透印双层防回收标签的制作方法
1.本发明属于防回收标签印刷技术领域,具体涉及一种透印双层防回收不干胶标签。
背景技术:
2.中国专利申请“揭开式防伪标识及其制备方法(cn105469704b)”、“一种新型塑膜揭开留底标签(cn206711492u)”等双层防回收标签包括标签上层(本技术称之为可揭起的面层)和标签下层(本技术称之为不可揭起的底层);标签下层包括离型剂层、不透明层(本技术称之为有色背景层)和不干胶层,下层印刷有防伪图文等防伪信息。上述双层防回收标签的生产工艺顺序为:先在印刷厂将防伪信息印刷到背面预涂有离型剂的面层卷材上,再将印刷好的面层卷材发运到不干胶制品厂涂刷不干胶,然后再涂胶加工好的面层卷材运回印刷厂对面层进行印刷并完成模切等后加工工序。这一生产工艺顺序的缺点是:因为印刷厂一般都没有涂胶设备和技术,所以标签需外协涂胶,这样一来,就会导致生产周期长(行业惯例是需要21天交货),小批量标签订单(俗称短单)生产成本很高。
3.中国发明专利“墨沿防伪方法及墨沿防伪网络鉴别系统(cn106096971b)”,授权了本技术人的一种利用墨沿锯齿进行防伪的技术方案,它包括往承印物上印刷编码/图文,使编码/图文油墨的边沿随机变形、产生个性化的墨沿锯齿;对所印编码/图文进行放大拍摄,以拍摄取得墨沿锯齿特征信息和编码信息;将通过放大拍摄所取得的墨沿锯齿特征信息、对应编码信息存储到防伪网络鉴别系统数据库——云端数据库,以作为防伪特征信息,供公众使用拍照手机来查验真伪。
4.研究显示:造假者通过高清扫描的方法,获取编码或图文的墨沿锯齿图像后,可以通过胶印机等有版印刷工艺,印刷复制出非常逼真的墨沿锯齿,使防伪查验系统的软件识别难度增加,导致查验准确率降低。
5.如何增加墨沿锯齿的复制伪造难度,如何提高查验准确率,如何缩短生产周期,如何降低短单生产成本,一直是“墨沿防伪方法及墨沿防伪网络鉴别系统(cn106096971b)”和防伪行业,亟待解决的技术难题。
技术实现要素:
6.本发明的目的:提供一种透印双层防回收标签,以缩短生产周期、降低短单生产成本、增加墨沿锯齿的复制伪造难度、方便公众触摸检验、提高查验准确率。
7.本发明一种透印双层防回收标签,包括可揭起的面层和(粘贴使用后)不可揭起的底层,面层与底层之间设有离型剂层,离型剂层使面层与底层之间形成可剥离结构;其特征在于:面层具有一些孔洞;因为孔洞越深手摸触感越明显,所以,最好孔洞深度h≥面层厚度,且h为0.01~1mm,或为0.02~0.8mm,或为0.05~0.35mm,或为0.1~0.2mm,或为0.05mm;在面层和孔洞内的底层上印刷有编码/图文,构成编码/图文的一些墨迹印刷在面层上,构成编码/图文的另一些墨迹穿过孔洞透印在底层上。可取的是,面层上的墨迹和孔洞内底层
上的墨迹(等上下两部分)拼接成一个完整的三维结构的编码/图文图案。
8.可取的是,所述透印双层防回收标签,其面层的表面张力l1与底层的表面张力l2之比值为k= l1/ l2,k≥1.2,或1/k≥1.2;编码/图文油墨具有墨沿锯齿。为了增加伪造难度,最好设为k≥3,或1/k≥3,以使面层与底层的墨沿锯齿差异更加明显。
9.可取的是,所述透印双层防回收标签,其底层厚度≥0.02mm或0.03mm或0.04mm或0.05mm或0.1mm或0.2mm。之所以这样设计,是因为底层越厚,激光在面层上雕刻孔洞时,就越不容易损伤(即刻穿)底层而导致大量废品。可取的是,为了使手摸触感更加明显,也为了使透印到底层的墨迹足够多,孔洞直径(也即宽度)最好为0.06~6mm,或0.3~3mm,或1.5~3.5mm。
10.可取的是,所述的透印双层防回收标签,其底层中增设有金属油墨层,以进一步增强底层厚度,避免激光烧穿底层。
11.可取的是,所述的透印双层防回收标签,其孔洞为激光雕刻孔洞,当然也可是机械切割孔洞;或者,标签面层采用网孔材料(例如纱网);或者,孔洞具有凸起边缘,手摸孔洞触感粗糙。
12.可取的是,所述的透印双层防回收标签,其凸起边缘是面层(在激光雕刻孔洞时温度急剧变化所形成的)材料熔化形成的疙瘩。
13.可取的是,所述透印双层防回收标签,其凸起边缘是面层上的覆膜层熔化形成的疙瘩。研究显示:因为面层与覆膜层二者热收缩强度不同,所以在激光雕刻孔洞时,急剧变化的温度就会促使覆膜层收缩熔化形成一圈疙瘩。
14.可取的是,孔洞边缘面层的颜色与孔洞内底层的颜色不同。这样一来,由于套印机械误差的原因,造假者若想使所复制的孔洞边缘的颜色与孔洞内底层的颜色之间的交界线位置准确无误,几乎就不可能了,也即若想复制造假就更难了。
15.可取的是,所述底层是一种被切成小碎片的纸层或膜层。换言之,最好将底层2切成碎片层,以使纸/膜材质的底层难以完整地被造假者揭起回收。
16.可取的是,所述编码与图文合二为一,换言之,将编码兼做图文使用。
17.这样一来,标签贴到产品上后,造假者只能揭起面层,而不能揭起底层。孔洞内底层上的墨沿锯齿必然滞留在产品上,导致墨沿特征信息不能被完整回收,从而可有效防止回收造假。
18.与现有技术相比,本发明可产生如下有益技术效果。
19.其一、无法复制:现行有版印刷工艺,是通过印版将油墨图文转移到所接触到的承印物上的。因为孔洞内的底层低于面层,印版无法接触到,所以造假者无法将想要伪造的墨沿锯齿等防伪特征用印版转印到低洼处的孔洞里,尤其无法将想要伪造的墨沿锯齿用印版转印到孔洞的拐角区(也即死角区域)。如果造假者也采用喷印等无版印刷工艺,则喷到孔洞里的墨迹,必然迅速扩散变形,必然导致想要伪造的墨沿锯齿与原版不同,这样一来,防伪查验系统软件就很容易识别出来,因而,采用本发明的产品,具有无法复制的特性。
20.其二、可大大缩短生产周期:构成编码/图文的一些墨迹等防伪信息可穿过孔洞透印于底层上,克服了背景技术所述的现行工艺顺序缺点,从而大大缩短了生产周期、避免了外协涂胶,标签订单交货期可由21天缩短为1天,甚至立等可取;降低了短单生产成本。
21.其三、徒手可触摸检验:公众可先用手触摸孔洞,确认孔洞真实存在,然后再用拍
照手机去查验真伪。由于本发明是通过手检与机检结合的关联双保险机制来查验真伪的,因此可获得可靠查验结论,从而达到提高查验准确率的效果。
22.其四、无法完整回收:造假者若非法揭起标签,则只能揭起面层,而无法揭起底层,底层必然滞留于产品上,将一个完整的编码/图文等防伪信息一分为二,从而防止造假者完整回收标签,避免回收后贴于假冒产品上。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其它的附图。
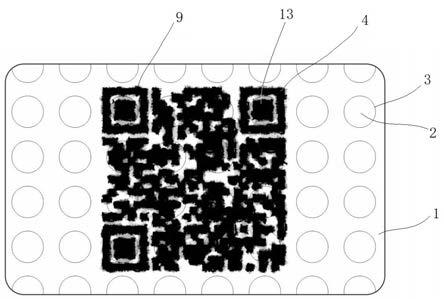
24.图1为本发明(实施例一)中的一种透印双层防回收标签俯视示意图。
25.图2为图1中a
‑
b位置的截面结构示意图。
26.图3为一种防揭启不干胶材料的结构示意图。
27.图4为本发明(实施例二)中的一种孔洞具有凸起边缘的透印双层防回收标签俯视示意图。
28.图5为图4中c
‑
d位置的截面结构示意图。
29.图6为本发明(实施例二)中的另外一种孔洞具有凸起边缘的透印双层防回收标签俯视示意图。
30.图7为本发明(实施例二)中的再一种孔洞具有凸起边缘的透印双层防回收标签俯视示意图。
31.图8为本发明(实施例三)中的一种面层为网孔材料的透印双层防回收标签俯视示意图。
32.图9为图8中的面层被揭起后滞留在产品上的底层示意图。
33.图10为图8中的面层被揭起后的示意图。
34.附图标号说明:1
‑
面层、2
‑
底层、3
‑
孔洞、4
‑
编码、5
‑
图文、6
‑
离型剂层、7
‑
有色背景层、8
‑
不干胶层、9
‑
墨沿锯齿、10
‑
凸起边缘、11
‑
金属油墨层、12
‑
覆膜层、13
‑
(透过孔洞透印在底层上的编码的)局部墨迹。
具体实施方式
35.实施例一。
36.订购一种如图3所示的防揭启不干胶材料,其面层1厚度最好为0.08mm,底层2厚度最好为0.05mm,并保证底层2的表面张力l2大于面层1的表面张力l1。如图1、图2所示,在0.08mm厚的面层1(例如80克/m2的铜版纸)上,用激光雕刻机雕刻一些直径为1.5mm的孔洞3。为了避免激光在面层1上雕刻孔洞3时,损坏(即烧穿)底层2而导致大量废品,可采取增加有色背景层7厚度的办法。例如,采用雕刻凹版将白色油墨涂布成20微米以上厚度作为有色背景层7使用;再例如,覆上一层17g/m2以上的薄纸作为有色背景层7使用,最好将薄纸切成面积小于5mm
×
5mm的小碎片,从而将底层2变成碎片层。为了阻止激光烧穿底层2造成大量废品,最好在有色背景层7下方,再涂覆一层激光较难烧穿损坏的金属油墨层11。换言之,金
属油墨层11加厚了底层2,阻隔了激光能量。
37.采用喷码机将二维码形式的编码4和形如星光的图文5喷印在上述防揭启不干胶材料上,使局部墨迹13穿过孔洞3透印在底层2上,并在底层2上扩散或收缩形成墨沿锯齿9,使另一部分墨迹落在面层1上,从而使面层1上的墨迹和孔洞3内底层2上的墨迹(等上下两部分)拼接成一个完整的三维结构的编码4/图文5的图案。
38.可取的是,因为底层2的表面张力l2大于面层1的表面张力l1,所以,孔洞3里底层2上所形成的墨沿锯齿9就会较大。
39.参照“墨沿防伪方法及墨沿防伪网络鉴别系统(cn106096971b)”,将编码4及其扩散形成的墨沿锯齿9的特征信息采集下来,作为防伪特征信息与编码4对应存储到云端数据库中,以作为备案信息,以供公众查验真伪。最后将所制成的上述透印双层防回收标签粘贴与产品上。
40.这样一来,消费者于购买产品前,就可先用手触摸面层1上的孔洞3,确认孔洞3真实存在后,再用拍照手机去扫码,以查验真伪。本发明由于是通过手检与机检结合的关联双保险机制来查验真伪的,因此可获得可靠查验结论,从而达到提高查验准确率的效果。
41.实施例二。
42.订购一种如图3所示的防揭启不干胶透明塑料薄膜材料,其透明的面层1厚度最好为0.025mm,其白色的底层2厚度最好为0.045mm,保证底层2的表面张力l2大于面层1的表面张力l1。在0.025mm厚的面层1(例如25克/m2的薄膜)上,加上12克/m2的塑料薄膜覆膜层12,用激光雕刻机雕刻一些直径为1.5mm的孔洞3。为了避免激光在雕刻孔洞3时,损坏(即烧穿)底层2而导致大量废品,可采取增加有色背景层7厚度的办法。例如,在有色背景层7下方,涂覆一层激光较难烧穿的金属粉油墨层11。换言之,金属粉油墨层11加厚了底层2,阻隔了激光能量。
43.可取的是,在孔口制作出凸起边缘10,以便于公众手摸检验孔洞3的真实性。可取的是,如图4、图5所示,面层1覆膜后孔口产生了凸起边缘10。研究显示:面层1与覆膜层12二者热收缩强度不同,在激光雕刻孔洞3时,急剧变化的温度促使覆膜层12收缩熔化形成一圈疙瘩,构成所需的凸起边缘10。该凸起边缘10手感粗糙,可方便公众手摸检验孔洞3,明显感知孔洞3是否存在,从而徒手确定孔洞的真实性。如图6、图7所示,凸起边缘10上的疙瘩,更加具有随机性和粗糙感。
44.采用喷码机将二维码形式的编码4和形如星光的图文5喷印在上述防揭启不干胶薄膜上,使局部墨迹13穿过孔洞3透印于底层2上,并在底层2上扩散或收缩形成墨沿锯齿9,使另一部分墨迹落在面层1上,从而使面层1上的墨迹和孔洞3内底层2上的墨迹(等上下两部分)拼接成一个完整的三维结构的编码4/图文5的图案。
45.可取的是,因为底层2的表面张力l2大于面层1的表面张力l1,所以,孔洞3里底层2上所形成的墨沿锯齿9就会较大。
46.参照“墨沿防伪方法及墨沿防伪网络鉴别系统(cn106096971b)”,将编码4及其扩散形成的墨沿锯齿9的特征信息采集下来,作为防伪特征信息与编码4对应存储到云端数据库中,以作为备案信息,以供公众查验真伪。最后将所制成的上述透印双层防回收标签粘贴与产品上。
47.这样一来,消费者于购买产品前,就可先用手触摸面层1上的孔洞3,确认孔洞3真
实存在后,再用拍照手机去扫码,以查验真伪。本发明由于是通过手检与机检结合的关联双保险机制来查验真伪的,因此可获得可靠查验结论,从而达到提高查验准确率的效果。
48.实施例三。
49.订购一种如图3所示的防揭启不干胶透明塑料薄膜材料,要求其面层1采用一种网孔材料。参考上述两例,生产出如图8所示的透印双层防回收标签。这样一来,消费者于购买产品前,就可先用手触摸面层1上的孔洞3,确认孔洞3真实存在后,再用拍照手机去扫码,以查验真伪。若造假者非法开启标签,就只能揭起如图10所示的面层2,且无法揭起底层2。换言之,只能将如图9所示的底层2滞留在产品上,尤其会将透过孔洞3透印在底层2上的编码4的局部墨迹13滞留在产品上。其结果是:将一个完整的编码4/图文5等防伪信息一分为二,从而可防止造假者完整回收标签,可避免回收后贴于假冒产品上。本发明这样的生产工艺顺序,避免了外协涂胶,可大大缩短生产周期。实践证明:标签订单交货期可由21天缩短为1天,甚至立等可取。
50.本发明所述图文5,可以是油墨构成的任何文字、图形、线条等。本发明所述孔洞3,可以根据用户需要设计形状、调整孔径大小、改变密度、选择排列图案,例如标签面层1上满版排列有如图8所示的孔洞3。
51.以上对本发明所提供的技术方案进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1