基料薄膜的一表面上整版涂布或局部涂布uv模压光油,所述第一上胶辊与第一承压辊配合周期摆动对基料薄膜的一表面进行定位定量上胶。
18.更进一步的方案是,所述翻转装置包括基膜翻转架模块、定位调节辊和第一张力牵引冷却模块,所述基膜翻转架模块包括若干导辊,用于将形成第一模压层的基料薄膜进行走膜并实现翻转,所述定位调节辊通过其上下移动调节所述第一模压装置和所述第二模压装置之间的长度;所述第一张力牵引冷却模块包括第一隔断胶辊和第一牵引冷却辊,所述第一隔断胶辊用于对从所述第一模压装置出来的基材薄膜进行张力分割阻隔,所述第一牵引冷却辊采用中心通冷水镀铬镜面钢辊,通过冷水循环的方式稳定各辊表面温度,用于对所述第一模压装置出来的薄膜基材进行冷却、定型,使第一模压装置的镭射图文信息位置稳定。
19.更进一步的方案是,所述第二涂布装置包括第二网纹辊、第二上胶辊、第二承压辊,所述第二网纹辊用于在基料薄膜的另一表面上整版涂布或局部涂布uv模压光油,所述第二上胶辊与第二承压辊配合周期摆动对基料薄膜的另一表面进行定位定量上胶。
20.更进一步的方案是,所述第二模压装置还包括光标检测器,所述光标检测器设置在所述第二版辊前方,通过识别所述第一模压装置的横纵向追踪光标,提供信号驱动所述第二版辊进行自动套准。
21.更进一步的方案是,所述收卷装置包括第二张力牵引冷却模块和收卷机构,所述第二张力牵引冷却模块包括第二隔断胶辊和第二牵引冷却辊,所述第二隔断胶辊用于对从所述第二模压装置出来的基材薄膜进行张力分割阻隔,所述第二牵引冷却辊采用中心通冷水镀铬镜面钢辊,通过冷水循环的方式稳定各辊表面温度,用于对所述第二模压模块出来的薄膜基材进行冷却、定型,实现基膜冷却和张力隔断;所述收卷机构,用于收卷双面加工后的基料薄膜。
22.更进一步的方案是,所述压印镭射图文通过所述第一uv冷光源固化灯进行照射固化,第一uv冷光源固化灯采用低功耗led光源,固化光源波长与uv模压光油固化引发剂匹配,以实现干燥固化以及压印成像。
23.一种双面冷光源uv模压设备的应用方法:
24.该方法应用于上述一种双面冷光源uv模压设备进行双面模压,该方法包括以下步
骤:
25.将放卷装置、第一涂布装置、第一模压装置、翻转装置、第二涂布装置、第二模压装置、收卷装置设置为沿直线顺序排列的方式;
26.由放卷装置提供基料薄膜;
27.由第一涂布装置在基料薄膜的一表面进行uv涂布;
28.由第一模压装置通过第一uv冷光源固化灯对压印镭射图文进行照射固化,在基料薄膜的该表面成型第一模压层,其中,通过冷水循环的方式稳定各辊表面温度;
29.由翻转装置对形成第一模压层的基料薄膜进行翻转,翻转后的基料薄膜输送到第二涂布装置,由第二涂布装置对其另一表面进行uv涂布;
30.由第二模压装置在基料薄膜的另一表面成型第二模压层其中,通过冷水循环的方式稳定各辊表面温度;
31.由收卷机构收卷双面加工后的基料薄膜。
32.由此可见,相比现有技术,本发明具有以下有益效果:
33.1、正反模压模块采用led uv冷光源固化方式,模压速度由50m/s提升到200m/s,从而减少基膜固化热变形,确保双面模压图文套准。
34.2、正反模压模块版辊、承压辅助辊、牵引辊均采用中心通冷水镀铬镜面钢辊,通过冷水循环的方式稳定各辊表面温度,可以迅速降低与版辊、承压辅助辊、牵引辊分别接触的uv涂层、承压胶辊和基膜表面温度,控制uv涂层光固化时产生的受热,同时对基材请起到快速冷却定型作用,有利于确保模压品质和套准。
35.3、第一模压母版设置镭射套准光标,为第二模压及多功能印刷模块提供套印基准,同时设置透明镭射光标识别电眼以及图文在线检测套准,实现自动跟标套准。第一模压和第二模压之间通过识别镭射套准光标,调节两组模压之间基膜长度,实现纵向套准;同时驱动电机自动调节版辊横向位置,实现横向套准。
36.因此,本发明提供一种双面冷光源uv模压设备,可以实现幅面大于800mm,正反面模压以及精确对位,生产高效速度达到200m/s、低能耗、无vocs排放模压工艺。
37.下面结合附图和具体实施方式对本发明作进一步详细说明。
附图说明
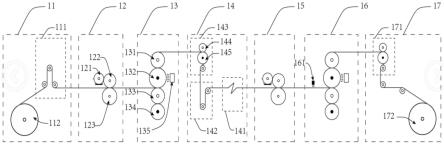
38.图1是本发明一种双面冷光源uv模压设备实施例的原理图。
39.图2是本发明一种双面冷光源uv模压设备实施例的结构示意图。
具体实施方式
40.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
41.需要说明的是,当部件被称为“装设于”、“固定于”或“设置于”另一个部件上,它可以直接在另一个部件上或者可能同时存在居中部件。当一个部件被称为是“连接于”另一个部件,它可以是直接连接到另一个部件或者可能同时存在居中部件。
42.还需要说明的是,本发明实施例中的左、右、上、下等方位用语,仅是互为相对概念
或是以产品的正常使用状态为参考的,而不应该认为是具有限制性的。
43.参见图1与图2,本发明提供的一种双面冷光源uv模压设备,所述设备沿着基料薄膜的放卷至收卷路线,依次包括:
44.放卷装置11、第一涂布装置12、第一模压装置13、翻转装置14、第二涂布装置15、第二模压装置16、收卷装置17,放卷装置11和收卷装置17之间通过牵引辊传送基料薄膜,第一涂布装置12用于在基料薄膜的一表面进行至少一次uv涂布,第一模压装置13用于使得基料薄膜的该表面成型第一模压层,翻转装置14设于第一模压装置13与第二涂布装置15之间,用于对形成第一模压层的基料薄膜进行翻转,翻转后的基料薄膜输送到第二涂布装置15对其另一表面进行至少一次uv涂布,第二模压装置16用于使得基料薄膜的该另一表面成型第二模压层。
45.其中,第一模压装置13包括依次设置的第一模压胶辊131、第一版辊132、第一剥离胶辊133、第一承压辅助辊134以及设置在第一版辊132上的第一uv冷光源固化灯135;第二模压装置16包括依次设置的第二模压胶辊、第二版辊、第二剥离胶辊、第二承压辅助辊以及设置在第二版辊上的第二uv冷光源固化灯;其中,第一版辊132、第一承压辅助辊134、第二版辊、第二承压辅助辊、牵引辊均采用中心通冷水镀铬镜面钢辊,通过冷水循环的方式稳定各辊表面温度。
46.在本实施例中,第一模压装置13包括第一模压胶辊131、第一版辊132、第一剥离胶辊133、第一承压辅助辊134和第一uv冷光源固化灯1351。其中,第一版辊132和第一承压辅助辊134采用中心通冷水镀铬镜面钢辊,通过冷水循环的方式稳定各辊表面温度,冷水温度设定为20—26摄氏度,迅速降低与第一版辊132和第一承压辅助辊134接触的uv涂层、第一模压胶辊131、第一剥离胶辊133和基膜表面温度,控制led uv涂层光固化时产生的受热,同时对基材请起到快速冷却定型作用,有利于确保模压品质和套准。
47.在第一模压装置13上压印有镭射图文信息,镭射图文信息设置有靶向套位标和横纵向追踪光标,用于后续模压识别套准;其中,压印镭射图文通过第一uv冷光源固化灯135进行照射固化,led uv固化灯采用低功耗led光源,固化光源波长与uv模压光油固化引发剂匹配,实现干燥固化以及压印成像。
48.在本实施例中,放卷装置11包括放卷机构111和张力检测控制模块112,放卷机构111用于连续提供基料薄膜,并将基料薄膜输送到第一涂布装置12进行uv涂布,张力检测控制模块112用于设置整机张力参数并精密控制走膜平整顺畅,有利于提升后续涂布、模压的图文品质。
49.在本实施例中,第一涂布装置12包括第一网纹辊121、第一上胶辊122、第一承压辊123,第一网纹辊121用于在基料薄膜的一表面上整版涂布或局部涂布uv模压光油,可以实现不同宽幅、稳定的涂布uv模压光油;第一上胶辊122与第一承压辊123配合周期摆动对基料薄膜的一表面进行定位定量上胶。
50.在本实施例中,翻转装置14包括基膜翻转架模块141、定位调节辊142和第一张力牵引冷却模块143,基膜翻转架模块141包括若干导辊,用于将形成第一模压层的基料薄膜进行走膜并实现翻转,定位调节辊142通过其上下移动调节第一模压装置13和第二模压装置16之间的长度。进一步的,定位调节辊142可上下移动,可通过设定模压版辊周长,自动计算、调节第一模压装置13和第二模压装置16之间长度,实现模压版辊周长等周期性对准。
51.在本实施例中,第一张力牵引冷却模块143包括第一隔断胶辊144和第一牵引冷却辊145,第一隔断胶辊144用于对从第一模压装置13出来的基材薄膜进行张力分割阻隔,第一牵引冷却辊145采用中心通冷水镀铬镜面钢辊,通过冷水循环的方式稳定各辊表面温度,冷水温度设定为20—26摄氏度,用于对第一模压装置13出来的薄膜基材进行冷却、定型,使第一模压装置13的镭射图文信息位置稳定。较佳地,张力牵引冷却模块,可对薄膜基材进行张力分割阻隔,有利于提升后续涂布、模压的图文品质。
52.在本实施例中,第二涂布装置15包括第二网纹辊、第二上胶辊、第二承压辊,第二网纹辊用于在基料薄膜的另一表面上整版涂布或局部涂布uv模压光油,第二上胶辊与第二承压辊配合周期摆动对基料薄膜的另一表面进行定位定量上胶。
53.在本实施例中,第二模压装置16还包括光标检测器161,光标检测器161设置在第二版辊前方,通过识别第一模压装置13的横纵向追踪光标,提供信号驱动第二版辊进行自动套准。
54.在本实施例中,收卷装置17包括第二张力牵引冷却模块171和收卷机构172,第二张力牵引冷却模块171包括第二隔断胶辊和第二牵引冷却辊,第二隔断胶辊用于对从第二模压装置16出来的基材薄膜进行张力分割阻隔,第二牵引冷却辊采用中心通冷水镀铬镜面钢辊,通过冷水循环的方式稳定各辊表面温度,用于对第二模压模块出来的薄膜基材进行冷却、定型,实现基膜冷却和张力隔断;收卷机构172,用于收卷双面加工后的基料薄膜。其中,第二张力牵引冷却模块171与第一张力牵引冷却模块143结构相同,实现基膜冷却和张力隔断,有利于收卷平整稳定。
55.在本实施例中,压印镭射图文通过第一uv冷光源固化灯135进行照射固化,第一uv冷光源固化灯135采用低功耗led光源,固化光源波长与uv模压光油固化引发剂匹配,以实现干燥固化以及压印成像。
56.本发明采用大包角模压leduv光固化的方式,有利于在模压过程中固化uv光油,减少基膜光固化受热变形,使其快速固化,从而实现高速双面模压。
57.综上所述,本发明的双面冷光源uv模压设备具有套印精度高、压印速度快、运行能耗低、适应幅面宽等特点。
58.本实施例还提供一种双面冷光源uv模压设备的应用方法,该方法应用于上述一种双面冷光源uv模压设备进行双面模压,该方法包括以下步骤:
59.将放卷装置11、第一涂布装置12、第一模压装置13、翻转装置14、第二涂布装置15、第二模压装置16、收卷装置17设置为沿直线顺序排列的方式;其中,直线顺序排列可以避免传统的走膜方式导致涂布模压设备的高度尺寸较大,影响生产操作,而且较短的走膜距离能够减小薄膜的形变量,确保产品质量的稳定性;
60.由放卷装置11提供基料薄膜;
61.由第一涂布装置12在基料薄膜的一表面进行uv涂布;
62.由第一模压装置13通过第一uv冷光源固化灯135对压印镭射图文进行照射固化,在基料薄膜的该表面成型第一模压层,其中,通过冷水循环的方式稳定各辊表面温度;
63.由翻转装置14对形成第一模压层的基料薄膜进行翻转,翻转后的基料薄膜输送到第二涂布装置15,由第二涂布装置15对其另一表面进行uv涂布;
64.由第二模压装置16在基料薄膜的另一表面成型第二模压层其中,通过冷水循环的
方式稳定各辊表面温度;
65.由收卷机构172收卷双面加工后的基料薄膜。
66.因此,本发明提供一种双面冷光源uv模压设备,可以实现幅面大于800mm,正反面模压以及精确对位,生产高效速度达到200m/s、低能耗、无vocs排放模压工艺。
67.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1