一种引线框架自动打标设备及操作方法与流程
本发明涉及引线框架生产,特别是一种引线框架自动打标设备及操作方法。
背景技术:
1、目前半导体行业工厂大多采用人工操作打标机对框架进行打标,需要人员不停的操作设备和信息录入,比如核对批次号、输入标记号、取框架、取隔纸、打批次号、放框架、放隔纸、取空料盒、取原料盒等一系列步骤,人的劳动强度非常大,而且每个步骤都是人工参与,出错机会也多。后来,人们在引线框架上事先标记上一个二维码,通过核对二维码上识别批次信息,但到目前为止,二维码打标及打标作业中涉及的上料、输送和下料等工序大多是由人工完成的,不仅效率低,而且受人为因素影响大。
技术实现思路
1、本发明的目的在于:针对现有技术采用人工进行二维码打标,存在工作效率低的问题,提供一种引线框架自动打标设备及操作方法。
2、为了实现上述目的,本发明采用的技术方案为:
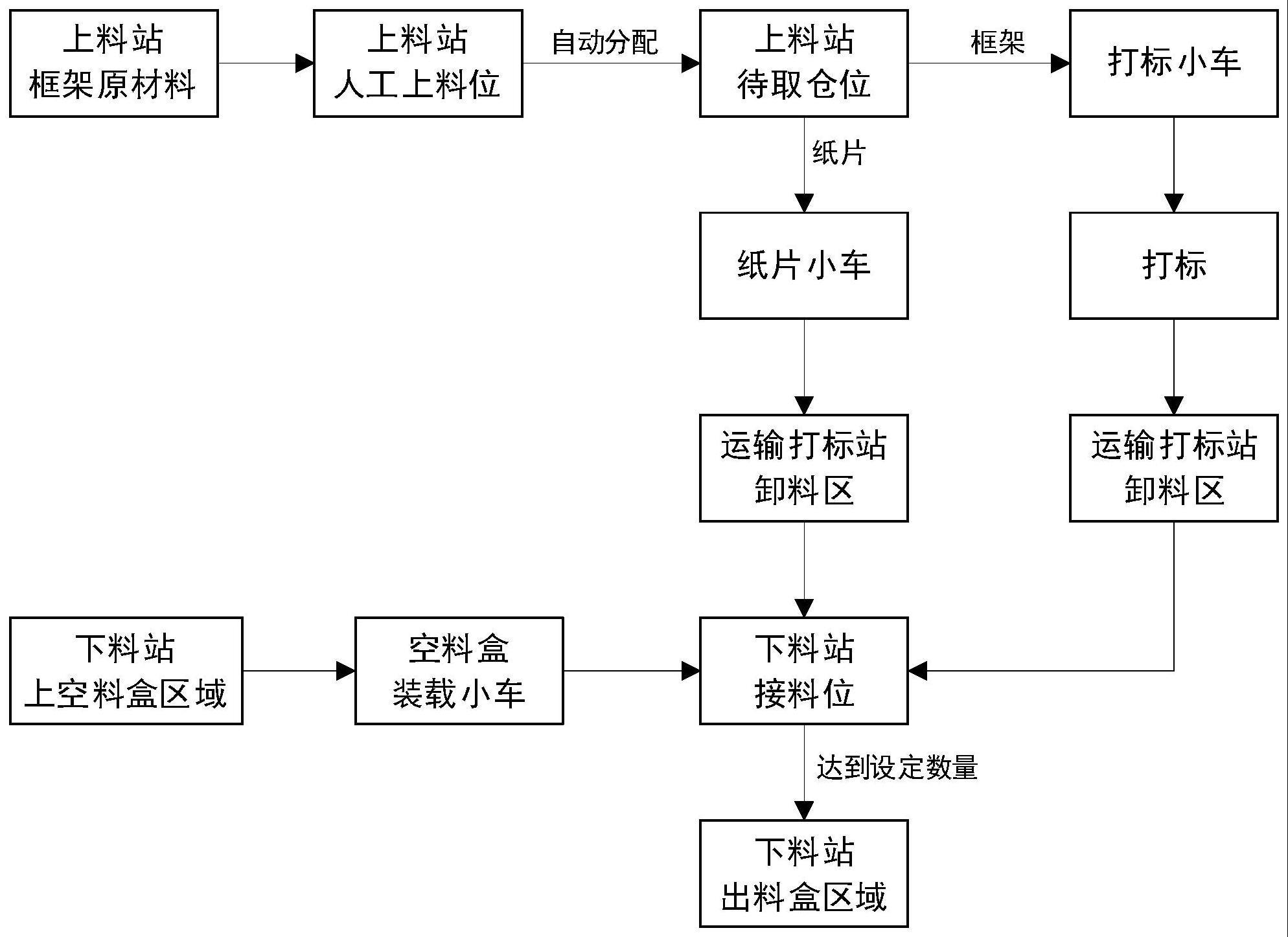
3、一种引线框架自动打标设备,包括上料站、运输打标站和下料站,所述上料站、运输打标站和下料站依次设置,所述上料站中设有上料仓位和取料运输装置,所述上料仓位用于放置引线框架和隔纸,所述取料运输装置能够将所述上料仓位处的引线框架或隔纸转运至所述运输打标站的指定位置;
4、所述运输打标站设有框架运输导轨、纸片运输导轨、等待区、打标区和卸料区,所述等待区、打标区和卸料区依次设置,所述框架运输导轨和纸片运输导轨并列设置且均从所述等待区延伸至所述卸料区设置,所述框架运输导轨和纸片运输导轨上分别设有送料小车,所述送料小车能够在所述框架运输导轨或纸片运输导轨上作直线往复运动,位于所述打标区位置设有打标机且所述打标机与所述框架运输导轨位置对应;
5、所述下料站中设有下料运输装置和上下料盒平台,所述上下料盒平台包括上空料盒区域、出料盒区域和料盒运输区域,所述上空料盒区域和出料盒区域并列设置且所述料盒运输区域设置于所述上空料盒区域和出料盒区域的同一端,所述上空料盒区域和所述出料盒区域均用于放置料盒,所述料盒能够在第一推盒机构的作用下从所述上空料盒区域往所述料盒运输区域所在侧移动且所述料盒能够在第二推盒机构的作用下从所述料盒运输区域所在侧推送至所述出料盒区域,所述料盒运输区域设有料盒运输机构和装载小车,所述料盒运输机构能够驱动所述装载小车在所述上空料盒区域到所述出料盒区域之间作往复运动,所述下料运输装置用于将所述卸料区中的引线框架和隔纸交替移送至所述料盒运输区域的指定接料位置。
6、优选地,所述上料仓位设有3×4个待取仓位、1个废纸皮仓位、1个备用纸片仓位和1个人工上料仓位,所述废纸皮仓位、备用纸片仓位和人工上料仓位依次设置于所述待取仓位的最前侧的一排。存放在原料盒中的待处理原料——引线框架和隔纸呈堆栈式交替叠放,上料时采用人工从原料盒中获取一个批量原料放置于人工上料仓位,然后通过取料运输装置自动分配到指定待取仓位上,提高上料分配的自动化程度,利于减少人为出错,能有效避免不同批次原料的混淆风险;而且采用系统自动分配原料位置,更方便操作。其中,所述待取仓位用于存放原料,所述废纸皮仓位用于存放待取仓位中检测出来的多余的隔纸,所述备用纸片仓位用于存放隔纸,当待取仓位处的原料存在框架与框架之间无隔纸隔开的情况时,可直接从所述备用纸片仓位处获取隔纸并运输到等待区指定位置,当待取仓位处的原料存在相邻两层引线框架之间放置了多余隔纸的情况时,可直接从所述待取仓位处将多余隔纸吸取放置到所述废纸皮仓位处,从而防止误操作;上料仓位采用上述布局,利于保证引线框架生产质量和有序加工。
7、优选地,各所述上料仓位的周侧设有若干个限位柱,用于阻挡各仓位处的原料移位,其中所述限位柱的顶端呈子弹头形状。本方案将仓位附近的限位柱做了特别的锥度结构设计,能有效防止料片在取的过程中被刮下去。
8、优选地,所述取料运输装置包括吸附机构、夹持机构、第一升降机构、第二升降机构、横向移动机构和纵向移动机构,其中吸附机构用于吸附引线框架或隔纸,夹持机构用于成摞夹持人工上料仓位处的原料,所述第一升降机构的一端连接所述吸附机构、另一端连接所述横向移动机构,所述第二升降机构的一端连接所述夹持机构、另一端连接所述横向移动机构,所述第一升降机构能够驱动所述吸附机构作上下往复运动,所述第二升降机构能够驱动所述夹持机构作上下往复运动,所述横向移动机构能够驱动所述第一升降机构、第二升降机构沿横向作往复直线运动,所述纵向移动机构能够驱动所述横向移动机构沿纵向作往复直线运动。
9、优选地,所述上料站的底部设有原料存储空间,所述原料存储空间连接有保护气充气接口,可通过保护气充气接口向原料存储空间充入惰性保护气体,保护框架。
10、优选地,所述送料小车用于放置物料的承载台上设有l形凸台和若干真空吸附孔,其中所述真空吸附孔用于通过负压将引线框架和隔纸平整吸附在送料小车的承载台上,一方面方便取料运输装置卸料,另一方面能够防止引线框架或隔纸微屈变形,这样利于稳定打设二维码,保证打标质量,所述l形凸台的内侧面用于限位引线框架或纸片的相邻两侧边;所述l形凸台的相对侧分别设有第一挡块和第二挡块以用于推送框架或纸片靠近凸台,所述第一挡块和第二挡块用于分别接触引线框架或纸片的另外两侧边,所述第一挡块连接第一推送组件,所述第二挡块连接第二推送组件,所述第一推送组件能够驱动所述第一挡块沿线路纵向方向推送所述承载台上的引线框架或隔纸,所述第二推送组件能够驱动所述第二挡块沿线路横向方向推送所述承载台上的引线框架或隔纸,通过第一挡块和第二挡块在引线框架或隔纸对角侧边的推送,使引线框架或隔纸靠近l形凸台至限位,利于保证引线框架或隔纸能够在运输过程中始终保持在固定位置,从而保证打标质量。
11、优选地,所述上下料盒平台位于所述卸料区的下方,所述料盒运输区域位于所述卸料区的后方。这样设置利于减小装置体积、节约占用空间。在本文中,前、后方是相对于操作人员而言,靠近操作方为前方,远离操作方、靠近柜子的内侧为后方。
12、本发明还提供一种自动化打标设备的操作方法,采用上述的一种引线框架自动打标设备,实施步骤包括:
13、步骤一,当框架运输导轨上的送料小车在等待区就位后,驱动取料运输装置将引线框架下放到框架运输导轨上的送料小车上;
14、步骤二,驱动送料小车向打标区移动,当检测到待处理引线框架被输送至进行方向检测的打标检测位时,停止送料小车移动,启动打标机在待处理引线框架的设定位置上打一个二维码并记录所述二维码;
15、步骤三,当待处理引线框架完成在打标检测位上的处理后,继续驱动送料小车前进、向卸料区移动,在卸料工位处停止送料小车移动,并驱动下料运输机构将引线框架转移到料盒运输区域上指定的接料位;
16、步骤四,驱动送料小车回到等待区的同时,驱动下料运输机构将隔纸交替放置在接料位的引线框架上;
17、步骤五,当检测到接料位的料盒所装载引线框架到设定数量后,将料盒转移到出料盒区域。
18、优选地,在所述步骤一中,当检测到纸片运输导轨上的送料小车在等待区就位后,驱动取料运输装置将隔纸下放到纸片运输导轨上的送料小车上;然后驱动纸片运输导轨上的送料小车移动到卸料区等待卸料。
19、优选地,在所述步骤五后,还包括步骤六:驱动装载小车移动到上空料盒区域端部,将上空料盒区域中的空料盒移动到所述装载小车上,空料盒用于在指定的接料位处装载引线框架。
20、优选地,在所述步骤五中,当料盒运输至出料盒区域端部时,采用第二推盒机构将料盒从装载小车上推送到出料盒区域设定位置;然后将第二推盒机构复位的同时,采用第三推盒机构继续推送料盒。这样一来,装载小车能够提前返回到上空料盒区域,无需等到推力臂复位后再返回,提高了流水线的作业效率,另一方面,当出料盒区域有料盒被取走时,第三推盒机构也能及时将其它料盒向外推出,以便操作员方便取走料盒。
21、在本文中,所述第一推盒机构/第二推盒机构/第三推盒机构包括动力部件和至少一个与所述动力部件固接的推力件,所述动力部件能够带动所述推力件作直线往复运动,所述动力部件为直线模组、液压缸、气压缸、同步带传动构件或弹簧等,本领域技术人员能够根据不同应用场景的控制需求将动力部件与推力件进行有机组合。推力件可以是杆件、板件或异形构件等。
22、综上所述,由于采用了上述技术方案,本发明的有益效果是:
23、本发明所提供的引线框架自动打标设备及操作方法可实现待处理引线框架和隔纸的自动输送、引线框架的自动打标、空料盒的自动上料,以及实现将自动打标后的已处理引线框架重新与隔纸放入空料盒进行自动出料等工序,打标过程人工干扰小,大大降低了人工的劳动强度、提高了工作效率。
- 还没有人留言评论。精彩留言会获得点赞!