一种船体零件打码方法及装置与流程
本发明涉及船舶建造,特别是涉及一种船体零件打码方法及装置。
背景技术:
1、在船舶建造过程中,船体板材经过下料切割后,根据钢板切割套料图,采用人工书写方式给每一个船体零件进行写码。这种方式书写工作量大、耗费人工多,容易出现字迹不清晰、漏写和重复等问题。
2、显然,人工书写方式严重限制了船体板材下料加工的自动化发展。
技术实现思路
1、本发明的目的是:提高船体零件的标码效率,减少对人工的依赖,促进船体板材下料加工的自动化发展。为了实现上述目的,本发明提供了一种船体零件打码方法及装置。
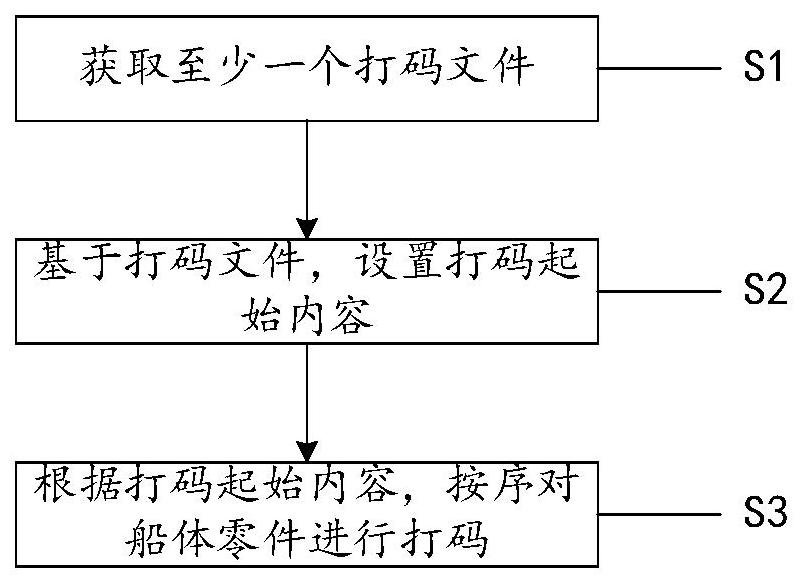
2、第一方面,本发明实施例提供了一种船体零件打码方法,包括:
3、获取至少一个打码文件;所述打码文件包括按预定规则编辑的文件名、打码文件内容和内容间隔符;
4、基于所述打码文件,设置打码起始内容;
5、根据所述打码起始内容,按序对所述船体零件进行打码。
6、优选地,所述预定规则,包括:
7、所述打码文件以套料图号命名;所述套料图号包括船号、套料单元号和套料板号;
8、所述打码文件的内容包括多行,每一行包括序号、套料册图号、套料板号、船号、分段号、零件号、加工/流向码、板厚度和标识信息;
9、所述打码文件的内容间隔符包括用于每个数据项之间的英文逗号和用于不同打码组合格式的多个数据项之间的英文分号。
10、优选地,采用在线或离线的方式,获取所述打码文件。
11、优选地,采用默认方式或非默认方式,设置打码起始内容;
12、所述默认方式,包括:设置所述打码文件的第一行打码内容为打码起始内容;
13、所述非默认方式,包括:设置所述打码文件的某一行打码内容为打码起始内容,以所述某一行打码内容包含的序号为索引。
14、优选地,所述按序对所述船体零件进行打码,包括:设置打码格式和设置重复打码。
15、优选地,所述设置打码格式,包括:
16、设置打码字符的间距、字体、字号和字符长宽比;以及,设置当前打码格式为单行打码或多行打码。
17、优选地,所述设置当前打码格式为单行打码或多行打码,包括:
18、若设置当前打码格式为单行打码,则对所述打码文件的每一行打码内容,以单行打码格式,一次按序打码。
19、优选地,所述设置当前打码格式为单行打码或多行打码,还包括:
20、若设置当前打码格式为多行打码,则根据多个数据项之间的英文分号,将所述打码文件的每一行打码内容重新组合成多个部分,形成多行打码格式,一次按序打码。
21、优选地,所述设置重复打码,包括:
22、暂停当前打码过程;
23、设置前一条打码内容或当前打码内容为重复打码内容,进行重复打码。
24、第二方面,本发明实施例还提供了一种船体零件打码装置,包括:
25、打码文件获取模块,用于获取至少一个打码文件;所述打码文件包括按预定规则编辑的文件名、打码文件内容和内容间隔符;
26、打码起始内容设置模块,用于基于所述打码文件,设置打码起始内容;
27、打码模块,用于根据所述打码起始内容,按序对所述船体零件进行打码。
28、本发明实施例一种船体零件打码方法及装置与现有技术相比,其有益效果在于:在按序进行打码的过程中,根据实际情况既可进行重复打码,也可设置单行打码或多行打码,能够满足各种尺寸零件的打码需求,提高船体零件的打码效率,减少对人工的依赖。
技术特征:
1.一种船体零件打码方法,其特征在于,包括:
2.根据权利要求1所述的船体零件打码方法,其特征在于,所述预定规则,包括:
3.根据权利要求1所述的船体零件打码方法,其特征在于,采用在线或离线的方式,获取所述打码文件。
4.根据权利要求1所述的船体零件打码方法,其特征在于,采用默认方式或非默认方式,设置打码起始内容;
5.根据权利要求1所述的船体零件打码方法,其特征在于,所述按序对所述船体零件进行打码,包括:设置打码格式和设置重复打码。
6.根据权利要求5所述的船体零件打码方法,其特征在于,所述设置打码格式,包括:
7.根据权利要求6所述的船体零件打码方法,其特征在于,所述设置当前打码格式为单行打码或多行打码,包括:
8.根据权利要求6所述的船体零件打码方法,其特征在于,所述设置当前打码格式为单行打码或多行打码,还包括:
9.根据权利要求5所述的船体零件打码方法,其特征在于,所述设置重复打码,包括:
10.一种船体零件打码装置,其特征在于,包括:
技术总结
本发明公开了一种船体零件打码方法及装置,该方法包括:获取至少一个打码文件;打码文件包括按预定规则编辑的文件名、打码文件内容和内容间隔符;基于打码文件,设置打码起始内容;根据打码起始内容,按序对船体零件进行打码。本发明在按序进行打码的过程中,根据实际情况既可进行重复打码,也可设置单行打码或多行打码,能够满足各种尺寸零件的打码需求,提高船体零件的打码效率,减少对人工的依赖。
技术研发人员:伍广兴,苏士斌,吴王灼,陈敦万,张培,蒋志跃,董玉其,罗进友,母传奇,宁付星
受保护的技术使用者:中船黄埔文冲船舶有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!