一种直写式可变激光全息序列号的制作方法与流程
本发明涉及可变激光全息序列号领域,具体为一种直写式可变激光全息序列号的制作方法。
背景技术:
1、激光标的鉴别,一般用户主要通过肉眼进行观察,也可通过显微设备察看内部刻版特征,从而鉴别真伪,其特性为:同一模版压制出来的标签是一样的,但模版在光刻过程中受各种参数和环境条件的影响,不太可能做出完全相同的两块模版,这也是激光标识最重要的防伪特性之一。
2、激光直写光刻技术无需中间掩膜曝光环节,直接在基片上绘制出所需图案,与传统掩膜版曝光光刻每改变一次图形就需要重新制作掩膜版相比,大大方便了科研人员,降低了生产制作成本,但是在方便用户的同时也增加了自身系统的复杂程度,典型激光直写系统包含有光学成像、运动控制、曝光计量控制、套刻对准、数据处理等子系统,一方面,针对不同的客户机型系统的硬件选型又存在差异,因此对于上位软件来讲需要适配不同的硬件类型,这给软件编写与后期的维护带来了一定的复杂。
3、目前市面上所有标签上面使用的序列号,多为普通打印号码或采用激光去铝方式获得的透明镂空号码,如需制作带有衍射效果的激光全息序列号,传统激光全息图像的制作方法需要通过制作大量的激光母版才可能实现,例如:从1至10000,需要制作一万个不同号码的激光全息母版,这需要花费巨额的资金和大量的时间,因此无法进行批量生产,传统的模压全息、模压拼版等方式皆为制作一个小单元的激光全息图像,通过较大压力和较高温度来将小单元的激光全息母版拼接到一起,再进行批量复制,制作工艺复杂,制作成本高昂,普通人们根本无法做到对激光全息图案的个性化创作和运用。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种直写式可变激光全息序列号的制作方法,解决了前市面上所有标签上面使用的序列号,多为普通打印号码或采用激光去铝方式获得的透明镂空号码,如需制作带有衍射效果的激光全息序列号,传统激光全息图像的制作方法需要通过制作大量的激光母版才可能实现,例如:从1至10000,需要制作一万个不同号码的激光全息母版,这需要花费巨额的资金和大量的时间,因此无法进行批量生产,传统的模压全息、模压拼版等方式皆为制作一个小单元的激光全息图像,通过较大压力和较高温度来将小单元的激光全息母版拼接到一起,再进行批量复制,制作工艺复杂,制作成本高昂,普通人们根本无法做到对激光全息图案的个性化创作和运用的问题。
3、(二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:一种直写式可变激光全息序列号的制作方法,包括可变激光全息序列号的制作方法,所述可变激光全息序列号的制作方法包括两种方法:
5、方法一:点阵式制作可变激光全息序列号打印方法;
6、方法二:手绘方式制作可变激光全息序列号雕刻方法。
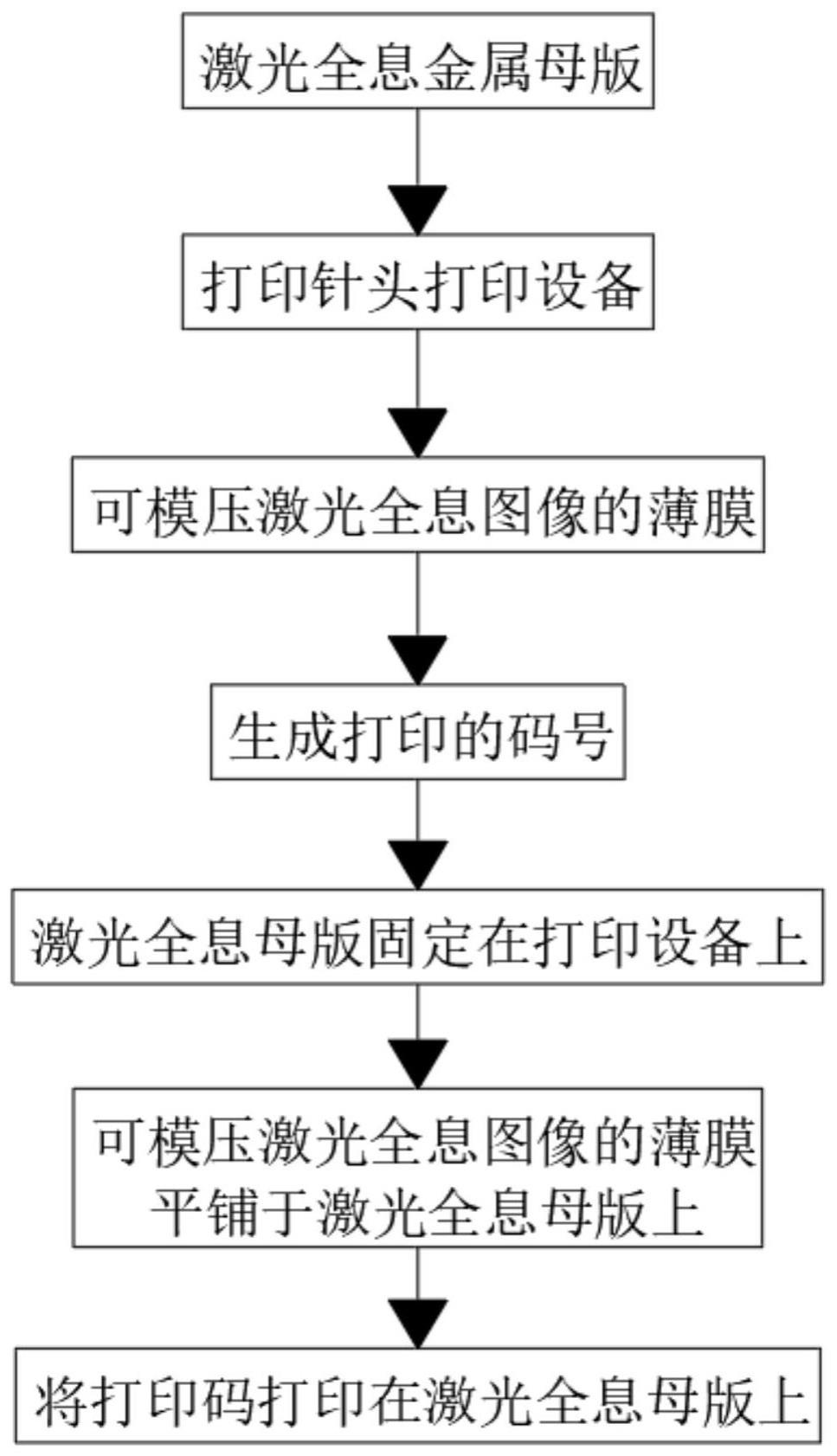
7、优选的,所述点阵式打印方法包括以下步骤:
8、步骤一:获取一个激光全息金属母版;
9、步骤二:一个带有单点式打印针头的打印设备或者多点式打印针头的打印设备;
10、步骤三:准备一卷已经模压好激光全息标签图案但未涂布任背胶的可模压激光全息图像的薄膜;
11、步骤四:运用电脑软件生成打印的码号;
12、步骤五:将激光全息母版固定在打印设备上,激光全息母版位于打印针头的下方,激光全息讯息层面朝打印针头方向;
13、步骤六:将可模压激光全息图像的薄膜平铺在激光全息母版上,可模压激光全息图像的薄膜与激光全息讯息层面相接触;
14、步骤七:将打印的码号通过打印针头打印在激光全息母版上。
15、进一步,所述步骤一中的激光全息金属母版的厚度为150-200微米,增加金属母版的使用寿命,根据所要制作的激光全息序列号要求,来制作任意效果的激光全息母版,如衍射光栅、光柱、猫眼、低频光刻等。
16、更进一步,所述步骤二中的打印针头需为圆珠笔头的圆球形,所述打印针头的直径为0.1—1mm,采用市面上通用的刻字机、绘图仪或同类设备。
17、更加进一步,所述步骤三中的可模压激光全息图像的薄膜可选未经过模压的电化铝膜、介质膜和包装膜,未经过模压的电化铝膜、介质膜和包装膜等可模压的薄膜均可,所述可模压激光全息图像的薄膜的厚度为20-80微米。
18、更加进一步,所述步骤四中的打印的码号中点的大小设置为0.01mm,打印的码号点间的距离为0.05mm,可以是批量的数据库,也可以是单组打印完后自动编码,单点式打印针头的打印设备通常不具备自动分析号码点数的功通,需要人工将号码处理成点状排列,在膜上打印出一个个带有激光全息衍射效果的可变序列号。
19、更加进一步,所述步骤六中的可模压激光全息图像的薄膜与打印针头的距离为5—10毫米;
20、所述步骤七中多点式打印针头打印一组6位数的号码通常为1秒,单点式打印针头打印一组6位数的号码为2—10秒。
21、更加进一步,所述手绘方式制作可变激光全息序列号包括以下步骤:
22、s1、获取一个激光全息金属母版;
23、s2、准备一个雕刻笔;
24、s3、准备一卷已经模压好激光全息标签图案但未涂布任何背胶的可模压激光全息图像的薄膜;
25、s4、运用电脑软件生成打印的码号;
26、s5、准备一个手绘平台;
27、s6、将激光全息母版平铺于手绘平台上;
28、s7、将可模压激光全息图像的薄膜平铺在激光全息母版上,可模压激光全息图像的薄膜与激光全息讯息层面相接触;
29、s8、将打印的码号通过雕刻笔绘制在激光全息母版上。
30、更加进一步,所述s1中的激光全息金属母版的厚度为150-200微米,增加金属母版的使用寿命,根据所要制作的激光全息序列号要求,来制作任意效果的激光全息母版,如衍射光栅、光柱、猫眼、低频光刻等;
31、所述s2中的雕刻笔的笔尖为圆珠笔头的圆球形,笔尖的直径为0.1—1mm,采用市面上通用的刻字机、绘图仪或同类设备;
32、所述s3中的可模压激光全息图像的薄膜可选未经过模压的电化铝膜、介质膜和包装膜,未经过模压的电化铝膜、介质膜和包装膜等可模压的薄膜均可,所述可模压激光全息图像的薄膜的厚度为20-80微米;
33、所述s4中的打印的码号中点的大小设置为0.01mm,打印的码号点间的距离为0.05mm,可以是批量的数据库,也可以是单组打印完后自动编码,单点式打印针头的打印设备通常不具备自动分析号码点数的功通,需要人工将号码处理成点状排列,在膜上打印出一个个带有激光全息衍射效果的可变序列号。
34、更加进一步,所述s5中的手绘平台为玻璃或金属;
35、所述s6中的激光全息母版的激光全息讯息层面朝上。
36、(三)有益效果
37、本发明提供了一种直写式可变激光全息序列号的制作方法。具备以下有益效果:
38、1、本发明通过在模压好的激光标签电化铝膜、透明介质膜或包装膜等可模压激光全息图像的薄膜上直接进行处理,批量制作可变的激光全息序列号,该激光全息序列号可用于激光全息防伪标签、证卡膜、印钞防伪、镭射包装等多个领域,让各个领域都拥有一个专属的可变激光全息号码或图案,可有效提高产品的防伪性能,只需制作一个激光全息母版,便可通过打印或手绘雕刻等方式制作可变的激光全息序列号或者激光全息文字、图案、字母等,无需特意为了一些需要变动的内容而单独制作巨量的激光全息母版,大大减少了制作成本和时间。
39、2、本发明的直写式激光全息序列号的制作方法,不需要温度,不需要压力,可任意制作激光全息图像的内容,不需要昂贵的设备和复杂的生产工艺,只需要运用市面上价格低廉的设备和简单的制作流程便可完成。
40、3、本发明让人们可以通过手绘、针式打印机、刻字机、绘图仪等方式在激光全息防伪标签等塑料薄膜上直接制作带有衍射效果的激光全息可变序列号、可变激光全息文字和图案。
41、4、本发明通过在激光全息模压机、包装机械等设备上添加一个单点或多点的打印针头的方式,可更加高效、快速、精准地在激光标签和产品包装上制作可变的激光全息序列号、可变的激光全息图案和文字。
42、5、本发明采用的手绘方式不需要运用专业的设备,不需要经过复杂的工序,人们可以运用该方式来进行更多个性化的创作和设计,例如:雕刻人员和绘画者可以运用该方法,通过改变激光全息母版的颜色、角度和效果来手绘雕刻一些立体、动态和各种不同效果的激光全息图像。
- 还没有人留言评论。精彩留言会获得点赞!