用于印染设备的圆网印花联合机及其控制方法与流程
本发明涉及纺织品印花设备,尤其涉及用于印染设备的圆网印花联合机及其控制方法。
背景技术:
1、圆网印花联合机在印花过程中,主要有两个同步:第一个是圆网的转动与印花导带的运动之间的同步。第二个同步是进布、印花导带、烘房传送带和落布单元之间的同步,它们之间的同步保证了织物在连续经过这四个单元时,运行平稳,对织物进行印花提供保障。
2、进布、印花导带、烘房传送带和落布这四个单元的传动均采用交流异步变频电机驱动,矢量型变频器控制。导带印花电机的传动作为主令信号。
3、针织弹力布因为具有很强的弹性和延伸性,因而进布单元与印花导带之间不能增加张力架反馈控制。目前的圆网印花联合机的进布控制大多是基于主从式运动控制的方式,即采用进布电机跟随印花导带电机速度的随动控制。
4、这种主从式速度控制方式无法适应控制存在负载变化的同步控制:无法解决圆网印花联合机在恒速时进布超喂电机、印花导带电机的负载变化造成的转速波动;更无法解决圆网印花联合机在升速、降速运动时进布超喂电机、印花导带电机转动的一致性。
技术实现思路
1、本发明的目的在于克服上述一种或多种现有的技术问题,提供一种用于印染设备的圆网印花联合机及其控制方法。
2、为实现上述目的,本发明提供如下技术方案:
3、用于印染设备的圆网印花联合机,包括:
4、送布机构,用于输送针织弹力布,并对所述针织弹力布进行定位和除尘处理;
5、进布印花机构,与所述送布机构连接,接收所述送布机构输送过来的所述针织弹力布,并对其进行印花工艺;
6、调速机构,与所述进布印花机构连接,用于控制所述进布印花机构的输送速度;
7、所述调速机构实时检测所述进布印花机构中传送带运转的第一速度,对所述针织弹力布输送的第二速度的大小进行调整,使所述针织弹力布的所述第二速度大小与所述第一速度的大小一致。
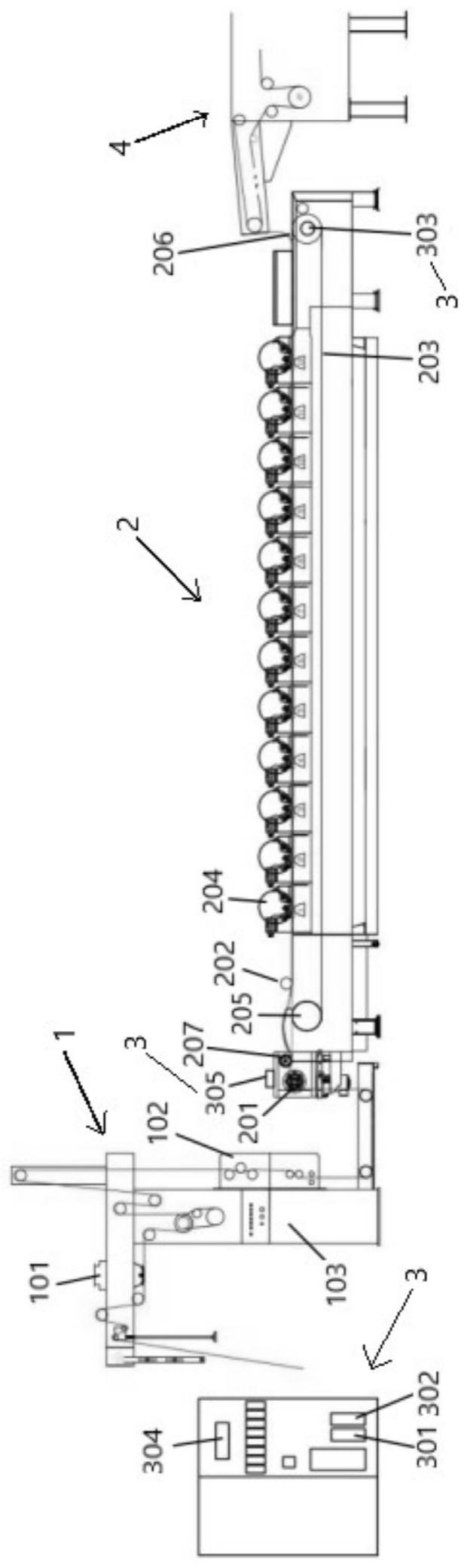
8、优选地,进布印花机构包括进布超喂辊、压辊、印花导带、印花圆网、印花导带主动辊、印花导带被动辊和进布扩幅辊;
9、所述印花导带分别套设于所述印花导带主动辊和所述印花导带被动辊上,所述印花导带主动辊和所述印花导带被动辊分别设置在所述印花导带的两端;
10、所述压辊和所述印花圆网设置在所述印花导带顶部,所述印花圆网设置在所述印花导带主动辊和所述印花导带被动辊之间,所述压辊设置在所述印花导带主动辊和所述印花圆网之间;
11、所述印花导带主动辊靠近所述送布机构设置,所述进布超喂辊设置在所述送布机构与所述印花导带主动辊之间;
12、所述进布扩幅辊设置在所述进布超喂辊和所述印花导带主动辊之间。
13、优选地,调速机构包括驱动所述进布超喂辊运转的进布超喂驱动器、驱动所述印花导带主动辊运转的印花导带驱动器、设置在所述印花导带被动辊外侧跟随所述印花导带被动辊一同运转的编码器和分别与所述进布超喂驱动器、印花导带驱动器和编码器通信连接的控制器;
14、所述控制器调整所述进布超喂驱动器控制的所述第二速度,使所述第二速度的大小与所述第一速度的大小一致。
15、优选地,所述送布机构包括用于对所述针织弹力布除尘的除尘装置和设置在所述除尘装置的输送后方,对所述针织弹力布进行定位的定位装置;
16、所述进布超喂辊设置在所述定位装置的输送后方。
17、优选地,所述调速机构还包括设置在所述进布超喂辊外侧用于控制所述进布超喂辊转速的人机交互界面。
18、为实现上述目的,本发明的用于印染设备的圆网印花联合机,还包括设置在所述进布印花机构的输送后方的用于对印花后的所述针织弹力布进行烘干的烘干机构。
19、为实现上述目的,本发明还提供一种用于印染设备的圆网印花联合机的控制方法,包括:
20、在人机交互界面上设置进布超喂辊运转的第二速度相对印花导带运转的第一速度的超喂量;
21、控制器通过检测编码器的实时脉冲数,计算所述印花导带运转的所述第一速度;
22、所述控制器实时检测进布超喂驱动器的力矩,计算单位时间内的力矩前后变化量,即计算所述进布超喂驱动器的力矩加速度;
23、根据所述力矩加速度,通过所述力矩加速度补偿算法计算所述进布超喂驱动器的速度补偿量;
24、以所述第一速度为基础,通过所述超喂量与所述速度补偿量计算所述进布超喂驱动器运转的所述第二速度;
25、所述控制器根据所述第二速度对所述进布超喂驱动器进行调整,进而控制针织弹力布输送的所述第二速度与所述第一速度一致。
26、优选地,所述第一速度的计算公式为:
27、
28、其中,u1为印花导带运转的第一速度,p为编码器在t时间的脉冲数,编码器为5000线,l1为印花导带主动辊的周长,t为单位时间。
29、优选地,所述力矩加速度补偿量积分分离控制算法为:
30、
31、
32、其中:uk表示第k次采样时刻计算输出的补偿量,kp表示比例系数,取值范围为0.1-100.0,tk表示第k次采样时刻计算输出的力矩变化量;β表示积分项的开关系数,ki表示积分系数,取值范围为0.1-360.0,表示0、1、2、…、k次采样时刻计算输出的力矩变化量之和,kd表示微分系数,取值范围为0.01-10.00,tk-1表示第k-1次采样时刻计算输出的力矩变化量,ε表示力矩变化设定阈值。
33、优选地,所述第二速度的计算公式为:
34、u2=u1(1+δu)+uk
35、其中,u2为进布超喂辊运转的第二速度,u1为印花导带运转的第一速度,δu为人机交互界面上设置的超喂量,uk为进布超喂驱动器的速度补偿量。
36、基于此,本发明的有益效果在于:
37、1.通过本发明的方案,在整体装置的前部设置定位装置,能够对针织弹力布进行定位,防止针织弹力布运行中左右偏离;同时设置了除尘装置,能够对针织弹力布进行除尘处理,防止因灰尘落在针织弹力布上而影响印花效果;
38、2.通过本发明的方案,编码器设置在印花导带被动辊外侧,编码器的轴与印花导带被动辊一起旋转,真实反映印花导带的运行速度,克服了印花导带主动辊抖动;
39、3.通过本发明的方案,编码器的轴与印花导带被动辊一起旋转,在印花过程中,无论印花导带电机的负载发生变化时,还是在印花过程中升速、降速运动时电机特性的影响,控制器都会快速地检测,并快速做出相应的控制;
40、4.通过本发明的方案,控制器实时检测针织弹力布在印花前的变化趋势及变化大小,采用力矩加速度补偿算法,准确调整进布超喂电机的运动状态,从而保证针织弹力布的经向在印花前低张力状态,且保持经向的一致性,防止针织弹力布变形;
41、5.通过本发明的方案,针织弹力布在运行中与进布扩幅辊的表面产生纬向摩擦力,扩展织物防皱去皱,使针织弹力布平坦地运行至印花工艺门幅;
42、6.通过本发明的方案,调速机构与圆网印花工艺相结合,能够适应印花布多品种、多花型、小批量的特点,操作容易,具有较高的控制精度和可靠性,实现了针织弹力布在印花过程中的平稳运行。
- 还没有人留言评论。精彩留言会获得点赞!